一种管件用钻孔铣弧自动化一体机的制作方法
1.本实用新型涉及管件生产领域,具体涉及一种管件用钻孔铣弧自动化一体机。
背景技术:
2.管件在进行生产加工时,需要对其外圆面上进行钻孔和两端进行铣弧加工,为了保证结构强度和美观度,在加工前需要保证管件的外圆面的焊缝位于最顶端,进行定位装夹。
3.现有的管件进行上料时,均由人工进行将管件对齐放置到加工模块上,并将缝隙调整到上方,然后进行加工,加工完成后,再由人工进行下料,操作繁琐,且效率低下。
技术实现要素:
4.本实用新型的目的是:提供一种管件用钻孔铣弧自动化一体机,可进行自动定位上料和自动下料,提高效率。
5.为了实现上述目的,本实用新型提供如下的技术方案:
6.一种管件用钻孔铣弧自动化一体机,包括机架和钻孔铣弧模块;所述钻孔铣弧模块连接在机架上,所述机架上位于钻孔铣弧模块的一端设有下料搬运模块,另一端设有上料搬运模块和自动定位上料模块;所述自动定位上料模块包括逐一供料机构和旋转定位机构,所述旋转定位机构包括支撑v形块、驱动旋转机构和压紧选择机构,驱动旋转机构和压紧选择机构位于支撑v形块的两侧;所述压紧选择机构包括压紧气缸和选择柱,所述压紧气缸连接在机架上,选择柱连接在压紧气缸的活塞杆端,所述选择柱靠近支撑v形块一侧设有定位凹槽。
7.进一步的,所述驱动旋转机构包括让位气缸、第一夹爪气缸和摩擦轮;所述让位气缸通过支撑座与第一夹爪气缸连接,所述第一夹爪气缸的两个夹爪上分别可转动连接有两个限位轮,所述摩擦轮可转动连接支撑座上,摩擦轮一端连接有固定在支撑座上的摩擦电机,且摩擦轮位于两个所述限位轮之间。
8.进一步的,所述逐一供料机构包括上料箱和供料气缸;所述上料箱上设有自下向上依次设置且呈阶梯状的第一倾斜供料箱、第二倾斜供料箱和第三倾斜供料箱,所述供料气缸连接在上料箱的下方,供料气缸的活塞杆连接有第一推料杆和第二推料杆,所述第一推料杆位于第一倾斜供料箱的下方,第二推料杆位于第二倾斜供料箱的下方,且第一倾斜供料箱上设有与第一推料杆对应设置的第一通孔,第二倾斜供料箱上设有与第二推料杆对应设置的第二通孔。
9.进一步的,所述支撑v形块位于第三倾斜供料箱的末端,且支撑v形块下方连接有升降气缸。
10.进一步的,所述下料搬运模块和上料搬运模块的结构相同;所述上料搬运模块包括xz轴气动滑台和第二夹爪气缸,所述第二夹爪气缸连接在xz轴气动滑台的移动台上,第二夹爪气缸的两个夹爪上分别连接有v形夹块。
11.本实用新型的有益效果为:本实用新型所述的一种管件用钻孔铣弧自动化一体机,采用逐一供料机构和旋转定位机构进行定位上料,配合下料搬运模块和上料搬运模块,可进行自动定位上料和自动下料,提高效率。
附图说明
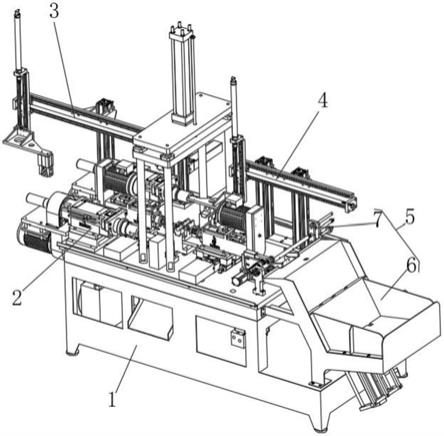
12.图1为本实用新型一种管件用钻孔铣弧自动化一体机的轴测图;
13.图2为本实用新型所述的上料搬运模块的轴测图;
14.图3为本实用新型所述的旋转定位机构的轴测图;
15.图4为本实用新型所述的驱动旋转机构的轴测图;
16.图5为本实用新型所述的逐一供料机构的轴测图;
17.图中:1、机架;2、钻孔铣弧模块;3、下料搬运模块;4、上料搬运模块;41、xz轴气动滑台;42、第二夹爪气缸;43、v形夹块;5、自动定位上料模块;6、逐一供料机构;61、上料箱;62、供料气缸;63、第一倾斜供料箱;64、第二倾斜供料箱;65、第三倾斜供料箱;66、第一推料杆;67、第二推料杆;68、第一通孔;69、第二通孔;7、旋转定位机构;71、支撑v形块;711、升降气缸;72、驱动旋转机构;721、让位气缸;722、第一夹爪气缸;723、摩擦轮;724、支撑座;725、限位轮;726、摩擦电机;73、压紧选择机构;731、压紧气缸;732、选择柱;733、定位凹槽。
具体实施方式
18.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
19.本实施列参考图1至图5,一种管件用钻孔铣弧自动化一体机,包括机架1和钻孔铣弧模块2;所述钻孔铣弧模块2连接在机架1上,所述机架1上位于钻孔铣弧模块2的一端设有下料搬运模块3,另一端设有上料搬运模块4和自动定位上料模块5;所述自动定位上料模块5包括逐一供料机构6和旋转定位机构7,所述旋转定位机构7包括支撑v形块71、驱动旋转机构72和压紧选择机构73,驱动旋转机构72和压紧选择机构73位于支撑v形块71的两侧;所述压紧选择机构73包括压紧气缸731和选择柱732,所述压紧气缸731连接在机架1上,选择柱732连接在压紧气缸731的活塞杆端,所述选择柱732靠近支撑v形块71一侧设有定位凹槽733。
20.其中,钻孔铣弧模块2用于对管件进行夹紧,然后进行两端铣弧和两侧钻孔;钻孔铣弧模块2为现有技术,其包括夹紧模块、两个自动钻孔机和两个自动铣弧机,两个自动铣弧机分别位于夹紧模块的两端,两个自动钻孔机分别位于夹紧模块的两侧;其中,夹紧模块包括圆弧座和连接夹紧气缸的夹紧圆弧块组成。
21.下料搬运模块3用于将钻孔铣弧模块2加工完的产品搬运下料;上料搬运模块4用于将旋转定位机构7上的管件抓取搬运至钻孔铣弧模块2的夹紧模块上进行加工;逐一供料机构6用于将管件进行逐一上料;旋转定位机构7用于对管件进行旋转,从而通过插入对齐定位,使焊缝位于最上方;支撑v形块71用于对管件进行支撑;驱动旋转机构72用于驱动管件进行旋转;压紧选择机构73用于对管件一侧进行压紧,并通过定位凹槽733与管件一端配合进行定位,从而保证焊缝位于管件的最上方。
22.所述驱动旋转机构72包括让位气缸721、第一夹爪气缸722和摩擦轮723;所述让位气缸721通过支撑座724与第一夹爪气缸722连接,所述第一夹爪气缸722的两个夹爪上分别可转动连接有两个限位轮725,所述摩擦轮723可转动连接支撑座724上,摩擦轮723一端连接有固定在支撑座724上的摩擦电机726,且摩擦轮723位于两个所述限位轮725之间。
23.让位气缸721用于带动支撑座724进行工作位和让位移动;第一夹爪气缸722用于带动两个摩擦轮723靠近管件,对管件进行限位;摩擦轮723用于驱动管件进行旋转。
24.所述逐一供料机构6包括上料箱61和供料气缸62;所述上料箱61上设有自下向上依次设置且呈阶梯状的第一倾斜供料箱63、第二倾斜供料箱64和第三倾斜供料箱65,所述供料气缸62连接在上料箱61的下方,供料气缸62的活塞杆连接有第一推料杆66和第二推料杆67,所述第一推料杆66位于第一倾斜供料箱63的下方,第二推料杆67位于第二倾斜供料箱64的下方,且第一倾斜供料箱63上设有与第一推料杆66对应设置的第一通孔68,第二倾斜供料箱64上设有与第二推料杆67对应设置的第二通孔69。
25.供料气缸62用于带动第一推料杆66和第二推料杆67伸缩,第一推料杆66通过伸缩将第一倾斜供料箱63内的管件推动至第二倾斜供料箱64内,第二推料杆67通过伸缩将第二倾斜供料箱64内的管件推动至内第三倾斜供料箱65内。
26.所述支撑v形块71位于第三倾斜供料箱65的末端,且支撑v形块71下方连接有升降气缸711。升降气缸711带动支撑v形块71伸缩,当支撑v形块71缩回时,第三倾斜供料箱65内的管件滑动至支撑v形块71内,当支撑v形块71伸出时,阻挡来料。
27.所述下料搬运模块3和上料搬运模块4的结构相同;所述上料搬运模块4包括xz轴气动滑台41和第二夹爪气缸42,所述第二夹爪气缸42连接在xz轴气动滑台41的移动台上,第二夹爪气缸42的两个夹爪上分别连接有v形夹块43。xz轴气动滑台41用于带动第二夹爪气缸42移动对管件进行抓取。
28.工作原理:使用时,将管件放置到上料箱61内,由逐一供料机构6将管件逐一输送至支撑v形块71内,接着升降气缸711带动支撑v形块71伸出,阻挡来料,让位气缸721缩回带动支撑座724处于工作位,此时,摩擦轮723与管件的侧面接触,第一夹爪气缸722带动两个限位轮725靠近管件对管件进行限位,压紧气缸731带动选择柱732伸出与管件一端接触并抵紧,摩擦电机726带动摩擦轮723旋转,直至定位凹槽733与管件一端配合插入(管件一端内部设有凸柱,凸柱与定位凹槽733形状对应设置),从而对管件进行定位,进而确定管件的焊缝位于最上方。
29.定位完成后,驱动旋转机构72和压紧选择机构73进行让位,上料搬运模块4将定位后的管件抓取搬运至钻孔铣弧模块2上进行加工,加工完成后,下料搬运模块3将钻孔铣弧模块2加工完的产品搬运至下一工序,进行下料。
30.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1