异形密封螺栓的成型方法、异形密封螺栓及用于成型异形密封螺栓的装置与流程
1.本发明涉及了紧固件制造技术领域,具体的是一种异形密封螺栓的成型方法、异形密封螺栓及用于成型异形密封螺栓的装置。
背景技术:
2.螺栓的主要作用是将两个工件连接在一起,起紧固连接的作用。而密封螺栓起到连接作用的同时还具有密封作用,通常用于新能源汽车电池盒上的盖板锁紧。密封螺栓具有法兰直径大、厚度厚,法兰一侧有六角部的特征。现有技术中,成型六角部通常采用的工艺是第五冲模采用45
°‑
55
°
入模夹角成型六角部,这样会使得六角部对边与其所在的圆柱面形成了明显的相贯线,在第六工位成型法兰部时,第五工位料对边位置多余的材料无法均匀的流到法兰面而形成叠料痕迹,严重影响密封螺栓的强度;而且第五工位成型的过渡结构由于应力集中的原因还会降低第六工位冲模寿命,从而增加生产成本。
技术实现要素:
3.为了克服现有技术中的缺陷,本发明实施例提供了一种异形密封螺栓的成型方法、异形密封螺栓及用于成型异形密封螺栓的装置,其用于解决法兰部与六角部过渡区域会叠料且第六冲模寿命低的问题。
4.本技术实施例公开了一种异形密封螺栓的成型方法、异形密封螺栓及用于成型异形密封螺栓的装置,通过更改第五冲模的结构,使得通过第五冲模形成六角部时,所述六角部的六角面与导向部的外缘之间为变截面过渡,且相交于同一平面,没有相贯线,从而使得所述六角部与所述法兰部之间呈90
°
夹角。采用此种模具成型法兰部时,六角部与法兰部之间过渡区域的材料可以均匀的流到法兰面上,既解决了叠料问题,提高了产品强度,又能避免因叠料导致过渡区域应力集中,从而提高第六冲模的寿命,降低生产成本。
5.其中,一种异形密封螺栓的成型方法,包括以下步骤:
6.对线材自上而下进行冲压,以在所述线材的尾部成型圆弧及形成预成型法兰部;
7.对所述圆弧进行冲压以形成倒角,且对所述线材的头部自上而下冲形成圆柱部并将所述圆柱部的顶端进行倒角;
8.自所述圆柱部的顶端沿其轴线方向将部分所述圆柱部冲压形成六角部,并将所述六角部与所述预成型法兰部之间冲形成导向部,其中,所述六角部的六角面与所述导向部的外缘面相交于同一平面;
9.对所述预成型法兰部冲压形成法兰部,并对所述线材的尾部冲形成台阶部,其中,所述六角部与所述法兰部的端面成90
°
夹角;
10.对成型有六角部、法兰部及台阶部的线材进行热处理并电镀形成密封螺栓。
11.进一步的,在步骤“对线材自上而下进行冲压,以在所述线材的尾部成型圆弧及形成预成型法兰部”中,包括以下步骤:
12.将线材剪断并夹到第一模具型腔内,第一冲模顶针将其挤压并使其尾部成型圆弧;
13.将成型圆弧的所述线材夹到第二模具型腔内,第二冲模对其挤压产生沿径向的变形;
14.将变形后的所述线材夹到第三模具型腔内,第三冲模对其挤压以在其上形成预成型法兰部。
15.进一步的,所述导向部的外径大于所述圆柱部的外径,以对所述圆柱部成型六角部时起导向作用。
16.进一步的,在步骤“对成型有六角部、法兰部及台阶部的线材进行热处理并电镀行成型密封螺栓”前,还包括以下步骤:
17.采用机加工对所述六角部内部沿其轴线方向形成内螺纹;
18.对所述线材远离所述六角部的一端通过搓牙形成外螺纹,其中,所述外螺纹位于所述法兰部及所述台阶部之间。
19.本技术还公开了一种异形密封螺栓,包括:
20.螺栓本体,所述螺栓本体包括杆部和自所述杆部的一端依次成型在所述杆部上的六角部、导向部、法兰部及台阶部;
21.其中,所述六角部的六角面与所述导向部的外缘面相交于同一平面,所述六角部与所述法兰部呈90
°
夹角。
22.进一步的,所述六角部的内部设有沿轴向方向成型的内螺纹。
23.进一步的,所述法兰部与所述台阶部之间设有沿所述杆部的轴线方向成型在所述杆部外缘的外螺纹。
24.进一步的,所述六角部的外径小于所述法兰部的外径,所述六角部的外径大于所述台阶部的外径。
25.本技术还公开了一种用于成型异形密封螺栓的装置,所述异形密封螺栓包括螺栓本体,所述螺栓本体包括杆部和自所述杆部的一端依次成型在所述杆部上的六角部、导向部、法兰部及台阶部,包括:
26.冷镦机、多轴凸轮车及搓牙机;
27.所述冷镦机上设有模具组件,所述模具组件包括第一模具、第二模具、第三模具、第四模具、第五模具及第六模具,其中,所述第五模具包括第五主模和第五冲模,所述第五冲模上的六角部的六角面与导向部的外缘面之间为变截面过渡,没有相贯线,以使第六模具成型法兰时所述六角部与所述法兰部之间的过渡区域不会叠料。
28.进一步的,每个所述模具均包括主模和与所述主模对应设置的冲模,所述主模套设在所述螺栓的尾部,所述冲模能与所述螺栓头部相抵接。
29.本发明的有益效果如下:
30.通过更改第五冲模的结构,使得通过第五冲模形成六角部时,所述六角部的六角面与导向部的外缘之间为变截面过渡,且相交于同一平面,没有相贯线,从而使得所述六角部与所述法兰部之间呈90
°
夹角。采用此种模具成型法兰部时,六角部与法兰部之间过渡区域的材料可以均匀的流到法兰面上,既解决了叠料问题,提高了产品强度,又能避免因叠料导致过渡区域应力集中,从而提高第六冲模的寿命,降低生产成本。。
31.为让本发明的上述和其他目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附图式,作详细说明如下。
附图说明
32.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
33.图1是本发明实施例中第五模具成型的密封螺栓的主视图;
34.图2是本发明实施例中第五模具成型的密封螺栓的俯视图;
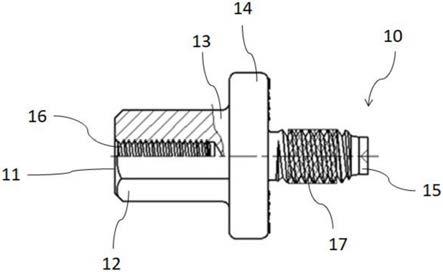
35.图3是本发明实施例中第六模具成型的密封螺栓的主视图;
36.图4是本发明实施例中密封螺栓成品的部分剖面图;
37.图5是本发明实施例中密封螺栓成品的俯视图。
38.以上附图的附图标记:10、密封螺栓;11、杆部;12、六角部;13、导向部;14、法兰部;15、台阶部;16、内螺纹;17、外螺纹;18、预成型法兰部;19、圆柱部。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.需要说明的是,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或隐含地包括一个或者更多个该特征。
41.本技术所述的异形密封螺栓的成型方法、异形密封螺栓及用于成型异形密封螺栓的装置,通过更改第五冲模的结构,使得通过第五冲模形成六角部时,所述六角部的六角面与导向部的外缘之间为变截面过渡,且相交于同一平面,没有相贯线,从而使得所述六角部与所述法兰部之间呈90
°
夹角。采用此种模具成型法兰部时,六角部与法兰部之间过渡区域的材料可以均匀的流到法兰面上,既解决了叠料问题,提高了产品强度,又能避免因叠料导致过渡区域应力集中,从而提高第六冲模的寿命,降低生产成本。
42.下面结合附图1至附图5及实施例对本发明进行详细说明。
43.本实施例所述异形密封螺栓10的成型方法,包括以下步骤:
44.对线材自上而下进行冲压,以在所述线材的尾部成型圆弧及形成预成型法兰部18;
45.对所述圆弧进行冲压以形成倒角,且对所述线材的头部自上而下冲形成圆柱部19并将所述圆柱部19的顶端进行倒角;
46.自所述圆柱部19的顶端沿其轴线方向将部分所述圆柱部19冲压形成六角部12,并将所述六角部12与所述预成型法兰部18之间冲形成导向部13,其中,所述六12角部的六角面与所述导向部13的外缘面相交于同一平面;
47.对所述预成型法兰部18冲压形成法兰部14,并对所述线材的尾部冲形成台阶部15,其中,所述六角部12与所述法兰部14的端面成90
°
夹角;
48.对成型有六角部12、法兰部14及台阶部15的线材进行热处理并电镀形成密封螺栓10。
49.具体参照图1、图2、图3,在本实施例中,所述异形密封螺栓10的成型方法,包括以下步骤:
50.首先,工作人员启动冷镦机,将线材通过压线轮进入剪刀和剪模,并剪断由夹子夹到第一模具型腔内。再对线材自上而下进行冲压,以在所述线材的尾部成型圆弧及形成预成型法兰部18。
51.其次,对所述圆弧进行冲压以形成倒角。且对所述线材的头部自上而下冲形成圆柱部19并将所述圆柱部19的顶端进行倒角,为后续工艺成型六角做准备。
52.其次,自所述圆柱部19的顶端沿其轴线方向将部分所述圆柱部19冲压形成六角部12,并将所述六角部12与所述预成型法兰部18之间冲形成导向部13,其中,所述六12角部的六角面与所述导向部13的外缘面相交于同一平面,所述六角面与所述外缘面之间为变截面过渡,没有相贯线。
53.然后,对所述预成型法兰部18冲压形成法兰部14。并对所述线材的尾部冲形成台阶部15。所述台阶部15的外径小于所述法兰部14的外径。其中,所述六角部12与所述法兰部14的端面成90
°
夹角过渡,避免了在成型法兰时出现叠料问题。
54.最后,对成型有六角部12、法兰部14及台阶部15的线材进行热处理、涡流挑选、电镀形成密封螺栓10,再对所述密封螺栓10进行挑选、涂胶、终检并包装。
55.具体的,在本实施例中,在步骤“对线材自上而下进行冲压,以在所述线材的尾部成型圆弧及形成预成型法兰部18”中,包括以下步骤:
56.首先,将线材剪断并夹到第一模具型腔内。第一冲模顶针自上而下将所述线材压住进入第一主模模腔内,并使其尾部成型圆弧,再由第一主模顶针顶出。
57.然后,将成型圆弧的所述线材由夹子夹到第二模具型腔内。第二冲模对所述线材进行挤压产生沿径向的变形,使得所述线材的直径变小。
58.最后,将变形后的所述线材由夹子夹到第三模具型腔内,第三冲模对其挤压以在其上形成预成型法兰部18。
59.具体的,在本实施例中,所述导向部13的外径大于所述圆柱部19的外径,以对所述圆柱部19成型六角部12时起导向作用。
60.具体参照图4、图5,在本实施例中,在步骤“对成型有六角部12、法兰部14及台阶部15的线材进行热处理并电镀行成型密封螺栓10”前,还包括以下步骤:
61.首先,采用机加工对所述六角部12的内部沿其轴线方向形成很多圈内螺纹16。
62.然后,对所述线材远离所述六角部12的一端通过搓牙形成很多圈外螺纹17。其中,所述外螺纹17位于所述法兰部14及所述台阶部15之间。所述外螺纹17的外径大于所述台阶部15的外径。
63.本实施例还公开了一种异形密封螺栓10,包括:螺栓本体。所述螺栓本体可以呈圆柱形。所述螺栓本体包括杆部11和自所述杆部11的一端依次成型在所述杆部11上的六角部12、导向部13、法兰部14及台阶部15。所述六角部12的内部设有沿轴向方向成型的内螺纹
16。所述法兰部14与所述台阶部15之间设有沿所述杆部11的轴线方向成型在所述杆部11外缘的外螺纹17。其中,所述六角部12的六角面与所述导向部13的外缘面相交于同一平面。所述六角部12与所述法兰部14呈90
°
夹角。
64.具体的,在本实施例中,所述六角部12的外径小于所述法兰部14的外径。所述六角部12的外径大于所述台阶部15的外径。
65.本实施例还公开了一种用于成型异形密封螺栓10的装置,所述异形密封螺栓10包括螺栓本体。所述螺栓本体包括杆部11和自所述杆部11的一端依次成型在所述杆部11上的六角部12、导向部13、法兰部14及台阶部15。所述用于成型异形密封螺栓10的装置包括:冷镦机(未在图中标出)、多轴凸轮车(未在图中标出)及搓牙机(未在图中标出)。所述冷镦机上设有模具组件。所述模具组件包括第一模具、第二模具、第三模具、第四模具、第五模具及第六模具。其中,所述第五模具包括第五主模和第五冲模。所述第五冲模上的六角部12的六角面与导向部13的外缘面之间为变截面过渡,没有相贯线,以使第六模具成型法兰时所述六角部12与所述法兰部14之间的过渡区域不会叠料,从而提高了产品强度。
66.具体的,在本实施例中,每个所述模具均包括主模和与所述主模对应设置的冲模。所述主模包括主模壳、主模仁、主模垫块、主模推套、主模顶针等组件。所述冲模包括冲模壳、冲模垫块、冲模顶针、冲模套管等组件。所述主模套设在所述螺栓的尾部。所述冲模能与所述螺栓头部相抵接,以对所述线材进行冲压从而形成密封螺栓10。
67.本技术通过更改第五冲模的结构,使得通过第五冲模形成六角部时,所述六角部的六角面与导向部的外缘之间为变截面过渡,且相交于同一平面,没有相贯线,从而使得所述六角部与所述法兰部之间呈90
°
夹角。采用此种模具成型法兰部时,六角部与法兰部之间过渡区域的材料可以均匀的流到法兰面上,既解决了叠料问题,提高了产品强度,又能避免因叠料导致过渡区域应力集中,从而提高第六冲模的寿命,降低生产成本。
68.本发明中应用了具体实施例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的技术方案及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1