一种机器人车厢板浪板自动跟踪焊装置的制作方法
1.本实用新型属于汽车车厢板和集装箱浪板的焊接技术领域,具体涉及一种机器人车厢板浪板自动跟踪焊装置。
背景技术:
2.车厢板浪板的焊接通常分为两大类型,第一种是单纯的焊接机械手在操作工人的编程下执行焊接,操作工人通常需要在焊接机械手焊接一小段焊接后,暂停机械手工作,操作工人进行人工目测焊缝是否偏移,然后修正轨道后继续焊接。车厢板浪板通常工件很长,焊接的路径也随之很长。使用单纯的焊接机械手焊接车厢板浪板,通常需要操作工人中途暂停焊接多次来校正路径,不仅又浪费时间,又不容易保证焊接质量。第二种是纯人工焊接,焊接工人因为是实时焊接,实时观察焊缝,比较能够解决第一种焊接焊缝偏移问题,但是人工焊接有主要三点缺点:第一、必须让焊接操作者直接接触沉浸在焊接的现场,通常焊接现场会产生大量的粉尘、气味等有害物质,纯人工焊接使得焊接工人直接接触有害环境。第二,人工焊接是在人力的基础上执行,工人的体力会逐渐变小,工人容易受到疲劳和气温的因素波动而产生对产品的抛光质量影响。第三:人工焊接太依赖工人的熟练程度,特别不熟练的焊接工人焊接车厢板通常不能焊接出好的质量,人工焊接容易被人为影响,不容易被参数化管理。因此我们提出了一种机器人车厢板浪板自动跟踪焊装置用于解决上述问题。
技术实现要素:
3.为解决上述背景技术中提出的问题。本实用新型提供了一种机器人车厢板浪板自动跟踪焊装置,机器人车厢板浪板自动跟踪焊代替单纯机械手焊接或单纯纯人工焊接工艺,节约了大量的人工校正焊接时间和人力,满足使用需要,有利于使用;满足车厢焊缝的准确与美观的需求,有利于使用。
4.为实现上述目的,本实用新型提供如下技术方案:一种机器人车厢板浪板自动跟踪焊装置,包括机持焊枪、激光焊缝跟踪器、机械手、轨道和机械手驱动滑座;机械手底部通过机械手驱动滑座滑动设置在轨道上,机械手的端头通过连接件连接设置有机持焊枪,机持焊枪上安装有激光焊缝跟踪器。
5.作为优选,所述机持焊枪上安装有定位夹具,且通过定位夹具安装有激光焊缝跟踪器。
6.作为优选,所述机械手驱动滑座上安装有单片机控制器,机持焊枪、激光焊缝跟踪器、机械手分别与单片机控制器电性连接。
7.作为优选,所述机械手采用陆轴机械手。
8.作为优选,所述机持焊枪通过连接件在机械手上进行转动。
9.作为优选,所述机械手通过机械手驱动滑座在轨道上进行水平移动。
10.与现有技术相比,本实用新型的有益效果是:
11.本实用新型通过机械手执行焊接车厢板浪板,机械手在激光焊缝跟踪器的实时纠正机构对准焊缝,按照准确的焊接轨道执行焊接;实现了以下效果:第一点:边焊接边跟踪焊缝,工件变形也可准确焊接,成品率大大提高。第二点:大工件无需工装,跟踪器自动识别焊缝位置,实现自动化焊接。第三点:满足工件要求的情况下,减少工序,节约人工,实现自动化焊接。总之,特别是车厢板浪板是大工件产品,并且容易工件变形。使用本新型机构能大幅度提高效率。
12.本实用新型结构简单,操作方便,机器人车厢板浪板自动跟踪焊代替单纯机械手焊接或单纯纯人工焊接工艺,节约了大量的人工校正焊接时间和人力,满足使用需要,有利于使用;满足车厢焊缝的准确与美观的需求,有利于使用。
附图说明
13.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
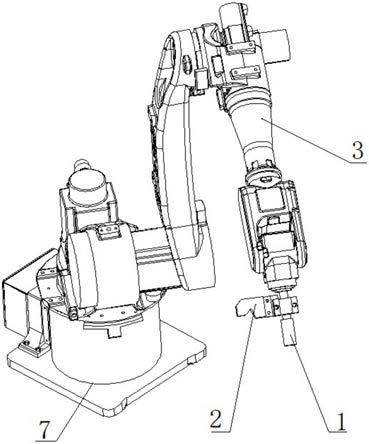
14.图1为本实用新型一种机器人车厢板浪板自动跟踪焊装置的实施例结构示意图;
15.图2为图1中a处放大的结构示意图;
16.图3为本实用新型一种机器人车厢板浪板自动跟踪焊装置的结构示意图。
17.图中:1、机持焊枪;2、激光焊缝跟踪器;3、机械手;4、车厢板浪板;5 、车厢横板;6、轨道;7、机械手驱动滑座。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.需要说明,若本实用新型实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
20.另外,若本实用新型实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
21.实施例1
22.请参阅图1
‑
3,本实用新型提供以下技术方案:一种机器人车厢板浪板自动跟踪焊装置,包括机持焊枪1、激光焊缝跟踪器2、机械手3、轨道6和机械手驱动滑座7;机械手3底部通过机械手驱动滑座7滑动设置在轨道6上,机械手3的端头通过连接件连接设置有机持焊
枪1,机持焊枪1上安装有激光焊缝跟踪器2。
23.具体的,所述机持焊枪1上安装有定位夹具,且通过定位夹具安装有激光焊缝跟踪器2。
24.具体的,所述机械手驱动滑座7上安装有单片机控制器,机持焊枪1、激光焊缝跟踪器2、机械手3分别与单片机控制器电性连接。
25.具体的,所述机械手3采用陆轴机械手;可以有效转动各个角度,从而完成车厢板浪板的焊接工作。
26.具体的,所述机持焊枪1通过连接件在机械手3上进行转动。
27.具体的,所述机械手3通过机械手驱动滑座7在轨道6上进行水平移动;因为车厢板浪板4一般为比较长的被焊接体,机械手3配备轨道6,在指定轨道6上一边执行焊接,一边执行行走;机械手3焊接范围大程度的提高。
28.此外,机持焊枪1可以是市场容易被采购的机持焊枪,所述机持焊枪能够持续稳定对车厢板浪板进行焊接;
29.激光焊缝跟踪器2是市场上容易被采购的激光焊缝跟踪器,所述激光焊缝跟踪器2被安装定位在机持焊枪1上后,对焊缝进行跟踪指导;激光焊缝跟踪器2有三点主要特征:第一、跟踪器收到开启信号以后,开始搜索焊缝特征。第二、根据焊接的实际位置,实时输出偏差数值。第三:执行机构根据实际偏差,调整纠正机构对准焊缝。
30.执行该焊接作业人员只需对焊接轨道6进行简单分析,使得机器人车厢板浪板4自动跟踪焊在轨道上执行焊接;激光焊缝跟踪器会根据车厢板浪板4与车厢横板5之间的间隙自动计算并有效的校正指导焊接;从而完成精确的运动轨迹。
31.本实用新型的工作原理及使用流程:本实用新型在使用时,通过激光焊缝跟踪器2的sw
‑
a1跟踪器先进行数据采集,负责实时采集焊接工件的焊缝位置偏差数据,依据图像输出偏差数据,然后在显示器上分析实时展示,将偏差输送至独特核心算法,进行数据干扰滤出,同时精确的计算出焊缝位置偏差。最后,进行运动控制,根据焊缝位置偏差数据,及时控制机械手的焊接姿势,保证焊枪对准焊缝;单片机控制器支持1
‑
8轴、各种结构的机械手总体控制,拥有丰富的焊接指令,可以灵活搭配、满足各种焊接需要;激光焊缝跟踪器2有效精准指导机械手3执行准确轨道,带动机持焊枪1进行作业焊接车厢板浪板4;当第一件车厢板浪板4被执行焊接完毕后,接下来的被焊接的车厢板浪板4只需按照要求放置在对应位置,即可循环执行焊接工作。
32.本实用新型结构简单,操作方便,便于利用机械手执行智能化焊接工作,节约了大量的时间和人力,满足使用需要,有利于使用。
33.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1