大型模具线切割调节装置的制作方法
1.本实用新型涉及一种大型模具线切割调节装置。
背景技术:
2.在铝型材挤压生产过程中,通过挤压工序,将铝棒穿过不同规格的模具,以形成不同截面形状的铝型材产品。
3.模具通常为阶梯圆柱形形状,在模具制备的过程中,需要采用不同的切割方式,将阶梯圆柱形的模具中间形成分流孔、工作带、空刀等用于铝料通过成型的部分。也正由于其阶梯圆柱形的结构,在切割过程中需要根据模具整体规格设计可稳固夹紧、稳定位置的夹具等设备。
4.实际生产过程中,模具大小、种类繁多,对应的夹具设备规格也相对较多,成本高。每更换一次模具夹具设备都需要拼装和校准,更换过程复杂耗时,还耗费人工,效率低。
技术实现要素:
5.本实用新型所解决的技术问题在于提供大型模具线切割调节装置。
6.本实用新型所采用的技术手段如下所述。
7.一种大型模具线切割调节装置,包含底部垫板以及连接于该底部垫板上的第一垫块,该第一垫块顶面为第一模具容置部,在第一垫块的中部设置有横向的第二穿孔;还包含第二垫块,该第二垫块放置于底部垫板上且该第二垫块滑动连接于第一垫块,使第二垫块相对第一垫块可上下移动,该第二垫块顶面为第二模具容置部,该所述第二垫块的底面为斜面;所述第二垫块下方设有活动块,其上表面为与第二垫块底面斜度相同的斜面,2个斜面接触且可相对移动,该活动块上包含横向的第三穿孔;还包含升降螺杆,该升降螺杆穿过第三穿孔后再插入第二穿孔,旋转该升降螺杆,将活动块推近或拉远第一垫块,该活动块的斜面与第二垫块的斜面相对移动,使第二垫块上下移动。
8.优选的,所述第一模具容置部、第二模具容置部均为下凹状的弧面,第一模具容置部的弧度与第二模具容置部的弧度相同或不同。
9.优选的,所述该第一模具容置部中设有第一滚槽,第一滚槽内置可在其内滚动的滚子,该第二模具容置部中设有第二滚槽,第二滚槽内置可在其内滚动的滚子。
10.优选的,所述第二垫块上近第一垫块侧的厚度大于远离第一垫块侧的厚度。
11.优选的,所述第二垫块的斜面、第一垫块的斜面与水平面夹角角度均呈15
°
。
12.优选的,所述第一垫块上设置上下延伸的滑轨,所述第二垫块上设置有滑块,该滑块卡在滑轨内上下滑动,使第二垫块相对第一垫块的上下移动。
13.优选的,所述滑轨为从第一垫块侧面向内凹的凹槽,该凹槽的纵向截面宽度沿着内凹深度增加而增加,凹槽边侧的倾斜边与侧面的夹角呈55
°
;所述滑块突出第二垫块的侧面,该滑块近第二垫块处的宽度窄于远离第二垫块处的宽度,所述滑块的倾斜边与侧面的夹角呈55
°
。
14.优选的,所述第三穿孔与第二穿孔孔径相同,所述第二穿孔为螺纹孔。
15.优选的,所述底部垫板为亚克力垫板,该亚克力垫板上分布4个固定孔,在第一模具容置部上还分布有与所述4个固定孔对应的4个竖向的第一穿孔,通过螺栓向下将第一垫块固定在亚克力垫板上。
16.本实用新型的有益效果:本实用新型的大型模具线切割调节装置,旋转升降螺杆即可调整模具由倾斜态到垂直态,且结构简单,对于工作人员来说操作方便、省时省力。另外,本实用新型的调节装置可适用于不同大小、形态的模具进行切割前的位置调整和校准,适应性强,提升模具的生产效率,降低设备投资成本。
附图说明
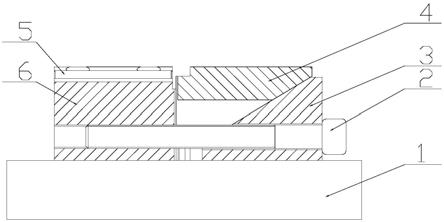
17.图1为本实用新型的调节结构的整体结构侧视图。
18.图2为本实用新型的调节结构的整体结构俯视图。
19.图3为图1中a
‑
a截面结构图。
20.图4为本实用新型中亚克力垫板的结构俯视图。
21.图5为本实用新型中第一垫块的结构侧视图。
22.图6为本实用新型中第一垫块的结构俯视图。
23.图7为图5中b
‑
b截面结构图。
24.图8为本实用新型中第二垫块的结构侧视图。
25.图9为本实用新型中第二垫块的结构俯视图。
26.图10为图8中c
‑
c截面结构图。
27.图11为本实用新型中活动块的结构侧视图。
28.图12为本实用新型中活动块的结构另一视角侧视图。
29.图13为本实用新型中活动块的结构俯视图。
30.图14为初始状态时模具与本实用新型调节装置的正视示意图。
31.图15为初始状态时模具与本实用新型调节装置的侧视示意图。
32.图16为经本实用新型调节装置调整模具位置后的正视示意图。
33.图17为经本实用新型调节装置调整模具位置后的侧视示意图。
34.图18为模具在滚子上调整模具位置后的正视示意图。
35.图19为模具在滚子上调整模具位置后的侧视示意图。
具体实施方式
36.本实用新型保护一种大型模具线切割调节装置。结合图1至图4所示,调节装置包含亚克力垫板1以及连接于亚克力垫板1上的第一垫块5,亚克力垫板1上分布4个固定孔11。还包含第二垫块4,其放置于亚克力垫板1上且连接于第一垫块5,第二垫块4相对第一垫块5可上下移动。
37.结合图1至图3、图5至图7所示,第一垫块5顶面为第一模具容置部51,其为下凹状的弧面,第一模具容置部51中设置适当数量和位置的第一滚槽52,第一滚槽52内置第一滚子61,第一滚子61在可在第一滚槽52中滚动,图示实施例中包含2个第一滚槽52及2个对应的第一滚子61。在第一模具容置部51上还分布有4个竖向的第一穿孔53,与上述4个固定孔
11对应,通过m12螺栓7向下将第一垫块5固定在亚克力垫板1上。在第一垫块5的中部还设置有横向的第二穿孔54,其为螺纹孔。
38.结合图1至图3、图8至图10所示,第二垫块4顶面包含第二模具容置部41,其为下凹状的弧面,其弧度可与第一模具容置部51相同或不同,第二模具容置部41中也设置适当数量和位置的第二滚槽42和第二滚子62,图示实施例中包含2个第二滚槽42及2个对应的第二滚子62。第二垫块4的底面为第一斜面43,近第一垫块5侧的厚度大于远离第一垫块5侧的厚度,其与水平面的夹角呈15
°
为最佳。
39.结合图1、图6、图9所示,第一垫块5和第二垫块4之间通过滑动连接部相连,图示实施例为相互配合的滑轨和滑块,其分别设置于第一垫块5和第二垫块4对应的侧面上,具体来说,第一垫块5上设置上下延伸的滑轨55,其为从第一垫块5侧面向内凹的凹槽,该凹槽的纵向截面宽度沿着内凹深度增加而增加,该凹槽的倾斜边与侧面的夹角(a)呈55
°
为最佳。第二垫块4上设置有滑块45,该滑块45突出第二垫块4侧面,近第二垫块4处的宽度窄于远离第二垫块4处的宽度,滑块45倾斜边与侧面的夹角(b)呈55
°
,该滑块45可卡在滑轨55内上下移动以实现第二垫块4相对第一垫块5的上下滑动、且不会在水平方向滑脱。
40.结合图1、图11至图13所示,在第二垫块4下方设有活动块3,其上表面为与第一斜面43斜度相同的第二斜面33,可恰好相互贴合,使用过程中2个斜面接触且可相对移动,该第二斜面33与上述第一斜面43类似,与水平面角度呈15
°
。活动块3上还包含横向的第三穿孔31,与第二穿孔54对应且可与第二穿孔54孔径相同。
41.结合图1、图3、图5及图11所示,还包含升降螺杆2,其穿过第三穿孔31后再插入第二穿孔54,旋转该升降螺杆2,可逐渐将活动块3推近或拉远第一垫块5,从而使第二垫块4随之上下移动。
42.使用时,将模具8放在调节装置上,模具8的第一端面侧81放置在第一垫块5的第一模具容置部51内,将模具8的第二端面侧82放置在第二垫块4的第二模具容置部41内,初始状态如图14和图15所示模具8的两端面为倾斜态,这样的方式极不稳定。
43.如图16和图17所示,旋转升降螺杆2调节第二垫块4的位置。当活动块3被推近第一垫块5时,基于上述2个斜面结构,活动块3将第二垫块4逐渐向上顶起,直到模具8的两端面达到垂直态,此时即使没有其他的装置辅助,模具8也可以稳定的放置在调节装置上,然后通过其他设备的辅助固定即可进行后续的切割钻孔等作业工序。
44.当然,除了图示的倾斜方向,模具8的两端面还有可能为相反方向的倾斜态,此时反向旋转升降螺杆2,活动块3相对第一垫块5被拉远,第二垫块4逐渐向下落下,直到模具8的两端面达到垂直态。
45.结束调整模具8的倾斜/垂直态,模具8可以如图18和图19所示在第一滚子61和第二滚子62上转动,转动模具8使加工位处于竖直状态,以符合后续切割钻孔等作业位置要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1