铁材加工装置的制作方法
1.本实用新型是关于一种铁材加工的技术领域,特别是指一种用于大型铁制原材的铁材加工装置。
背景技术:
2.传统对于铁制原材〔即铁条〕的弯曲加工,是以人工收集一预定数量,再以人工将此预定数量的铁制原材放到加工模块进行加工;而加工完成后,则直接掉落进行,再以人工将其移至一预定区域收集置放,如此操作不但需要人力,而且容易造成人员受伤,导致影响加工效率及生产量。为此申请人曾开发一种申请,见中国台湾专利第106121023号的「具机械手臂的铁材加工方法」专利案,其利用机械手臂的夹取动作,来减轻人员的工作。
3.但上述的处理方式,仅能用于小型的铁制原材,当遇到大型的铁制原材时,因其在加工过程中所形成的半成品铁材的重心会随时改变,再加上其体积大,造成该机械手臂无法有效平稳的夹持搬移该等半成品铁材,不仅影响制程效率,且无法有效又快速的进行后续堆放,而难以达到预期的出货要求。
4.换言之,现有的铁材加工装置未臻完善,而存在有无法适用大型铁制原材及制程效率不彰等问题,而如何解决前述问题,是业界所亟思探讨的,亦是本新型所欲解决的课题。
5.有鉴于此,本发明人遂针对上述现有加工装置所面临的问题,潜心研究并配合学理的运用,秉持多年该相关行业的设计开发及实作经验,针对现有结构的缺失予以改良,终于成功开发出一种铁材加工装置,以克服现有无法有效进行大型铁制原材作业所造成的困扰与不便。
技术实现要素:
6.因此,本实用新型的主要目的在于提供铁材加工装置,借以能用于大型铁制原材,而能让机械手臂快速、且准确夹持成品,使其能自动堆栈,以提高大型铁制原材自动化作业的程度。
7.本实用新型的另一主要目的在于提供铁材加工装置,其能克服加工过程中半成品铁材重心不一致的问题,使得机械手臂可以平稳的夹持搬移,且有效又快速的进行后续堆放,从而提高其制程效率。
8.基于此,本实用新型主要是通过下列的技术手段,来实现前述的目的及其功效,其包括:
9.一输入设备,用于将复数个铁制原材朝一传输方向依序输入;
10.一分料装置,用于聚集一预定数量的该铁制原材,并朝该传输方向运送;
11.一待料装置,用于将该预定数量的该铁制原材进行缓慢输送等待下一步骤的处理;
12.一加工装置,用于将该预定数量的该铁制原材受进行加工成一预定形状,并形成
一成品铁材;
13.一整料装置,用于将该预定数量的成品铁材以同一方向放置于一整料模块上;
14.一夹取装置,用于利用以一机械手臂模块夹取该成品铁材至一预定区域;以及
15.一出料装置,该机械手臂模块通过人机接口以设定堆放高度、数量后,用于将该成品铁材堆积于一设于预定区域的输送带组中一堆放用的预定栏车上。
16.通过上述技术手段的具体实现,使得本实用新型能利用整料模块的设置,可以对铁制原材在加工成成品铁材后,使其能以同一方向置放于整料架上,让机械手臂模块能在准确且快速的自动夹取并移动,同时利用出料模块的设计,能有效率的出货,而减轻人员负担,借此达到自动加工的功效,更可提高加工的效率及生产量,大幅增进可靠度与实用性,从而增加产品的附加价值,并提升其经济效益。
17.且本实用新型并利用下列的技术手段,进一步实现前述的目的及功效;诸如:
18.在某些实施例中,该整料装置的整料模块是以具导料机构的整料架。
19.在某些实施例中,该出料装置于该输送带组上设置一捆绑用的预定栏车,供进行该等堆栈的成品铁材的捆绑,并进行出货。
附图说明
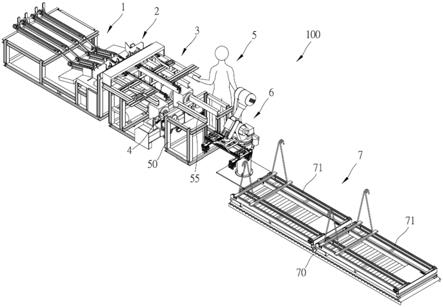
20.图1是本实用新型铁材加工装置的加工设备架构的外观立体示意图;
21.图2是本实用新型铁材加工装置的加工设备架构的侧视平面示意图;
22.图3是本实用新型铁材加工装置的加工设备架构的俯视示意图;
23.图4是本实用新型铁材加工装置中机械手臂的夹取单元的局部立体外观示意图;
24.图5是本实用新型铁材加工装置中机械手臂的夹取单元的俯视平面动作示意图;
25.图6是本实用新型铁材加工装置的流程架构示意图;
26.图7是本实用新型铁材加工装置中于输入、分料及待料时的状态示意图;
27.图8是本实用新型铁材加工装置中于输入、分料、待料及加工时的状态示意图;
28.图9是本实用新型铁材加工装置中机械手臂于第一夹取步骤时的示意图;
29.图10是本实用新型铁材加工装置中机械手臂于第二夹取步骤时的堆放及捆绑示意图;
30.图11是本实用新型中机械手臂于第二夹取步骤时的堆放及捆绑另一示意图。
31.100:加工设备
32.1:输入模块
33.2:分料模块
34.3:待料输送模块
35.4:加工模块
36.5:整料架组
37.50:整料架
38.500:轨道单元
39.55:导料机构
40.6:机械手臂模块
41.60:悬臂
42.600:轨道单元
43.62:轴部
44.65:夹取单元
45.66:鞍座
46.67:夹座
47.68:夹爪
48.7:出料模块
49.70:输送带组
50.700:轨道单元
51.71:预定栏车
52.200:铁制原材
53.300:成品铁材
54.s1:输入
55.s2:分料
56.s3:待料输送
57.s4:加工
58.s5:整料
59.s6:夹取
60.s7:出料。
具体实施方式
61.本实用新型的一种铁材加工装置,随附图例示的本实用新型的具体实施例及其构件中,所有关于前与后、左与右、顶部与底部、上部与下部、以及水平与垂直的参考,仅用于方便进行描述,并非限制本实用新型,亦非将其构件限制于任何位置或空间方向。附图与说明书中所指定的尺寸,当可在不离开本实用新型的申请专利范围内,根据本实用新型的设计与需求而进行变化。
62.而本实用新型的一种应用于大型铁制原材的铁材加工装置,如请参阅图1、2及3所示,其可应用于一加工设备100的架构上,其中图1为该加工设备100的外观立体示意图、图2为该加工设备100的侧视平面示意图及图3为该加工设备100的俯视平面示意图。而该加工设备100是朝一传输方向依序设置有一输入模块1、一分料模块2、一待料输送模块3、一加工模块4、一整料模块5、一机械手臂模块6及一出料模块7所组成。
63.其中输入模块1可将复数个铁制原材200〔如呈长杆型的铁条〕朝所述的传输方向依序输入,而该分料模块2可以上升阶梯状方式聚集一预定数量的该等铁制原材200进行分料,并朝所述的传输方向运送,又该待料输送模块3可将所述预定数量的铁制原材200进行缓慢输送等待处理,另该加工模块4可对该等铁制原材200逐一加工成一预定形状,而形成一成品铁材300,再者该整料模块5具有一整料架50,且该整料架50顶面进一步具有一对应前述半成品铁材300形状的导料机构55,使该等成品铁材300能在操作人员协助下准确定位于该整料架50的导料机构55上,使得该机械手臂模块6能准确夹持该等成品铁材300的同一位置,再者该机械手臂模块6具有一通过一轴部62连接一悬臂60的夹取单元65,使该夹取单
元65可利用轴部62相对悬臂60旋转,又该夹取单元65包括有一鞍座66,且鞍座66两侧分别具有可相互接近或远离的夹座67,此两个夹座67两端分别间隔设置有一相对夹爪68,且可使各该夹座67上的两端夹爪68沿垂直夹座67移动的方向相互接近或远离的移动,借此可调整夹取单元65的各该夹爪68的相对长度与宽度,供对应所述预定数量的该等铁制原材200或成品铁材300,以便将其夹取,至于出料模块7则可以包含有一输送带组70,该输送带组70上具有至少一预定栏车71,而本实用新型是以两个预定栏车71为主要实施例,其中一预定栏车71被定义为堆放用的预定栏车71,其可置于输送带组70上预设的成品铁材300堆放区域,以供机械手臂模块6通过人机接口以设定于该预定栏车71上堆栈预定数量、高度的成品铁材300,而另一预定栏车71被定义为捆绑用的预定栏车71,其可置于输送带组70上预设的成品铁材300捆绑区,以便于捆绑成品铁材300后进行出货。
64.又进一步如图6所示,且应用前述的加工设备100的铁材加工至少包括有一输入设备、一分料装置、一待料装置、一加工装置、一整料装置、一夹取装置及一出料装置,而其详细加工如图6、7、8、9及10所揭示。
65.其中所述的输入设备是通过输入模块1将复数个大型铁制原材200〔如呈长杆型的铁条〕朝所述的传输方向依序输入;
66.而所述的分料装置是以上升阶梯状的分料模块2聚集一预定数量的该等铁制原材200进行分料,并朝所述的传输方向运送;
67.又所述的待料装置s3是以待料输送模块3将所述预定数量的该等铁制原材200进行缓慢输送等待下一步骤的处理;
68.再者,所述加工装置是以机械手臂模块6将所述预定数量的该等铁制原材200夹取至加工模块4处,而利用该加工模块4对所述预定数量的该等铁制原材200受进行加工成一预定形状,并形成一成品铁材300,加工至少包括直角及圆弧;
69.之后,整料装置是以工作人员或其他机械设备将该等加工成型的成品铁材300以特定方向置设于该整料模块5的整料架50导料机构55上,使得该等成品铁材300能以同一方向平置于该整料架50;
70.夹取装置是以机械手臂模块6的夹取单元65从整料模块5的整料架50上夹取所述置放同一方向的成品铁材300,并移送至一预定区域;
71.出料装置是以机械手臂模块6将成品铁材300放置于一预定区域,该预定区域可以是一出料模块7中堆放用的预定栏车71,并通过人机接口设定堆放用的预定栏车71的堆放高度、数量,而在该堆放用的预定栏车71上进行所述成品铁材300的叠积,而根据某些实施例,当该堆放用的预定栏车71中的成品铁材300叠积至预设的高度、数量后,可于输送带组70上移动至捆绑用的预定栏车71上,供进行该等堆栈的成品铁材300的捆绑,并进行出货。
72.本实用新型另有一实施例,如图11所示,该整料模块5的整料架50设于一轨道单元500上,且该轨道单元500与铁制原材200传输方向呈垂直交错延伸,使该整料架50得以调整对应该加工模块4的中心位置,又该机械手臂模块6设于一轨道单元600上,且该机械手臂模块6的轨道单元600与铁制原材200的传输方向呈垂直交错延伸,使该机械手臂模块6得以调整对应该加工模块4的位置,另该出料模块7的各该预定栏车71分设于一轨道单元700上,而该出料模块7的轨道单元700与前述传输方向呈垂直交错延伸,使该出料模块7的各该预定栏车71得以调整位置,其中前述机械手臂模块6与出料模块7的移动可为同步移动或分别移
动。
73.经由上述的说明可知,本实用新型的铁材加工装置利用整料模块5的设置,可以对铁制原材200在加工成成品铁材300后,使其能以同一方向置放于整料架50上,让机械手臂模块6能在准确、且快速的自动夹取并移动,同时利用出料模块7的设计,能有效率的出货,而减轻人员负担,借此达到自动加工的功效,不但节省人事成本,亦不会受到预定数量的铁制原材200及成品铁材300的重量限制,更可提高加工的效率及生产量,大幅增进其实用性。
74.以上所述乃是本实用新型的具体实施例及所运用的技术原理,若依本实用新型的构想所作的改变,其所产生的功能作用仍未超出说明书及图式所涵盖的精神时,均应在本实用新型的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1