小型接线端子的焊接工装的制作方法
1.本实用新型涉及接线端子焊接技术领域,尤其涉及一种轨道客车用小型接线端子的焊接工装。
背景技术:
2.在轨道客车小型端子焊接过程中,小型端子在自然放置状态下,受电弧吹力的影响,容易发生位移,甚至倾倒,必须焊接前用手扶端子,进行点固后再进行焊接,受焊接应力影响,焊后易产生倾斜,很难保证产品质量。
3.而现有技术中,接线端子体积较小,生产中过于零散,会有丢失散乱的现象;另外,实际作业中,焊接过程需要单手扶持、点固、焊接过程复杂,焊接效率低;再者,现有技术中没有精准的卡紧工装或反变形,会出现焊后倾斜的现象。
4.因此,基于上述技术问题,本领域的技术人员亟需研发一种适用于轨道客车的小型接线端子使用的焊接工装。
技术实现要素:
5.本实用新型的目的是提供一种能够为接线端子提供存放空间、方便接线端子的焊接定位、并且能够精确反变形量、保证接线端子焊接后的垂直精度的小型接线端子的焊接工装。
6.为了实现上述目的,本实用新型提供如下技术方案:
7.本实用新型的小型接线端子的焊接工装,该工装包括:
8.工装外壳;
9.集成于所述工装外壳内的弹射机构;
10.所述工装外壳一端形成为开放结构;
11.待焊接的小型接线端子放置于所述工装外壳内、并通过所述弹射机构推送于所述工装外壳的开放结构处;
12.该工装还包括:
13.集成于所述工装外壳的开放结构处的前端挡板;
14.靠近所述前端挡板一侧的所述小型接线端子通过所述弹射机构与所述前端挡板抵接。
15.进一步的,所述工装外壳包括:
16.位于底部的滑槽底座;
17.集成于所述滑槽底座两侧的侧板;以及
18.集成于所述滑槽底座后侧的末端挡板;
19.该工装外壳还包括:
20.通过铰链与所述末端挡板铰接的上端盖;
21.所述上端盖能够翻转打开和闭合。
22.进一步的,所述弹射机构为一端与所述末端挡板固连、另一端朝向所述开放结构延伸的弹簧;
23.所述弹簧靠近所述开放结构一端固连有推动块;
24.所述推动块与所述前端挡板之间的空间为小型接线端子的存放空间;
25.多个所述小型接线端子放置于所述存放空间内。
26.进一步的,所述推动块与所述小型接线端子接触一面的截面尺寸不小于所述小型接线端子的截面尺寸。
27.进一步的,所述侧板沿其长度方向开设有滑槽;
28.所述推动块的两侧向外凸出有滑杆;
29.所述滑杆嵌入所述滑槽内、并能够沿所述滑槽的延伸方向滑动。
30.进一步的,所述侧板靠近所述开放结构一端向前凸出有连接端;
31.所述前端挡板通过所述连接端与所述侧板装配固定。
32.进一步的,位于所述前端挡板下部的空间为所述小型接线端子的焊接空间,位于所述前端挡板上部的空间为所述小型接线端子的抽出空间。
33.在上述技术方案中,本实用新型提供的一种小型接线端子的焊接工装,具有以下有益效果:
34.本实用新型通过工装外壳内放置多个小型接线端子,并利用弹射机构驱使小型接线端子朝向开放结构处移动,开放结构处能够利用工装外壳和前端挡板将小型接线端子卡住,并且利用前端挡板的角度设置保证焊接精度,这样就可以避免人工手持端子带来的技术问题,结构新颖、现场使用效果好。
35.实际生产中应用此焊接工装,接线端子焊接效率较原技术手段的效率提升50%,焊接后的垂直度达到100%合格。以标准动车组箱车为例,每台车底架共需要焊接接线端子32
‑
36个,原技术工作时间120min,现工作时间 60min,极大地缩短了生产周期。
附图说明
36.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
37.图1为本实用新型实施例提供的小型接线端子的焊接工装的结构爆炸图;
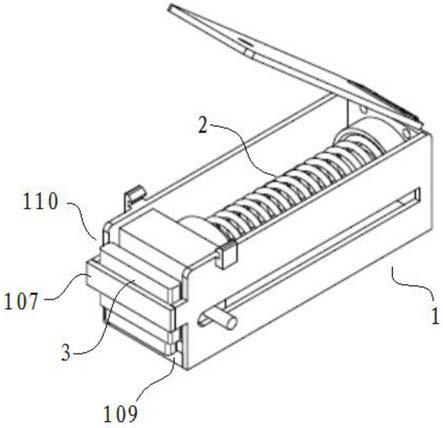
38.图2为本实用新型实施例提供的小型接线端子的焊接工装的结构示意图。
39.附图标记说明:
40.1、工装外壳;2、弹射机构;3、小型接线端子;
41.101、滑槽底座;102、侧板;103、末端挡板;104、上端盖;105、铰链; 106、滑槽;107、前端挡板;108、连接端;109、焊接空间;110、抽出空间; 201、弹簧;202、推动块;203、滑杆。
具体实施方式
42.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
43.参见图1~图2所示;
44.本实用新型的小型接线端子的焊接工装,该工装包括:
45.工装外壳1;
46.集成于工装外壳1内的弹射机构2;
47.工装外壳1一端形成为开放结构;
48.待焊接的小型接线端子3放置于工装外壳1内、并通过弹射机构2推送于工装外壳1的开放结构处;
49.该工装还包括:
50.集成于工装外壳1的开放结构处的前端挡板107;
51.靠近前端挡板107一侧的小型接线端子3通过弹射机构2与前端挡板107 抵接。
52.具体的,本实施例公开了一种适用于小型接线端子焊接使用的焊接工装,其通过工装外壳1降低多个小型接线端子3放置在其内,同时,利用弹射机构2将放置在其内的小型接线端子3推向前端的开放结构处,保证位于最前端的小型接线端子3能够由开放结构暴露出来,以保证作业人员能够顺利地对小型接线端子3焊接操作、以及可以由该开放结构处将小型接线端子 3取出,并顺次地对后续的小型接线端子3进行加工。该工装结构新颖、无需作业人员手持小型接线端子3、也省去了点固操作,加快了焊接效率,同时还提高了焊接精度。
53.优选的,本实施例中工装外壳1包括:
54.位于底部的滑槽底座101;
55.集成于滑槽底座101两侧的侧板102;以及
56.集成于滑槽底座101后侧的末端挡板103;
57.该工装外壳1还包括:
58.通过铰链105与末端挡板103铰接的上端盖104;
59.上端盖104能够翻转打开和闭合。
60.该处详细介绍了工装外壳1的结构,其包括滑槽底座101、侧板102、末端挡板103和上端盖104,通过该四部分结构形成为一端开放,其他方位封闭的长方体箱体结构。内部形成为小型接线端子3的容纳空间,同时利用弹射机构2将小型接线端子3推向前端的开放结构处。
61.其中,本实施例公开的弹射机构2具体为:
62.弹射机构2为一端与末端挡板103固连、另一端朝向开放结构延伸的弹簧201;
63.弹簧201靠近开放结构一端固连有推动块202;
64.推动块202与前端挡板107之间的空间为小型接线端子3的存放空间;
65.多个小型接线端子3放置于存放空间内。
66.为了能够与小型接线端子3充分接触,保证小型接线端子3推送后的位置精准,本实施例的推动块202与小型接线端子3接触一面的截面尺寸不小于小型接线端子3的截面尺寸。
67.同时,考虑到推动块202在弹簧201作用下滑动的导向问题,保证推送精度,本实施例的侧板102沿其长度方向开设有滑槽106;
68.推动块202的两侧向外凸出有滑杆203;
69.滑杆203嵌入滑槽106内、并能够沿滑槽106的延伸方向滑动。
70.优选的,本实施例中侧板102靠近开放结构一端向前凸出有连接端108;
71.前端挡板107通过连接端108与侧板102装配固定。
72.考虑到前端挡板107处需要预留尺寸满足小型接线端子3焊接作业的空间,因此,侧板102的前端根据小型接线端子3厚度尺寸凸出有连接端108,利用连接端108固定前端挡板107,并且根据工艺要求,确保前端挡板107 的位置和角度满足要求,以便能够更加便捷地对小型接线端子3进行焊接加工。
73.实际操作时,位于前端挡板107下部的空间为小型接线端子3的焊接空间,位于前端挡板107上部的空间为小型接线端子3的抽出空间。前端的前端挡板107形成为悬空支架,同时前端挡板107具有一定角度,保证小型接线端子3焊接前的反变形量,另外,前端挡板107位置既能保证接线端子3 稳定,又不阻碍焊接;自由状态下,向下拨动最前端的小型接线端子3,使之与焊接面接触,便可焊接;焊接完成后,可向上提拉工装抽出。
74.在上述技术方案中,本实用新型提供的一种小型接线端子的焊接工装,具有以下有益效果:
75.本实用新型通过工装外壳1内放置多个小型接线端子3,并利用弹射机构2驱使小型接线端子3朝向开放结构处移动,开放结构处能够利用工装外壳1和前端挡板107将小型接线端子3卡住,并且利用前端挡板107的角度设置保证焊接精度,这样就可以避免人工手持端子带来的技术问题,结构新颖、现场使用效果好。
76.实际生产中应用此焊接工装,接线端子焊接效率较原技术手段的效率提升50%,焊接后的垂直度达到100%合格。以标准动车组箱车为例,每台车底架共需要焊接接线端子32
‑
36个,原技术工作时间120min,现工作时间 60min,极大地缩短了生产周期。
77.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1