插销式抬杆自动组装机
1.本实用新型属于抬杆组装设备技术领域,特别涉及插销式抬杆自动组装机。
背景技术:
2.如图1a、1b所示,插销式抬杆包括抬杆91、橡胶垫92、圆形塑料93、圆形密封圈94、上盖95以及插销96,橡胶垫92与抬杆91一端的嵌槽卡扣配合,圆形塑料93、圆形密封圈94以及上盖95依次卡扣配合后与抬杆91带有橡胶垫92的一端通过插销96插接固定。现有技术中,对于上述插销式抬杆的组装,一般由人工进行,人工组装效率低下且组装质量无法保证,不仅耗费大量人力,而且极大增加了企业的生产成本。
技术实现要素:
3.为了解决以上技术问题,本实用新型提供了插销式抬杆自动组装机。本实用新型具体技术方案如下:
4.本实用新型提供了插销式抬杆自动组装机,该插销式抬杆自动组装机包括工作台,工作台上设有送料传送带、抬杆振动盘和抓料机构,送料传送带的进入端连接抬杆振动盘,抓料机构用于将抬杆抓取至送料传送带,送料传送带上依次设有橡胶垫压入机构、上盖抓取组装机构以及插销装入机构,橡胶垫压入机构用于将橡胶垫压入抬杆,橡胶垫压入机构和插销装入机构分别连接橡胶垫振动盘的输出端和插销振动盘的输出端,上盖抓取组装机构依次连接圆形塑料振动盘、圆形密封圈振动盘以及上盖振动盘,上盖抓取组装机构依次抓取圆形塑料、圆形密封圈以及上盖且进行组装后插接于抬杆的一端,插销装入机构抓取插销依次传入上盖及抬杆并将其固定。
5.进一步地,工作台的上端于送料传送带输出端的正下方设有成品下料槽,送料传送带下方设有用于推动抬杆移动且将组装完毕的抬杆推入成品下料槽的拨叉机构。
6.进一步地,送料传送带包括两个截面呈匚形的导轨,两个导轨具有高低落差,导轨中部具有间隙且两个导轨的开口朝向相互接近的方向,抬杆的两端分别卡入两个导轨的开口内,拨叉机构包括设于送料传送带下方且推出方向与送料传送带送料方向一致的第一气缸、设于第一气缸输出端的第一固定板以及设于第一固定板上方且推出方向朝向间隙的第二气缸,第二气缸的输出端设有与送料传送带平行的第二固定板,第二固定板上端等间距设有若干拨叉部,当第二气缸推出时,拨叉部传入间隙内且在第一气缸的推动下将抬杆朝向成品下料槽方向输送。
7.进一步地,导轨接近橡胶垫压入机构的一侧上方设有第一定位槽,橡胶垫压入机构包括设于第一定位槽正上方的第一压料气缸、设于第一定位槽靠近橡胶垫振动盘一侧且推出方向朝向第一定位槽的第三气缸,第三气缸输出端设有用于逐个推出橡胶垫且与第一定位槽嵌合的第一定位板,第一定位板上贯穿开设有用于置入橡胶垫的卡槽,第一压料气缸的输出端设有与卡槽形状、大小相适应且用于将橡胶垫顶入抬杆的顶针。
8.进一步地,导轨于远离第一定位槽的一侧倾斜设有第四气缸,第四气缸的输出端
朝向间隙且固定有定位部,当第四气缸推出时,定位部与抬杆的中部插接且将抬杆固定于第一定位槽内。
9.进一步地,上盖抓取组装机构包括水平滑轨、设于水平滑轨上的第三固定板、用于推动第三固定板沿水平滑轨滑移的第五气缸以及设于第三固定板同一侧的第一抓取装置和第二抓取装置,水平滑轨分布于圆形塑料振动盘的输出端以及送料传送带输出端之间,第一抓取装置包括设于第三固定板外侧且输出端竖直向下的第六气缸、固定于第六气缸输出端的第四固定板以及设于第四固定板下端面且用于抓取圆形塑料的抓取针和用于抓取圆形密封圈的第一抓取夹爪,抓取针和第一抓取夹爪的连线与水平滑轨平行,抓取针和第一抓取夹爪间距等于圆形塑料振动盘输出端与圆形密封圈振动盘输出端之间的间距;第二抓取装置包括设于第三固定板内侧且输出端竖直向下的第七气缸、设于第七气缸输出端的第五固定板、设于第五固定板上且输出端竖直向下的第八气缸以及设于第八气缸输出端且用于抓取上盖的第二抓取夹爪。
10.进一步地,插销装入机构包括设于送料传送带输出端一侧的水平导轨、设于水平导轨远离送料传送带输出端一侧的第九气缸、与第九气缸输出端固接的第六固定板以及设于第六固定板下方的第十气缸及第三抓取夹爪,第十气缸用于带动第三抓取夹爪朝向插销振动盘输出端方向移动且使第三抓取夹爪逐个夹取插销,第九气缸用于带动第三抓取夹爪使单个插销对准拼合后的上盖和抬杆,且第十气缸推动第三抓取夹爪将插销传入上盖及抬杆内进行固定。
11.进一步地,成品下料槽倾斜设置,且其较低端延伸至工作台侧壁形成出料口,出料口的下方设有接料桶。
12.本实用新型的有益效果如下:在使用时,通过抓料机构、送料传送带、橡胶垫压入机构、上盖抓取组装机构以及插销装入机构,对单个的抬杆、橡胶垫、圆形塑料、圆形密封圈、上盖以及插销进行依次组装,且通过拨叉机构对抬杆进行输送,实现插销式抬杆的自动组装,不仅节省了人力,而且还提高了组装效率,从而降低了企业的生产成本。
附图说明
13.图1a是抬杆的整体结构图;
14.图1b是抬杆的爆炸结构图;
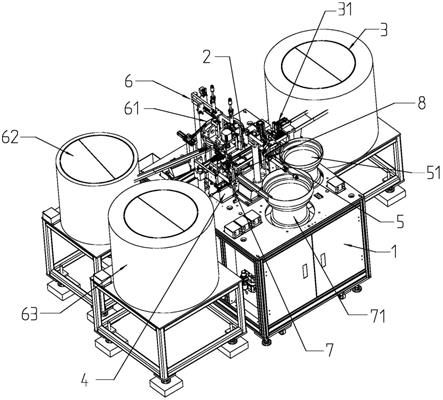
15.图2是示例中插销式抬杆自动组装机的结构示意图;
16.图3是示例中拨叉机构的局部结构示意图;
17.图4是示例中拨叉机构的局部结构示意图;
18.图5是示例中橡胶垫压入机构的局部结构示意图;
19.图6是示例中上盖抓取组装机构的整体结构示意图;
20.图7是图6中a区域的放大示意图;
21.图8是示例中插销装入机构的局部结构示意图;
22.图9是示例中接料桶的整体结构示意图;
23.其中,1、工作台;2、送料传送带;21、导轨;22、间隙;23、第一定位槽;24、第四气缸;241、定位部;3、抬杆振动盘;31、抓料机构;4、成品下料槽;41、出料口;42、接料桶;5、橡胶垫压入机构;51、橡胶垫振动盘;52、第一压料气缸;521、顶针;53、第三气缸;531、第一定位板;
532、卡槽;6、上盖抓取组装机构;61、圆形塑料振动盘;62、圆形密封圈振动盘;63、上盖振动盘;64、水平滑轨;65、第三固定板;66、第五气缸;67、第一抓取装置;671、第六气缸;672、第四固定板;673、抓取针;674、第一抓取夹爪;68、第二抓取装置;681、第七气缸;682、第五固定板;683、第八气缸;684、第二抓取夹爪;7、插销装入机构;71、插销振动盘;72、水平导轨;73、第九气缸;74、第六固定板;75、第十气缸;76、第三抓取夹爪;8、拨叉机构;81、第一气缸;82、第一固定板;83、第二气缸;84、第二固定板;841、拨叉部;85、导轨部;9、插销式抬杆;91、抬杆;92、橡胶垫;93、圆形塑料;94、圆形密封圈;95、上盖;96、插销。
具体实施方式
24.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
25.实施例
26.本示例提供了插销式抬杆自动组装机,如图2所示,示出了插销式抬杆自动组装机的结构示意图,该插销式抬杆自动组装机包括工作台1,工作台1上设有送料传送带2、抬杆振动盘3和抓料机构31,送料传送带2的进入端连接抬杆振动盘3,抓料机构31用于将抬杆91抓取至送料传送带2,送料传送带2上依次设有橡胶垫压入机构5、上盖抓取组装机构6以及插销装入机构7,橡胶垫压入机构5用于将橡胶垫92压入抬杆91,橡胶垫压入机构5和插销装入机构7分别连接橡胶垫振动盘51的输出端和插销振动盘71的输出端,上盖抓取组装机构6依次连接圆形塑料振动盘61、圆形密封圈振动盘62以及上盖振动盘63,上盖抓取组装机构6依次抓取圆形塑料93、圆形密封圈94以及上盖95且进行组装后插接于抬杆91的一端,插销装入机构7抓取插销96依次传入上盖95及抬杆91并将其固定,工作台1的上端于送料传送带2输出端的正下方设有成品下料槽4,送料传送带2下方设有用于推动抬杆91移动且将组装完毕的抬杆91推入成品下料槽4的拨叉机构8;其中,抓料机构的型号为hfz16,在使用时,抬杆振动盘3将抬杆91排列完毕逐个输送至其输出端,通过抓料机构31将抬杆91送入送料传送带2上,在拨叉机构8的作用下向后移动,移动至第一定位槽23位置时,第四气缸24伸出,定位部241与抬杆91中部进行抵接,将抬杆91固定在第一定位槽23的位置,随后橡胶垫压入机构5将橡胶垫92从橡胶垫振动盘51移动至第一定位槽23位置,在第一压料气缸52上的顶针521作用下压入抬杆91一端对应的嵌槽内,第四气缸24回缩,拨叉机构8将抬杆91朝向送料传送带2末端输送,上盖抓取组装机构6依次将圆形塑料93、圆形密封圈94以及上盖95进行组装,且移动至送料传送带2末端上方,在第七气缸681的作用下压入抬杆91上,最后通过插销装入机构7将插销96插入抬杆91和上盖95内进行固定;最后通过拨叉机构8对组装完毕的抬杆91拨入成品下料槽4内,使其沿出料口41掉落进入接料桶42内,完成抬杆91的组装和输送过程;本实用新型能够实现插销式抬杆9的自动组装,不仅节省了人力,而且还提高了组装效率,从而降低了企业的生产成本;且送料输送带末端还设置有成品下料槽4,利用拨叉机构8将组装完毕的成品自动拨入成品下料槽4内进行收集,实现组装和收集的全自动化。
27.在某些实施例中,如图2和图3所示,送料传送带2包括两个截面呈匚形的导轨21,两个导轨21具有高低落差,导轨21中部具有间隙22且两个导轨21的开口朝向相互接近的方向,抬杆91的两端分别卡入两个导轨21的开口内,拨叉机构8包括设于送料传送带2下方且推出方向与送料传送带2送料方向一致的第一气缸81、设于第一气缸81输出端的第一固定板82以及设于第一固定板82上方且推出方向朝向间隙22的第二气缸83,第二气缸83的输出端设有与送料传送带2平行的第二固定板84,第二固定板84上端等间距设有若干拨叉部841,当第二气缸83推出时,拨叉部841传入间隙22内且在第一气缸81的推动下将抬杆91朝向成品下料槽4方向输送;第一气缸的型号为tn16x10s,第二气缸的型号为tcm20x20s,当抓料机构31将抬杆91抓取到送料传送带2上时,第一气缸81与第二气缸83依次推出,使得第二气缸83输出端的拨叉部841传入间隙22内,从而在第一气缸81的带动下降抬杆91向下一工序进行输送,实现抬杆91的输送过程。
28.在某些实施例中,如图4和5所示,导轨21接近橡胶垫压入机构5的一侧上方设有第一定位槽23,橡胶垫压入机构5包括设于第一定位槽23正上方的第一压料气缸52、设于第一定位槽23靠近橡胶垫振动盘51一侧且推出方向朝向第一定位槽23的第三气缸53,第三气缸53输出端设有用于逐个推出橡胶垫92且与第一定位槽23嵌合的第一定位板531,第一定位板531上贯穿开设有用于置入橡胶垫92的卡槽532,第一压料气缸52的输出端设有与卡槽532形状、大小相适应且用于将橡胶垫92顶入抬杆91的顶针521;第三气缸的型号为maj20x75
‑
20s,第一压料气缸的型号为sda25x60sb,当橡胶垫92在橡胶垫振动盘51的振动下整齐排列传送至其输出端,随后在第三气缸53的作用下降橡胶垫92逐个输送至导轨21上方,使得第一定位槽23与第一定位板531进行嵌合,此时卡槽532正好位于抬杆91一端的正上方,随后第一压料气缸52上的顶针521将橡胶垫92从卡槽532压入抬杆91一端的对应嵌槽内,完成橡胶垫92的安装。
29.在某些实施例中,如图4和5所示,导轨21于远离第一定位槽23的一侧倾斜设有第四气缸24,第四气缸24的输出端朝向间隙22且固定有定位部241,当第四气缸24推出时,定位部241与抬杆91的中部插接且将抬杆91固定于第一定位槽23内;其中,第四气缸的型号为tn16x10s,在橡胶垫92的安装过程中,定位部241能够将抬杆91的位置进行固定,使橡胶垫92压入的过程保持稳定状态,使橡胶垫92的压入效果得到保障。
30.在某些实施例中,如图6和7所示,上盖抓取组装机构6包括水平滑轨64、设于水平滑轨64上的第三固定板65、用于推动第三固定板65沿水平滑轨64滑移的第五气缸66以及设于第三固定板65同一侧的第一抓取装置67和第二抓取装置68,水平滑轨64分布于圆形塑料振动盘61的输出端以及送料传送带2输出端之间,第一抓取装置67包括设于第三固定板65外侧且输出端竖直向下的第六气缸671、固定于第六气缸671输出端的第四固定板672以及设于第四固定板672下端面且用于抓取圆形塑料93的抓取针673和用于抓取圆形密封圈94的第一抓取夹爪674,抓取针673和第一抓取夹爪674的连线与水平滑轨64平行,抓取针673和第一抓取夹爪674间距等于圆形塑料振动盘61输出端与圆形密封圈振动盘62输出端之间的间距;第二抓取装置68包括设于第三固定板65内侧且输出端竖直向下的第七气缸681、设于第七气缸681输出端的第五固定板682、设于第五固定板682上且输出端竖直向下的第八气缸683以及设于第八气缸683输出端且用于抓取上盖95的第二抓取夹爪684;第五气缸的型号为ma20x125su,第六气缸的型号为ma20x125su,第一抓取夹爪的型号为hfz16,第七气
缸的型号为ma29x75su,第二抓取夹爪的型号为hfz16,当第五气缸66推出时,第三固定板65朝向接近圆形塑料振动盘61的方向移动,第三固定板65上的第一抓取装置67与第二抓取装置68分别对准圆形塑料振动盘61的输出端、圆形密封圈振动盘62的输出端以及上盖振动盘63的输出端,随后第六气缸671伸出,使抓取针673插入圆形塑料93的中部,第一抓取夹爪674将圆形密封圈振动盘62的输出端的圆形密封圈94夹起,第二抓取夹爪684将上盖95夹起,随后第五气缸66缩回,抓取针673、第一抓取夹爪674以及第二抓取夹爪684分别移动至下一位置,第六气缸671伸出,将圆形塑料93以及圆形密封圈94分别卡入圆形密封圈94和上盖95上端中部,组装完成的上盖95则在第七气缸681的作用下压入抬杆91带有橡胶垫92的一端,完成上盖95的安装过程,重复上述步骤,依次完成后续的上盖95安装。
31.在某些实施例中,如图2和8所示,插销装入机构7包括设于送料传送带2输出端一侧的水平导轨72、设于水平导轨72远离送料传送带2输出端一侧的第九气缸73、与第九气缸73输出端固接的第六固定板74以及设于第六固定板74下方的第十气缸75及第三抓取夹爪76,第十气缸75用于带动第三抓取夹爪76朝向插销振动盘71输出端方向移动且使第三抓取夹爪76逐个夹取插销96,第九气缸73用于带动第三抓取夹爪76使单个插销96对准拼合后的上盖95和抬杆91,且第十气缸75推动第三抓取夹爪76将插销96传入上盖95及抬杆91内进行固定;通过第九气缸的型号为ma20x75su,第十气缸的型号为tcm20x40s,第三抓取夹爪的型号为hfz16,通过第九气缸73的推出与回缩,带动第九气缸73及第三抓取夹爪76沿水平导轨72进行运动,从而将插销96逐个移动至送料传送带2的输出端一侧,最后在第十气缸75的作用下卡入抬杆91与上盖95之间对抬杆91与上盖95进行固定,完成抬杆91整体的安装,最后在拨叉机构8的作用下降完成安装的抬杆91拨入成品下料槽4内。
32.在某些实施例中,如图9所示,示出了接料桶的整体结构示意图,成品下料槽4倾斜设置,且其较低端延伸至工作台1侧壁形成出料口41,出料口41的下方设有接料桶42;通过设置出料口和接料桶,能够对成品进行统一收集,方便后续处理。
33.本实用新型的附图中各设备之间的连接关系是为了清楚阐释其信息交互及控制过程的需要,因此应当视为逻辑上的连接关系,而不应仅限于物理连接;本实用新型不局限于上述最佳实施方式,任何人在本实用新型的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是具有与本技术相同或相近似的技术方案,均落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1