安全型冲压成型设备的制作方法
1.本技术涉及冲模设备技术领域,尤其是涉及一种安全型冲压成型设备。
背景技术:
2.激光刀模一般用于冲压成型设备,激光刀模一般由基板和钢材刀片组成,基板传统用胶合板,也可以使用有机玻璃和塑料板代替胶合板。
3.相关技术见授权公告号为cn208196976u的中国实用新型专利,其公开了一种用于塑料制品加工的冲压模具,包括上模板、移动杆和底座,底座的顶部固定连接有凹模,移动杆的一端固定连接有推板且另一端固定连接有弧形板,上模板的顶部固定连接有顶板,下模板的底部固定连接有推杆。该申请使得板料可以从固定槽内部推出,提高人工取出冲孔中板料操作安全性。
4.针对上述中的相关技术,发明人认为存在以下缺陷:该设备进行冲模时,需要人工将料板放到上模板下方的凹模上,由于上模板与凹模压合工作,对操作者造成安全隐患。
技术实现要素:
5.为了改善冲压成型时人工将料板置于上模下存在安全隐患的问题,本技术提供一种安全型冲压成型设备。
6.本技术提供一种安全型冲压成型设备,采用如下的技术方案:一种安全型冲压成型设备,包括机架和安装于机架上的模具,模具包括上模和下模,机架上安装有用于驱动上模向下模移动进行冲压成型的液压机,所述下模连接有输送机构,输送机构包括至少两条并排穿设于下模两侧的传送带以及与传动带带传动连接的动力组件。
7.通过采用上述技术方案,操作人员将待加工的料板放置于传送带的一端,动力组件工作带动传送带向下模移动,传送带带着料板向下模移动,当移动到所需位置后,停止传送带的传输。启动液压机工作带动上模向下模移动并对料板进行冲压成型,然后使得液压机带动上模离开下模并复位,取出冲模后料板即可。放料过程中避免了人手放入到模具处,大大提高了作业的安全性。
8.可选的,所述机架上水平固定有安装板,所述安装板安装有上料机构,上料机构包括位于传送带的一端的托板和与托板连接并带动托板移动高于或低于传送带上层平面的第一气缸,第一气缸固定于安装板上,托板固定连接有穿过安装板并能相对上下移动的第一导向杆。
9.通过采用上述技术方案,启动第一气缸将托板升起高于传送带,操作人员即可将料板放置于托板,然后第一气缸带动托板上的料板下降,使得料板的两侧支撑于传送带,减小了人手接触到传送带造成人身伤害的可能。
10.可选的,所述动力组件包括主动轴、从动轴、主动带轮和从动带轮,主动轴和从动轴转动支撑于机架,主动带轮同轴固定于主动轴的两端,从动带轮同轴固定于从动轴的两
端,主动轴连接有电机。
11.通过采用上述技术方案,电机工作能够同时为两侧的传送带提供动力源,结构简单,便于维护。
12.可选的,所述主动轴与从动轴位于下模的两侧,所述电机为正反转电机。
13.通过采用上述技术方案,电机工作可以带动传送带正向或反向输送,从而模具两侧的传送带均可以进行上料,提高生产效率。
14.可选的,所述机架位于托板一侧水平设有横杆,横杆的两端固定有用于支撑主动轴或从动轴的支架,横杆的下方连接有用于驱动横杆上下移动的高度调节组件。
15.通过采用上述技术方案,高度调节组件能够带动横杆上下移动,安装于横杆上的主动轴或从动轴的高度能够调节,从而方便调节输送机构端部的平衡度。
16.可选的,所述高度调节组件包括固定于安装板下方的第二气缸和穿设于安装板并上下移动的第二导向杆。
17.通过采用上述技术方案,高度调节组件结构简单,便于维护。
18.可选的,所述机架位于下模两侧设有顶升组件,顶升组件包括固定于机架的第三气缸,第三气缸的活塞杆竖直设置。
19.通过采用上述技术方案,上模和下模对料板进行冲压成型后,料板可能卡固于下模中,第三气缸的活塞杆伸出能够将料板顶起,使得冲压成型后的料板与下模分离。
20.可选的,所述支架包括端板和遮盖罩,主动轴的两端转动支撑于端板上,主动轴和主动带轮位于遮盖罩的空腔中。
21.通过采用上述技术方案,遮盖罩一方面防止灰尘进入到主动轴,另一方面还能够防止人手伸入到输送带端部造成损伤。
22.综上所述,本技术包括以下至少一种有益技术效果:操作人员可以利用输送机构将料板传输到模具处进行冲压成型,避免了人手伸入到模具位置,大大提高了作业安全性。
附图说明
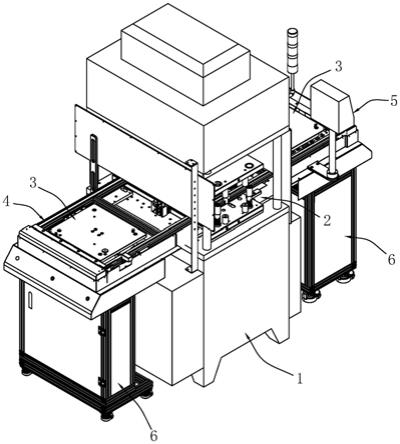
23.图1为本技术实施例中安全型冲压成型设备的整体结构示意图;图2为图1的正视图;图3为图1的俯视图;图4为图3中a-a向的剖视图;图5为显示张紧调节机构各部件位置关系的整体结构示意图;图6为图4中b-b向的剖视图;图7为显示第二调节组件与支撑板连接关系的局部结构示意图;图8为图4中c-c向的剖视图;图9为顶升组件与模具位置关系的局部结构示意图。
24.附图标记说明:1、机架;11、底座;12、支柱;13、顶盖;14、排屑管;15、防护壳;151、挡板;16、支架;161、端板;162、遮盖罩;2、模具;21、上模;22、下模;3、上料机构;31、安装板;311、开口;32、托板;33、第一导向杆;34、第一气缸;4、输送机构;41、传送带;42、主动轴;43、主动带轮;44、第一调节组件;441、第一支撑板;4411、竖条孔;442、限位杆;443、第一动导轮;444、第一定导轮;45、传动杆;451、连杆;46、电机;47、第二调节组件;471、第二支撑板;
4711、横条孔;472、第二定导轮;473、第二动导轮;474、防脱杆;48、高度调节组件;481、第二气缸;482、第二导向杆;5、控制箱;6、工具柜;61、柜体;62、万向轮;7、压力机;8、料板;9、顶升组件;91、第三气缸;92、顶板。
具体实施方式
25.以下结合附图1-9对本技术作进一步详细说明。
26.本技术实施例公开一种安全型冲压成型设备。参考图1和图2,安全型冲压成型设备包括机架1和安装于机架1上的模具2以及压力机7,机架1上位于模具2的一侧设有上料机构3,上料机构3与模具2之间连接有输送机构4,机架1安装有用于控制压力机7和输送机构4的控制箱5。操作人员将料板放置于上料机构3处,通过控制箱5启动输送机构4将料板运送到模具2位置,然后通过控制箱5启动压力机7工作将料板冲压成型,再通过输送机构4反向运输将冲压后的料板移出模具2。整个操作过程减少了操作人员将手伸入到模具2处的可能,提高的操作安全性。
27.参考图2和图3,机架1包括底座11和顶盖13,顶盖13通过四根支柱12支撑固定于底座11上方,压力机7可以为液压缸,液压缸的缸体通过螺栓固定安装于顶盖13上,液压缸的活塞杆竖直向下设置。
28.模具2包括上模21和下模22,上模21通过螺栓与压力机7的活塞杆固定,下模22通过螺栓固定于底座11顶部。下模22与底座11的顶面间隔一段距离形成排屑腔,底座11的一侧固定连接有与排屑腔连通的排泄管14,用于模具2冲压后的碎屑从排屑管14排出。为了减小排屑管14的占用空间,排屑管14位于底座11和上料机构3之间。
29.参考图2和图4,上料机构3包括安装板31、托板32和驱动托板32竖直升降的升降组件。安装板31水平固定于机架1上方,安装板31底面与底座11侧壁之间固定连接有支杆,支杆可以为铝合金型材,支杆分别与底座11和安装板31螺栓固定。
30.升降组件包括第一气缸34和第一导向杆33,第一气缸34的缸体通过螺栓固定于安装板31底面,第一气缸34的活塞缸穿过安装板31并与托板32螺栓固定,安装板31上设有供第一导向杆33竖直穿过的穿孔,第一导向杆33与托板32通过螺栓固定连接。为了提高升降效果,第一气缸34的活塞杆连接于托板32的中心位置,第一导向杆33有四个分布于安装板31的四角。
31.为了提高上料效率,上料机构3可以有两个并对称分布于底座11两侧。
32.为了提高上料机构3下方的空间利用率,在上料机构3下方设置有工具柜6,工具柜6包括柜体61和安装于柜体61底部的万向轮62。工具柜6可以用于存放维修工具或者零件。柜体61呈长方体结构,柜体61的四个竖直棱边采用铝合金型材制作而成,柜体61的四个竖直棱边与安装板31固定连接,提高对上料机构3的支撑稳固性。
33.参考图5和图6,安装板31远离底座11的一侧上方水平安装有横杆,横杆上固定有支架16,支架16包括通过螺栓固定于横杆两端的端板161和固定于两个端板161之间的遮盖罩162。两个端板161之间水平固定有连接杆。机架1还包括围挡在上料机构3外部的防护壳15,防护壳15与安装板31固定连接,防护壳15位于安装板31上方设有挡板151。遮盖罩162与挡板151之间设有5-15mm的间隙。
34.输送机构4包括传送带41、主动轴42、主动带轮43和从动带轮以及高度调节组件
48。
35.主动轴42的两端通过轴承转动支撑于端板161,主动轴42与连接杆平行设置,主动轴42的一端连接有动力源,动力源可以为正反转电机,主动轴42的一端与正反转电机的输出轴通过联轴器连接。
36.主动带轮43有两个并分别固定于主动轴42的两端,从动带轮对应设有两个并固定于从动轴的两端,从动轴转动支撑于底座11上,主动带轮43与从动带轮通过传送带41带传动连接。两个传送带41平行设置,两个传送带41之间的距离略大于托板32的轮廓尺寸,使得托板32在升降组件的作用下能够高于传送带41的上层或低于传送带41的上层。主动带轮43和主动轴42位于遮盖罩162内部空腔中,一方面减少外部灰尘进入起到保护作用,另一方面防止操作人员的身体接触到主动带轮43造成擦伤。
37.使用时,操作人员控制第一气缸34将托板32升起高于传送带41上层,将料板放置于托板32上,然后控制第一气缸34带动托板32下降,当托板32低于传送带41上层时,料板的两侧支撑于传送带41上。启动正反转电机工作,传送带41带动料板向模具2移动,从而完成上料作业。
38.为了提高传送带41上层的支撑性,在传送带41之间设置有纵杆,纵杆垂直固定于横杆端部。传送带41的上层贴合纵杆设置。为了减小传送带41的磨损,纵杆顶面固定有橡胶片。
39.参考图5和图6,高度调节组件48位于支架16下方,高度调节组件48包括第二气缸481和第二导向杆482,第二气缸481的缸体通过螺栓固定于安装板31底面,第二气缸481的活塞杆穿过安装板31并与横杆螺栓固定。安装板31上设有供第二导向杆482穿过并上下移动的穿孔,第二导向杆482穿过安装板31后与横杆固定连接。控制第二气缸481带动横杆升降,与横杆固定连接的支架16能够升降,从而传送带41的上层高度可以调节,调节整个输送机构4两端的平衡度。
40.参考图5和图6,为了提高传送带41的张紧度,输送机构4还包括安装于安装板31一侧的第一调节组件44、电机46以及传动杆45。电机46通过螺栓固定于安装板31底面,传动杆45的一端与电机36的机壳通过螺钉固定连接,传动杆45的另一端延伸至第一调节组件44位置。第一调节组件44包括第一支撑板441、限位杆442、第一动导轮443和第一定导轮444,第一支撑板441有两个且平行设置,限位杆442、第一动导轮443和第一定导轮444位于两个第一支撑板441之间。
41.第一定导轮444有两个且中心轴线位于第一支撑板441的同一高度。第一支撑板441的中部开设有竖直设置的竖条孔4411,竖条孔4411位于两个第一定导轮444中心连线的下方,第一动导轮443的轮轴穿过竖条孔4411并能沿竖条孔4411相对移动。传送带41的下层依次绕过两个第一定导轮444和一个第一动导轮443,传送带41从第一动导轮443下方绕设。
42.限位杆442此处有三个并水平设置在第一支撑板441的同一高度,限位杆442位于第一定导轮444上方。限位杆442能够防止传送带41的下层从第一调节组件44上脱出。
43.传动杆45远离电机36的一端与第一支撑板441之间设有连杆451,连杆451的一端与传动杆45铰接,连杆451的另一端与第一支撑板441远离第一定导轮444的一面铰接。传动杆45为矩形板,安装板31上开设有开口311,第一调节组件44能够穿过开口311并上下移动。当第一支撑板441沿着开口向上移动时,使得传送带41的张紧程度减小。反之,当第一支撑
板441沿着开口311向下移动,传送带41的张紧程度增加。
44.参考图5和图7,托板32位于第一调节组件44对侧位置的传送带41连接有第二调节组件47,第二调节组件47包括第二支撑板471、第二定导轮472和第二动导轮473。第二支撑板471有两个且平行设置,两个第二支撑板471之间连接有两竖排的防脱杆474。结合图8,第二定导轮472位于两竖排的防脱杆474之间,第二支撑板471的一侧通过螺栓与电机46的机壳固定连接,第二定导轮472的轮轴穿过第二支撑板471与电机46的输出轴固定连接,使得电机46能够带动第二定导轮472转动,第二定导轮472可以为齿轮,第二定导轮472与传送带41啮合,使得第二定导轮472能够为传送带41提供动力。在第二支撑板471上位于第二定导轮472上方水平开设有横条孔4711,第二动导轮473的轮轴穿过横条孔4711并能相对滑动。
45.当传送带41与料板之间存在相对滑动时,传送带41带动第二动导轮473在水平方向适当移动作为缓冲,降低了料板两侧传输不一致导致料板倾斜的可能。
46.在本技术其他实施方式中,根据需要,托板32两侧的输送机构4上的张紧调节组件结构可以相同。
47.参考图9,两条传送带41并排穿过模具2的下模22两侧,当传送带41将料板输送到下模22的凹模处时,传送带41停止传输。上模21在压力机7的作用下向下模22移动并将料板冲压成型。
48.为了能够使得冲压后的料板继续被传送带41输送,在下模22沿着传送带41传输方向的两侧分别设有顶升组件9。顶升组件9包括固定安装于机架1上的第三气缸91和固定于第三气缸91活塞杆顶端的顶板92,顶板92增加了第三气缸91活塞杆端部的面积,减小了第三气缸91工作时顶升料板变形局部变形的可能。自然状态下,顶板92的顶面低于传送带41的上层平面,顶板92的顶面可以与下模22的凹模上平面齐平。
49.本技术实施例的安全型冲压成型设备的工作原理如下:操作人员控制第一气缸34工作将托板32顶起高于传送带41,将料板放置于托板32上,然后控制第一气缸34带动托板32下降,使得托板32两侧支撑于传送带41上。
50.启动输送机构4的动力源,传送带41工作将料板向下模22输送,当料板移动到下模22所需位置后,停止动力源使得传送带41停止。然后启动压力机7工作带动上模21向下模22移动进行冲压,料板被模具2压制成所需形状。整个过程操作人员不需要将手伸入到上模下方进行放料,大大提高了操作安全性。
51.料板压制成型后,启动压力机7带动上模21复位。然后启动第三气缸91工作将料板顶起,使得料板与下模22分离。然后继续启动传送带41的动力源,使得传送带41将冲压成型后的料板从模具2处输送到一端,方便操作人员取下。
52.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1