一种热管平滑管的拉伸加工装置的制作方法
1.本实用新型涉及热管加工技术领域,更具体地说,它涉及一种热管平滑管的拉伸加工装置。
背景技术:
2.热管是利用介质在热端蒸发后在冷端冷凝的相变过程,使热量快速传导,它具有极高的导热性、良好的等温性,以及冷热两侧的传热面积可任意改变,可远距离传热、可控制温度等优点,包括平滑管和沟槽管。主要应用于电气设备散热、cpu和电子器件冷却、半导体原件以及大规模集成电路板的散热,比如笔记本电脑、智能手机、大功率led灯等散热。相比于传统金属散热器,热管散热器具备低噪声、高效能的技术优势,应用范围将不断扩大。因而热管是铜管行业生产技术新的发展方向。
3.目前的拉伸加工装置结构复杂,成本高,存在改进之处。
技术实现要素:
4.针对背景技术中提出的拉伸加工装置结构复杂、成本高的技术问题,本实用新型利用热管平滑管φ6
×
0.2mm生产装置,以制造生产出热管平滑管φ6
×
0.2mm的产品。
5.为实现上述目的,本实用新型提供了如下技术方案:
6.一种热管平滑管的拉伸加工装置,包括拉伸圆盘、进料铜管坯、拉伸模具、出料铜管坯,将所述拉伸模具相对应的游动芯头装入进料铜管坯内,对装好游动芯头的进料铜管坯头部进行压尖,压尖后将铜管压尖头旋转至模具架台,以便铜管坯顺利穿过拉伸模具,穿过拉伸模具的铜管坯经盘拉机拉伸圆盘夹持,进料铜管坯通过拉伸模具和游动芯头实现减径减壁拉拔,生产出相应减径减壁的出料铜管坯,所述出料铜管坯作为下一步道次的进料铜管坯紧接着进入下一道次的圆盘拉伸,直至生产出热管平滑管φ6
×
0.2mm成品。
7.通过上述技术方案,一种热管平滑管φ6
×
0.2mm生产装置,制造生产的热管平滑管φ6
×
0.2mm产品,其化学成分铜合量≥99.99%、氧含量≤10ppm,尺寸公差、力学性能、机械性能等的各项性能指标符合《gb/t17791-2017空调与制冷设备用铜及铜合金无缝管》国家标准,并且产品在加工过程中没有弯曲表面橘皮和压扁凹陷等缺陷出现。
8.本实用新型进一步设置为:所述拉伸圆盘为圆轴状结构,所述进料铜管坯通过所述拉伸模具后缠绕在所述拉伸圆盘上,所述拉伸圆盘在电机的驱动下转动,带动所述进料铜管坯在拉伸模具内部实现减径减壁拉拔。
9.本实用新型进一步设置为:所述拉伸模具的内径尺寸为φ22.00或φ19.00或φ16.35或φ14.15或φ12.70或φ11.30或φ9.52或φ7.50或φ6。
10.本实用新型进一步设置为:所述进料铜管坯的尺寸为φ25.70
×
1.10或φ22.00
×
0.90或φ19.00
×
0.72或φ16.35
×
0.575或φ14.15
×
0.455或φ12.70
×
0.37或φ11.30
×
0.30或φ9.52
×
0.25或φ7.50
×
0.23。
11.本实用新型进一步设置为:所述出料铜管坯缠绕在圆盘上,圆盘的转动和所述拉
伸圆盘同轴转动。
12.本实用新型进一步设置为:所述拉伸模具的硬度大于所述进料铜管坯和出料铜管坯的硬度。
13.综上所述,本实用新型具有以下有益效果:
14.(1)一种热管平滑管φ6
×
0.2mm生产装置,制造生产的热管平滑管φ6
×
0.2mm产品,其化学成分铜合量≥99.99%、氧含量≤10ppm,尺寸公差、力学性能、机械性能等的各项性能指标符合《gb/t17791-2017空调与制冷设备用铜及铜合金无缝管》国家标准,并且产品在加工过程中没有弯曲表面橘皮和压扁凹陷等缺陷出现。
附图说明
15.图1为拉伸加工装置结构示意图。
16.附图标记:1、拉伸圆盘;2、拉伸模具;3、进料铜管坯;4、出料铜管坯。
具体实施方式
17.下面结合实施例及附图对本实用新型作进一步的详细说明,但本实用新型的实施方式不仅限于此。
18.一种热管平滑管的拉伸加工装置,如图1所示,包括拉伸圆盘1、进料铜管坯3、拉伸模具2、出料铜管坯4,将拉伸模具2相对应的游动芯头装入进料铜管坯3内,对装好游动芯头的进料铜管坯3头部进行压尖,压尖后将铜管压尖头旋转至模具架台,以便铜管坯顺利穿过拉伸模具2,穿过拉伸模具2的铜管坯经盘拉机拉伸圆盘1夹持,进料铜管坯3通过拉伸模具2和游动芯头实现减径减壁拉拔,生产出相应减径减壁的出料铜管坯4,出料铜管坯4作为下一步道次的进料铜管3坯紧接着进入下一道次的圆盘拉伸,直至生产出热管平滑管φ6
×
0.2mm成品。
19.拉伸圆盘1为圆轴状结构,进料铜管坯3通过拉伸模具2后缠绕在拉伸圆盘1上,拉伸圆盘1在电机的驱动下转动,带动进料铜管坯3在拉伸模具2内部实现减径减壁拉拔。拉伸模具2的硬度大于进料铜管坯3和出料铜管坯4的硬度。出料铜管坯4缠绕在圆盘上,圆盘的转动和拉伸圆盘1同轴转动。
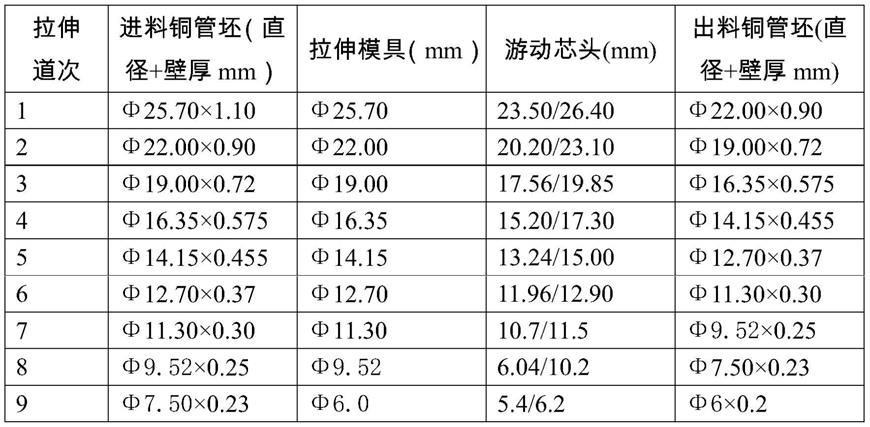
20.如下表:拉伸模具2的内径尺寸可更换为φ22.00或φ19.00或φ16.35或φ14.15或φ12.70或φ11.30或φ9.52或φ7.50、φ6。
21.如下表:进料铜管坯3的尺寸在多道拉伸加工后依次为:φ25.70
×
1.10或φ22.00
×
0.90或φ19.00
×
0.72或φ16.35
×
0.575或φ14.15
×
0.455或φ12.70
×
0.37或φ11.30
×
0.30或φ9.52
×
0.25或φ7.50
×
0.23。即初始皮料尺寸为φ25.70
×
1.10,经过9道拉伸加工,最后加工成φ7.50
×
0.23的尺寸。
22.φ6
×
0.2mm生产的工艺表
[0023][0024]
以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
技术特征:
1.一种热管平滑管的拉伸加工装置,其特征在于,包括拉伸圆盘(1)、进料铜管坯(3)、拉伸模具(2)、出料铜管坯(4),将所述拉伸模具(2)相对应的游动芯头装入进料铜管坯(3)内,对装好游动芯头的进料铜管坯(3)头部进行压尖,压尖后将铜管压尖头旋转至模具架台,以便铜管坯顺利穿过拉伸模具(2),穿过拉伸模具(2)的铜管坯经盘拉机拉伸圆盘(1)夹持,进料铜管坯(3)通过拉伸模具(2)和游动芯头实现减径减壁拉拔,生产出相应减径减壁的出料铜管坯(4),所述出料铜管坯(4)作为下一步道次的进料铜管(3)坯紧接着进入下一道次的圆盘拉伸,直至生产出热管平滑管φ6
×
0.2mm成品。2.根据权利要求1所述的一种热管平滑管的拉伸加工装置,其特征在于:所述拉伸圆盘(1)为圆轴状结构,所述进料铜管坯(3)通过所述拉伸模具(2)后缠绕在所述拉伸圆盘(1)上,所述拉伸圆盘(1)在电机的驱动下转动,带动所述进料铜管坯(3)在拉伸模具(2)内部实现减径减壁拉拔。3.根据权利要求1所述的一种热管平滑管的拉伸加工装置,其特征在于:所述拉伸模具(2)的内径尺寸为φ22.00或φ19.00或φ16.35或φ14.15或φ12.70或φ11.30或φ9.52或φ7.50或φ6。4.根据权利要求3所述的一种热管平滑管的拉伸加工装置,其特征在于:所述进料铜管坯(3)的尺寸为φ25.70
×
1.10或φ22.00
×
0.90或φ19.00
×
0.72或φ16.35
×
0.575或φ14.15
×
0.455或φ12.70
×
0.37或φ11.30
×
0.30或φ9.52
×
0.25或φ7.50
×
0.23。5.根据权利要求1所述的一种热管平滑管的拉伸加工装置,其特征在于:所述出料铜管坯(4)缠绕在圆盘上,圆盘的转动和所述拉伸圆盘(1)同轴转动。6.根据权利要求1所述的一种热管平滑管的拉伸加工装置,其特征在于:所述拉伸模具(2)的硬度大于所述进料铜管坯(3)和出料铜管坯(4)的硬度。
技术总结
本实用新型涉及热管加工技术领域,其公开了一种热管平滑管的拉伸加工装置,解决了目前拉伸加工装置结构复杂、成本高的技术问题,包括拉伸圆盘、进料铜管坯、拉伸模具、出料铜管坯,将拉伸模具相对应的游动芯头装入进料铜管坯内,对装好游动芯头的进料铜管坯头部进行压尖,压尖后将铜管压尖头旋转至模具架台,穿过拉伸模具的铜管坯经盘拉机拉伸圆盘夹持,进料铜管坯通过拉伸模具和游动芯头实现减径减壁拉拔,生产出相应减径减壁的出料铜管坯,出料铜管坯作为下一步道次的进料铜管坯紧接着进入下一道次的圆盘拉伸。根据以上技术方案,本实用新型利用热管平滑管Φ6
技术研发人员:汤晓水 李志清 朱晖 付俊 程颜
受保护的技术使用者:江西江铜龙昌精密铜管有限公司
技术研发日:2021.01.26
技术公布日:2022/2/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1