一种引入焊接预变形的全熔透免清根工字钢焊接方法与流程
1.本发明属于建筑施工技术领域,具体涉及一种引入焊接预变形的全熔透免清根工字钢焊接方法。
背景技术:
2.钢结构在结构工程中的应用越来越广泛,而工字钢是钢结构中最常见的构件之一,因此提升工字钢的焊接质量和效率非常具有必要性。
3.但在传统的工字钢焊接工艺中,焊接变形导致焊接成型的构件质量不佳,影响受力性能;而且焊接过程中工序较为繁琐,不利于施工效率的提高。在工字钢投入使用后,钢的热力学性质使其自身温度变化幅度较大,工字钢翼缘易因此发生变形,而目前专门针对此问题的解决措施是较为缺乏的。
4.因此,需要对已有工字钢焊接技术进行改进,以满足工程需求。
技术实现要素:
5.发明目的:为了解决现有技术存在的问题,本发明提供一种引入焊接预变形的全熔透免清根工字钢焊接方法,焊接完成后安装的防变形码板可防止工字钢翼缘发生变形。
6.技术方案:为了实现上述发明目的,本发明的一种引入焊接预变形的全熔透免清根工字钢焊接方法,包括如下步骤:
7.步骤1:对工字钢腹板与工字钢翼缘焊接处进行加工处理;所述加工处理为,采用半自动切割机操作,使工字钢腹板端部形成k形双面坡口,坡口a面角度为35
°
~40
°
,坡口b面角度为58
°
~63
°
;并于k形双面坡口坡顶留出坡顶短边,坡顶短边位于工字钢腹板宽度1/4处(靠近坡口b面一侧),坡顶短边长度为工字钢腹板宽度的1/15~1/10;切割机操作完毕后,将坡顶短边和要与坡顶短边通过打底焊缝焊接的工字钢翼缘的部分做成锯齿状;
8.步骤2:工字钢组立;每个工字钢构件包括一张工字钢腹板和两张工字钢翼缘,对以上部分组立成工字钢形态;所述工字钢形态为每张工字钢腹版的两端分别与一张工字钢翼缘垂直连接,形成“工”字截面的钢构件形态。组立时,对工字钢翼缘进行预变形处理;
9.步骤3:对工字钢进行焊接;焊接包括定位焊和正式焊接,正式焊接包括打底焊和埋弧焊。
10.在一些实施例中,所述步骤2中,对工字钢翼缘进行预变形处理的方式为:预留相当于工字钢截面总高度1/60~1/40的变形量;其中,工字钢翼缘坡口a面一侧向远离工字钢截面中心的方向外扩,工字钢翼缘坡口b面一侧向靠近工字钢截面中心的方向内收。其中,工字钢截面定义为工字钢垂直于长度方向的平面,工字钢截面总高度定义为焊接成形后两张工字钢翼缘外表面之间的距离。
11.在一些实施例中,所述步骤3中,对工字钢进行焊接的具体步骤为:
12.步骤31、对工字钢腹板与工字钢翼缘焊接处进行定位焊;
13.步骤32、在正式焊接前,在工字钢腹板两端设置t形的引熄弧板,安装时保证引熄
弧板与工字钢翼缘处于同一水平面;
14.步骤33、对工字钢腹板k型双面坡口的坡顶短边与工字钢翼缘焊接处进行打底焊接。采用co2气保焊,使打底焊缝全熔透,与母材充分融合;
15.步骤34、无需清根,对坡口b面进行埋弧焊,坡口b面埋弧焊缝总厚度低于母材表面1mm~2mm,不得熔化坡顶短边;单次填充的坡口b面埋弧焊缝宽度不大于8mm,可分多道焊缝焊接,最外道焊缝稍凹;
16.步骤35、对坡口a面进行埋弧焊,单次填充的坡口a面埋弧焊缝宽度不大于8mm,可分多道焊缝焊接,最外道焊缝稍凹;
17.步骤36、安装约束工字钢翼缘变形的防变形码板。
18.在一些实施例中,所述步骤31中,所述定位焊采用气保焊进行定位焊;定位焊缝的长度为受力焊缝高度的7倍且不超过50mm,高度不大于6mm;定位焊缝之间距离为250mm~400mm,其中起始焊点距离端头距离为30mm。
19.在一些实施例中,所述步骤32中,引熄弧板长度不小于150mm,宽度不小于工字钢腹板厚度的2.5倍,本文所述所有焊缝引出长度均不小于60mm;焊接完成后气割切除引熄弧板。
20.在一些实施例中,所述步骤33中,打底焊缝高度为4mm~6mm;焊接时电流控制在320a~350a,电压控制在25v~30v,焊接速度为43cm/min~46cm/min,焊丝直径为1.2mm。
21.在一些实施例中,所述步骤34中,所述对坡口b面进行埋弧焊中,焊接时电流控制在850a~1000a,电压控制在38v~40v,焊接速度为83cm/min~86cm/min,焊丝直径为4mm。
22.在一些实施例中,所述步骤35中,所述对坡口a面进行埋弧焊中,电流控制在850a~1000a,电压控制在38v~40v,焊接速度为83cm/min~86cm/min,焊丝直径为4mm。
23.在一些实施例中,所述步骤36中,防变形码板间隔距离为300mm。
24.在一些实施例中,所述步骤3中,对工字钢进行焊接后的缺陷作如下处理:缺陷部位用碳弧气刨消除或用砂轮机打磨干净,修补所用的焊条与正式焊接所用的相同,埋弧焊焊缝修补时q235b用e43xx焊条,q345b用e50xx焊条,焊接电流比正式焊接时大15%。
25.所述步骤36的防变形码板有a、b、c三种型号:a型板和b型板由约束板,固定板和螺栓孔组成;c型板由固定板和螺栓孔组成,可与a、b型板通过对接焊缝连接以延长防变形码板固定板长度。约束板与工字钢翼缘通过c级螺栓m20连接,固定板与工字钢腹板通过8.8级螺栓m20连接。防变形码板所用材料与工字钢一致,其固定板长度不得小于工字钢截面高度的1/3。
26.有益效果:与现有技术相比,本发明的一种引入焊接预变形的全熔透免清根工字钢焊接方法,该方法可起到一定的抵消焊接工字钢时焊接变形的作用;而且可免去清根工序,提高焊接质量和效率;焊接完成后安装的防变形码板可防止温度作用造成的工字钢翼缘的变形。
附图说明
27.图1是k形双面坡口样式示意图;
28.图2是工字钢组立预变形示意图;
29.图3是定位焊缝与t形的引熄弧板示意图;
30.图4是正式焊接示意图;
31.图5是a型防变形码板三视图;
32.图6是b型防变形码板三视图;
33.图7是c型防变形码板三视图;
34.图8是工字钢焊接成型效果图;
35.附图说明:1-工字钢腹板,11-k形双面坡口,111-坡顶短边,2-工字钢翼缘,3-定位焊缝,4-引熄弧板,5-打底焊缝,6-坡口b面埋弧焊缝,7-坡口a面埋弧焊缝,8-防变形码板,81-约束板,82-固定板,83-螺栓孔。
具体实施方式
36.下面结合附图对本发明的结构及性能做进一步说明。
37.一种引入焊接预变形的全熔透免清根工字钢焊接方法,包括如下步骤:
38.步骤1:对工字钢腹板1与工字钢翼缘2焊接处进行加工处理;
39.步骤2:工字钢组立;每个工字钢构件包括一张工字钢腹板1和两张工字钢翼缘2,对以上部分组立成工字钢形态,所述工字钢形态为每张工字钢腹版2的两端分别与一张工字钢翼缘2垂直连接,形成“工”字截面的钢构件形态;组立时,对工字钢翼缘2进行预变形处理;
40.步骤3:对工字钢进行焊接;焊接包括定位焊和正式焊接,正式焊接包括打底焊和埋弧焊。
41.步骤1中,对工字钢腹板1与工字钢翼缘2焊接处进行加工处理;加工处理为,采用半自动切割机操作,使工字钢腹板1端部形成k形双面坡口11,坡口a面角度为35
°
~40
°
,坡口b面角度为58
°
~63
°
;并于k形双面坡口11坡顶留出坡顶短边111,坡顶短边111位于工字钢腹板1宽度1/4处(靠近坡口b面一侧),坡顶短边111长度为工字钢腹板1宽度的1/15~1/10;切割机操作完毕后,将坡顶短边111和要与坡顶短边111通过打底焊缝5焊接的工字钢翼缘2的部分做成锯齿状,如图1所示。
42.步骤2中,工字钢翼缘2的组立工序为:先后吊运第一张工字钢翼缘2和工字钢腹板1至组立机的输入辊道上,使工字钢翼缘2与工字钢腹板1在焊接处呈“t”形对接,最后吊运另一张工字钢翼缘2与工字钢腹板1在腹板另一端焊接处呈“t”形对接。与数控调节液压千斤顶等来调整工字钢腹板1和工字钢翼缘2之间的垂直度。
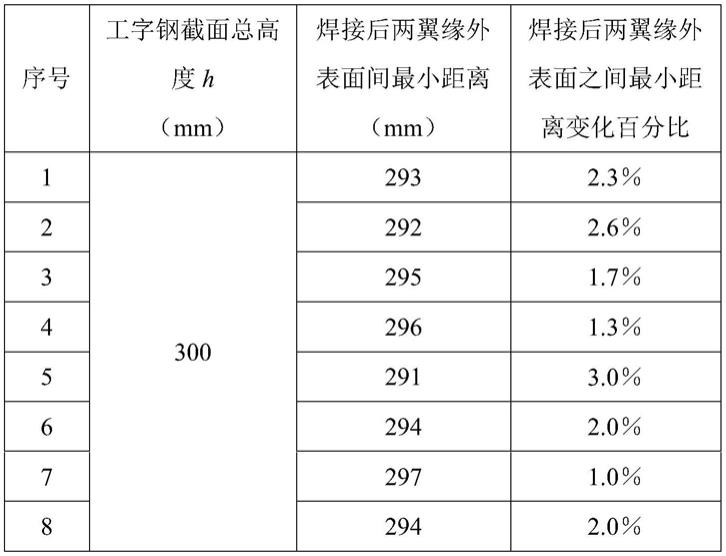
43.步骤2中,对工字钢翼缘2进行预变形处理的方式为:根据对表1中不作预变形处理的8根长1000mm的i30工字钢的焊接试验获得的焊接后翼缘间最小距离变化百分比结果,预留相当于工字钢截面总高度1/60~1/40的变形量以抵消焊接产生的变形量;其中,工字钢翼缘2坡口a面一侧向远离工字钢截面中心的方向外扩,工字钢翼缘2坡口b面一侧向靠近工字钢截面中心的方向内收,如图2所示。
44.在图2中,h为工字钢截面总高度,(1+1/60)h~(1+1/40)h为在焊接前进行了预变形处理后焊接后两工字钢翼缘2外表面之间的最大距离。焊接前的预变形与焊接过程中发生的变形进行抵消,最后使两张工字钢翼缘2外表面之间的距离为h,即规范要求的特定规格的工字钢截面总高度h;其中,工字钢截面定义为工字钢垂直于长度方向的平面,工字钢截面总高度h定义为焊接成形后两张工字钢翼缘外表面之间的距离。
45.表1工字钢焊接试验
[0046][0047]
步骤3中,对工字钢进行焊接的具体步骤为:
[0048]
步骤31、如图3所示,对工字钢腹板1与工字钢翼缘2焊接处进行定位焊:采用气保焊进行定位焊;k形双面坡口11每一面的定位焊缝3的长度为该面坡口高度的7倍且不超过50mm,焊缝高度不大于6mm;焊缝之间距离为250mm~400mm,其中起始焊点距离端头距离为30mm;其中,包括定位焊缝3在内的本文所述所有焊缝的焊缝高度定义为在焊缝填充的缝隙空间内,从工字钢腹板1的k形双面坡口11表面到工字钢翼缘2内表面的最大垂直距离。
[0049]
步骤32、如图3所示,正式焊接前,在工字钢两端设置t形的引熄弧板4,安装时保证引熄弧板4与工字钢翼缘2处于同一水平面。t形的引熄弧板4长度不小于150mm,宽度不小于工字钢腹板1厚度的2.5倍,焊缝引出长度不小于60mm。焊接完成后气割切除之。
[0050]
步骤33、对工字钢腹板1的k型双面坡口11的坡顶短边111与工字钢翼缘2焊接处进行打底焊接。采用co2气保焊,使打底焊缝5全熔透,与母材充分融合,如图4所示。打底焊缝5高度为4mm~6mm;焊接时电流控制在320a~350a,电压控制在25v~30v。焊接速度为43cm/min~46cm/min,焊丝直径为1.2mm。
[0051]
步骤34、无需清根,对坡口b面进行埋弧焊,坡口b面埋弧焊缝6单次填充的焊缝宽度不大于8mm,可分多道焊缝焊接,最外道焊缝稍凹,如图4所示。焊接时电流控制在850a~1000a,电压控制在38v~40v,焊接速度为83cm/min~86cm/min,焊丝直径为4mm。
[0052]
步骤35、对坡口a面进行埋弧焊,坡口a面埋弧焊缝7单次填充的宽度不大于8mm,可分多道焊缝焊接,最外道焊缝稍凹,如图4所示。电流控制在850a~1000a,电压控制在38v~40v,焊接速度为83cm/min~86cm/min,焊丝直径为4mm。
[0053]
步骤36、安装约束工字钢翼缘2变形的防变形码板8,防变形码板8间隔距离为300mm。
[0054]
步骤3中,对工字钢进行焊接后的缺陷作如下处理:缺陷部位用碳弧气刨消除或用砂轮机打磨干净,修补所用的焊条与正式焊接所用的相同,埋弧焊焊缝修补时q235b用
e43xx焊条,q345b用e50xx焊条,焊接电流比正式焊接时大15%。
[0055]
实施例1
[0056]
对k形双面坡口11的几何参数和正式焊接的打底焊缝5,坡口b面埋弧焊缝6,坡口a面埋弧焊缝7的焊缝参数进行受力性能验算。以长10.8m的钢号q345的i70工字钢为例,根据k型双面坡口11的几何参数,坡口a面埋弧焊缝7高度为h
f1
=7.5mm,坡口b面埋弧焊缝6高度为h
f2
=3.5mm。(偏安全考虑,忽略打底焊缝5发挥的受力性能)
[0057]
在受压状态下,当该工字钢腹板1发生屈服时,作用于其上的压应力为f=fy=345mpa。
[0058]
faw=345
×
8580=2960kn
[0059]
当工字钢腹板1与工字钢翼缘2的焊缝发生破坏时:
[0060]4×
0.7fwl(h
f2
+h
f3
)=4
×
0.7
×
200
×
10800
×
(7.5+3.5)=66528kn>2960kn
[0061]
其中aw是工字钢腹板截面面积,fw为焊缝强度,l为焊缝长度。
[0062]
因此,当工字钢腹板1发生屈服时,仍远远不足以导致工字钢腹板1与工字钢翼缘2的焊缝发生破坏进而使工字钢腹板1与工字钢翼缘2之间发生错动,因此本案设计的k形双面坡口11和正式焊接的打底焊缝5,坡口b面埋弧焊缝6,坡口a面埋弧焊缝7是安全的。
[0063]
实施例2
[0064]
步骤36的防变形码板8有a型板,b型板,c型板三种型号:a型板和b型板由约束板81,固定板82和螺栓孔83组成;c型板由固定板82和螺栓孔83组成,c型板可与a型板、b型板通过对接焊缝连接以延长防变形码板8固定板82长度,如图5~7所示,其中图5包括图5(a)、图5(b)、图5(c),构成三视图,其中约束板81高100mm,宽100mm,厚15mm,固定板82长185mm,宽100mm,厚10mm,包含8个螺栓孔83,直径20mm;图6包括图6(a)、图6(b)、图6(c),构成三视图,其中约束板81高100mm,宽100mm,厚15mm,固定板82长85mm,宽100mm,厚10mm,包含4个螺栓孔83,直径20mm;图7包括图7(a)、图7(b)、图7(c),构成三视图,其中固定板82长100mm,宽100mm,厚10mm,包含4个螺栓孔83,直径20mm。
[0065]
约束板81与工字钢翼缘2通过c级螺栓m20连接,固定板82与工字钢腹板1通过8.8级螺栓m20连接。
[0066]
防变形码板8所用材料与工字钢一致,其固定板82长度不得小于工字钢截面高度的1/3。安装完成后,成型效果如图8所示。
[0067]
实施例3
[0068]
对防变形码板8防变形效果进行验证,以钢号q345的i70工字钢为例。
[0069]
工字钢截面高度为700mm,故每块防变形码板8应采用一块a型板和一块c型板组合而成,固定板82长度为300mm,有12个8.8级螺栓m20。每块防变形码板8能提供的最大抵抗力f为:
[0070][0071]
每块防变形码板8可抵消的等效均布荷载q为:
[0072][0073]
每块防变形码板8可抵抗翼缘最大变形挠度w为:
[0074][0075]
其中,[τb]为螺栓抗剪强度,l为约束板81宽度,b为工字钢翼缘2宽度,t为工字钢翼缘2厚度。
[0076]
因此,布置防变形码板8能抵抗的工字钢翼缘2变形量相当于工字钢截面高度的1/60,接近焊接造成的变形量。而正常使用时的温度作用远不及焊接时的大,因此本案设计的防变形码板8具有良好的防止温度作用造成的工字钢翼缘2变形的效果。
[0077]
本发明的一种引入焊接预变形的全熔透免清根工字钢焊接方法,焊接前,工字钢腹板1端部加工成k形双面坡口11并留出的锯齿状坡顶短边111,组立时工字钢翼缘2预留一定变形量,从而与焊接引起的变形相抵消;正式焊接时,先对坡顶短边111进行打底焊接,再对坡口b面进行埋弧焊且无需清根,最后对坡口a面进行埋弧焊。随后安装用于约束工字钢翼缘2变形的防变形码板8。本发明公开的一种引入焊接预变形的全熔透免清根工字钢焊接方法可以解决焊接过程中及投入使用后工字钢翼缘2的变形问题,并简化焊接工序,提高焊接质量和效率。
[0078]
应理解这些实施例仅用于说明本发明而不用于限制本发明的范围,在阅读了本发明之后,本领域技术人员对本发明的各种等价形式的修改均落于本技术所附权利要求所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1