一种直线流水焊机的制作方法
1.本实用新型涉及焊接生产线技术领域,具体涉及一种直线流水焊机,适用于两器(蒸发器和冷凝器)等产品的钎焊。
背景技术:
2.现有的自动化火焰钎焊机比较多的是转盘式定位置式焊接,在流水线作业上需要人工搬送上下工作台或流水线。目前的火焰钎焊机通常采用固定的焊接方式,因需要人工搬上或搬下产品,经常划伤产品。因此,当需要批量产品焊接时,品质往往不能达到最佳状况。
3.公告号为cn 206464715 u的专利说明书公开了一种用于焊接压缩机与储液器的自动化生产线,包括用于输送压缩机和储液器的流水线、用于向储液器内充入氮气的充氮气设备、用于将储液器的第一焊接管与压缩机的第一焊接管与焊接在一起的高频钎焊机、用于校正压缩机和储液器的位置和用于将储液器压紧在储液器支架上的定位压紧装置、用于将储液器焊接在储液器支架上氩弧焊机。该专利技术结合流水线、充氮气设备、高频钎焊机、定位压紧装置、氩弧焊机等装置,完成了压缩机与储液器的焊接工序,从而实现压缩机与储液器的焊接,该专利技术工艺简单、安全、焊接效率高、焊接效果好、能保证焊接质量高且一致的用于焊接压缩机与储液器的自动化生产线,能够满足大批量生产的需求。
技术实现要素:
4.针对本领域存在的不足之处,本实用新型提供了一种直线流水焊机,是一种在线式焊机,既减少产品搬运、保证产品不被因搬运而划伤产品,又提高焊接的生产效率,又降低工人的劳动强度,特别适用于两器(蒸发器和冷凝器)等产品的钎焊。
5.一种直线流水焊机,包括用于输送待焊接产品的流水线和设于所述流水线旁的焊机本体;
6.所述焊机本体包括:
7.可移动的基座;
8.用于焊接的火排机构,设于所述流水线上方;
9.火排调整机构,与所述火排机构连接,用于根据所述待焊接产品的尺寸形状控制所述火排机构的火排间距、火排角度;
10.设于所述基座上的火排升降机构,与所述火排调整机构连接,用于控制所述火排调整机构和所述火排机构的升降。
11.上述直线流水焊机使用时,将待焊接产品置于流水线上,火排升降机构、火排调整机构根据待焊接产品的尺寸形状调整火排机构的火排高度、火排间距、火排角度等,具体可采用如下两种焊接方式:
12.1、间歇式焊接:流水线将待焊接产品输送至火排机构处(即焊接处)停下,进行焊接,焊接完毕后,流水线将产品输送离开火排机构,同时将下一待焊接产品输送至火排机
构;
13.2、连续式焊接:流水线始终在一直输送待焊接产品,待焊接产品经过火排机构即完成焊接。
14.本实用新型的直线流水焊机中,所述火排机构的数量和排列方式等可根据实际需要进行设置,可以是单个、单组,也可以是并排的多个或相对设置、依次排列的多组等。
15.作为优选,所述的直线流水焊机,所述焊机本体上还设有水喷雾冷却装置,其设于所述流水线上方且位于所述火排机构的上游,用于喷洒水雾至所述待焊接产品表面防止焊接过程烧坏所述待焊接产品。
16.作为优选,所述的直线流水焊机,所述焊机本体上还设有吹氮机构,其设于所述流水线上方且位于所述火排机构的下游,用于焊接完成后氮气吹扫冷却产品防止产品氧化。
17.进一步优选,所述焊机本体上还设有空气冷却装置,其设于所述流水线上方且位于所述吹氮机构的下游,用于所述氮气吹扫之后进一步空气吹扫冷却产品。
18.作为优选,所述的直线流水焊机,所述焊机本体上还设有集烟罩,其位于所述火排机构、火排调整机构的上方,用于对焊接过程产生的气体进行抽风外排。
19.进一步优选,所述集烟罩带有风量调节阀,可自动控制或手动控制。
20.作为优选,所述的直线流水焊机,所述基座底部设有万向轮,方便移动。
21.作为优选,所述的直线流水焊机,所述流水线包括用于放置、输送所述待焊接产品的传送带和位于所述传送带两侧、用于限位所述待焊接产品防止其倾倒的产品档杆机构。
22.作为优选,所述的直线流水焊机,所述的直线流水焊机还包括:
23.用于控制各装置机构所需气体流量的气控柜;
24.用于控制各装置机构运动的电控柜;
25.与所述电控柜电连接的操作箱,用于操控所述电控柜。
26.本实用新型与现有技术相比,主要优点包括:本实用新型的直线流水焊机,通过在线式的焊接方式减少对产品的划伤,同时提高焊接效率,降低操作工的劳动强度,特别适用于两器(蒸发器和冷凝器)等产品的钎焊。
附图说明
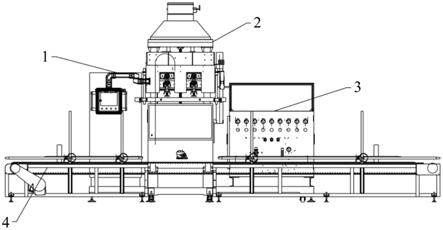
27.图1为实施例的直线流水焊机的主视结构示意图;
28.图2为实施例的直线流水焊机的俯视结构示意图,箭头方向代表产品流转方向;
29.图3为实施例的直线流水焊机的左视结构示意图;
30.图中:1
‑
操作箱,2
‑
焊机本体,3
‑
气控柜,4
‑
流水线,5
‑
电控柜,6
‑
水喷雾冷却装置,7
‑
火排机构,8
‑
吹氮机构,9
‑
空气冷却装置,10
‑
火排升降机构,11
‑
基座,12
‑
产品档杆机构,13
‑
火排调整机构,14
‑
集烟罩,15
‑
风量调节阀,16
‑
万向轮。
具体实施方式
31.下面结合附图及具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。下列实施例中未注明具体条件的操作方法,通常按照常规条件,或按照制造厂商所建议的条件。
32.如图1~3所示,本实施例的直线流水焊机包括用于输送待焊接产品的流水线4和
设于流水线4旁的焊机本体2。
33.流水线4包括用于放置、输送待焊接产品的传送带和位于所述传送带两侧、用于限位待焊接产品防止其倾倒的产品档杆机构12。
34.焊机本体2包括基座11、火排机构7、火排调整机构13、火排升降机构10、水喷雾冷却装置6、吹氮机构8、空气冷却装置9、气控柜3、电控柜5和操作箱1。
35.基座11底部设有万向轮16,方便整体移动焊机本体2。
36.火排机构7用于焊接,设于流水线4上方。火排机构7的数量和排列方式等可根据实际需要进行设置,可以是单个、单组,也可以是并排的多个或相对设置、依次排列的多组等。
37.火排调整机构13与火排机构7连接,用于根据待焊接产品的尺寸形状控制火排机构7的火排间距、火排角度等。
38.火排升降机构10设于基座2上,且与火排调整机构13连接,用于控制火排调整机构13和火排机构7整体的升降。
39.水喷雾冷却装置6设于流水线4上方且位于火排机构7的上游,用于喷洒水雾至待焊接产品表面防止焊接过程烧坏产品。
40.吹氮机构8设于流水线4上方且位于火排机构7的下游,用于在焊接完成后氮气吹扫冷却产品防止产品氧化。
41.空气冷却装置9设于流水线4上方且位于吹氮机构8的下游,用于所述氮气吹扫之后进一步空气吹扫冷却产品。
42.集烟罩14位于火排机构7、火排调整机构13的上方,用于对焊接过程产生的气体进行抽风外排。集烟罩14带有风量调节阀15,风量调节阀15可自动控制或手动控制。
43.气控柜3用于控制各装置机构所需气体流量,这些气体包括火排机构7焊接所需的助燃气和燃气,吹氮机构8吹扫所需的氮气,空气冷却装置吹扫所需的空气等。
44.电控柜5用于控制各装置机构运动,这些装置机构包括火排机构7、火排调整机构13、火排升降机构10、水喷雾冷却装置6、吹氮机构8、空气冷却装置9等。
45.操作箱1与电控柜5电连接,用于辅助人操控电控柜5。
46.本实施例的直线流水焊机使用时,将待焊接产品置于流水线4上,通过操作箱1操作电控柜5控制火排升降机构10、火排调整机构13根据待焊接产品的尺寸形状调整火排机构7的火排高度、火排间距、火排角度等,具体可采用如下两种焊接方式:
47.1、间歇式焊接:流水线4将待焊接产品输送至火排机构7处(即焊接处)停下,进行焊接,焊接完毕后,流水线4将产品输送离开火排机构7,同时将下一待焊接产品输送至火排机构7;
48.2、连续式焊接:流水线4始终在一直输送待焊接产品,待焊接产品经过火排机构7即完成焊接。
49.本实施例的直线流水焊机,是一种在线式焊机,既减少产品搬运、保证产品不被因搬运而划伤产品,又提高焊接的生产效率,又降低工人的劳动强度,特别适用于两器(蒸发器和冷凝器)等产品的钎焊。
50.此外应理解,在阅读了本实用新型的上述描述内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1