一种轮毂镶钢套装置的制作方法
1.本实用新型涉及机械领域,具体而言,涉及一种轮毂镶钢套装置。
背景技术:
2.部分摩托车轮毂产品为了有效提高使用寿命,会选择在轮毂的轴孔外要镶嵌钢套,以使轮毂的使用寿命得到相应提升,镶钢套工序是根据钢套热胀冷缩原理,员工根据生产产品型号,选择相对应的规格钢套进行加热使之膨胀,用铁钳夹取出后手工拿锤子将其敲入到轴孔外表面上,并将钢套敲到规定的深度。但是手工镶钢套在日常生产过程中存在较多缺陷:1、员工在生产时很容易敲到自己的手,操作安全性差。2、在手工镶钢套时,因用手敲,钢套受力不均匀,会导致钢套变形,与轮子配合不良,在后续数控车钢套时容易脱落,严重的会敲偏心而直接报废,影响一次性合格率。3、手工镶钢套效率较低。
技术实现要素:
3.本实用新型旨在至少解决现有技术或相关技术中存在的技术问题之一。
4.为此,本实用新型的一个目的在于提出了一种轮毂镶钢套装置,包括工作台架、桁架、液压缸、压筒、导向帽、底座、定位杆和定芯,工作台架上设有底座,定位杆的底端设有小凸台,定位杆穿设在定芯中心孔处,定芯的下端嵌设在底座的中心,定芯的固定部通过若干螺栓固定在底座上,定芯的上端可嵌入待镶钢套的轮毂产品的下端轴孔内作为定位支撑部,导向帽可套设在定位杆上端,导向帽的下端可嵌入待镶钢套的轮毂产品的上端轴孔中用于定位,工作台架的两侧设有桁架,桁架上垂直的设有液压缸,液压缸的活塞杆端部可套设压筒,压筒正对着导向帽。
5.本实用新型提供的一种轮毂镶钢套装置,利用定芯、定位杆和导向帽来定位轮毂产品,首先将轮毂产品的中心孔穿过定位杆后套设在定芯上,定位好轮毂的轴孔下端,再用导向帽套设在定位杆上后压入轮毂的中心孔上端,定位好轮毂的上端,以轮毂的轴承孔定位好轮毂后,将加热膨胀的钢套放在导向段上,由于导向段的直径小于钢套的内径,受热膨胀后钢套更容易放进去,不同于原先轮毂轴承孔的外径还略大于钢套的内径而不好放,钢套放入导向段后,通过液压缸将压筒下压后将钢套沿着导向帽滑入轮毂轴承孔外径的底部,压力、方向和行程都受控,这样生产压镶钢套的质量稳定、生产速度快、操作安全可靠,钢套冷却收缩后就紧紧的抱紧在轴承孔外,完成镶钢套作业工序。
6.根据本实用新型上述的轮毂镶钢套装置,还可以具有以下附加技术特征:
7.在上述技术方案中,优选地,导向帽上设有导向段、等径段和定位段,导向帽的导向段直径小于钢套的内径且逐渐增大到等于等径段的内径,导向帽的等径段的直径等于待镶钢套的轮毂产品的轴孔外径,导向帽的等径段与定位段之间设有支撑面和退刀槽,支撑面盖压在待镶钢套的轮毂产品的轴孔外端面上,导向帽的定位段与待镶钢套的轮毂产品的轴孔内径间隙配合。
8.上述实施例中,导向帽上设有导向段直径小于钢套的内径且逐渐增大到等于等径
段的内径,便于将钢套放入导向段又不会滑到轮毂的轴孔上去,因为轮毂的轴承孔是铝制的材料,导向帽是钢制材料,钢制材料硬度大耐磨,且是逐渐增大,可避免钢套一开始放不正后被压筒压动时对轴孔表面的划伤,导向帽的等径段的直径等于待镶钢套的轮毂产品的轴孔外径,且等径段的下端盖压在轴承孔外端面上作为支撑,钢套经过等径段时已经完全平行,钢套平行后再滑入轮毂的轴承孔外端,就能最大化的减少对轴承孔外端的磨损破坏,确保钢套与轴承孔外径的结合力。
9.在上述技术方案中,优选地,工作台架的两侧设有光电安全保护装置。
10.上述实施例中,为了提高操作安全性,在工作台架的两侧安装光电安全保护装置,避免人员还在放置钢套等操作时启动液压缸,避免造成人员伤害和产品报废,只有等人员定位好轮毂及放好钢套并脱离光电安全保护范围后才能启动液压缸工作。
11.本实用新型的附加方面和优点将在下面的描述部分中变得明显,或通过本实用新型的实践了解到。
附图说明
12.本实用新型的上述和/或附加的方面和优点结合下面附图对实施例的描述中将变得明显和容易理解,其中:
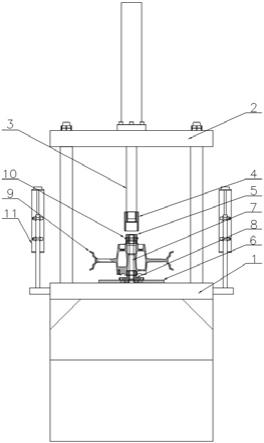
13.图1出示了本实用新型的一个实施例提供的轮毂镶钢套装置的示意图;
14.附图标记:
15.其中,图1中的附图标记与部件名称之间的对应关系为:
16.工作台架1、桁架2、液压缸3、压筒4、导向帽5、底座6、定位杆7、定芯8、轮毂产品9、钢套10、光电安全保护装置11。
具体实施方式
17.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和具体实施方式对本实用新型进行进一步的详细描述。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
18.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于在此描述的方式来实施,因此,本实用新型的保护范围并不受下面公开的具体实施例的限制。
19.如图1所示,本实用新型的一个目的在于提出了一种轮毂镶钢套装置,本实用新型旨在至少解决现有技术或相关技术中存在的技术问题之一。
20.为此,本实用新型的一个目的在于提出了一种轮毂镶钢套装置,包括工作台架1、桁架2、液压缸3、压筒4、导向帽5、底座6、定位杆7和定芯8,工作台架1上设有底座6,定位杆7的底端设有小凸台,定位杆7穿设在定芯8中心孔处,定芯8的下端嵌设在底座6的中心,定芯8的固定部通过若干螺栓固定在底座6上,定芯8的上端可嵌入待镶钢套的轮毂产品9的下端轴孔内作为定位支撑部,导向帽5可套设在定位杆7上端,导向帽5的下端可嵌入待镶钢套的轮毂产品9的上端轴孔中用于定位,工作台架1的两侧设有桁架2,桁架2上垂直的设有液压缸3,液压缸3的活塞杆端部可套设压筒4,压筒4正对着导向帽5。
21.本实用新型提供的一种轮毂镶钢套装置,利用定芯8、定位杆7和导向帽5来定位轮
毂产品9,首先将轮毂产品9的中心孔穿过定位杆7后套设在定芯8上,定位好轮毂的轴孔下端,再用导向帽5套设在定位杆7上后压入轮毂的中心孔上端,定位好轮毂的上端,以轮毂的轴承孔定位好轮毂后,将加热膨胀的钢套10放在导向段上,由于导向段的直径小于钢套10的内径,受热膨胀后钢套10更容易放进去,不同于原先轮毂轴承孔的外径还略大于钢套10的内径而不好放,钢套10放入导向段后,通过液压缸3将压筒4下压后将钢套10沿着导向帽5滑入轮毂轴承孔外径的底部,压力、方向和行程都受控,这样生产压镶钢套10的质量稳定、生产速度快、操作安全可靠,钢套10冷却收缩后就紧紧的抱紧在轴承孔外,完成镶钢套10作业工序。
22.根据本实用新型上述的轮毂镶钢套装置,还可以具有以下附加技术特征:
23.在上述技术方案中,优选地,导向帽5上设有导向段、等径段和定位段,导向帽5的导向段直径小于钢套10的内径且逐渐增大到等于等径段的内径,导向帽5的等径段的直径等于待镶钢套的轮毂产品9的轴孔外径,导向帽5的等径段与定位段之间设有支撑面和退刀槽,支撑面盖压在待镶钢套的轮毂产品9的轴孔外端面上,导向帽5的定位段与待镶钢套的轮毂产品9的轴孔内径间隙配合。
24.上述实施例中,导向帽5上设有导向段直径小于钢套10的内径且逐渐增大到等于等径段的内径,便于将钢套10放入导向段又不会滑到轮毂的轴孔上去,因为轮毂的轴承孔是铝制的材料,导向帽5是钢制材料,钢制材料硬度大耐磨,且是逐渐增大,可避免钢套10一开始放不正后被压筒4压动时对轴孔表面的划伤,导向帽5的等径段的直径等于待镶钢套的轮毂产品9的轴孔外径,且等径段的下端盖压在轴承孔外端面上作为支撑,钢套10经过等径段时已经完全平行,钢套10平行后再滑入轮毂的轴承孔外端,就能最大化的减少对轴承孔外端的磨损破坏,确保钢套10与轴承孔外径的结合力。
25.在上述技术方案中,优选地,工作台架1的两侧设有光电安全保护装置11。
26.上述实施例中,为了提高操作安全性,在工作台架1的两侧安装光电安全保护装置11,避免人员还在放置钢套10等操作时启动液压缸3,避免造成人员伤害和产品报废,只有等人员定位好轮毂及放好钢套10并脱离光电安全保护范围后才能启动液压缸3工作。
27.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1