压铆成型模座的制作方法
1.本实用新型涉及模具,尤其涉及一种压铆成型模座。
背景技术:
2.现有压铆机上使用的上下模具直接锁在机床上,但上下模模具同轴度需要靠人眼观察调整,对于要求高的精密模具而言很难,安装精度较低,难以满足要求。
技术实现要素:
3.为了解决现有技术中的问题,本实用新型提供了一种压铆成型模座。
4.本实用新型提供了一种压铆成型模座,包括上模座、中间连接块和下模座,所述上模座与所述中间连接块的上端连接,所述下模座与所述中间连接块的下端连接,所述中间连接块上设有定位销,所述定位销贯穿所述中间连接块,所述上模座上设有上模座定位孔,所述下模座设有下模座定位孔,所述定位销的上端设置在所述上模座定位孔内,所述定位销的下端设置在所述下模座定位孔内,所述上模座上安装有成型模上模组合,所述下模座上安装有成型模下模组合。
5.作为本实用新型的进一步改进,所述上模座与所述成型模上模组合之间连接有复位机构。
6.作为本实用新型的进一步改进,所述复位机构包括复位弹簧、弹簧压块和等高螺栓,所述等高螺栓有两根并分别穿过所述弹簧压块的两端与所述上模座连接,每根所述等高螺栓上均设有所述复位弹簧,所述复位弹簧夹紧在所述弹簧压块、上模座之间,所述弹簧压块上设有第一通孔,所述成型模上模组合穿过所述第一通孔并压在所述弹簧压块上。
7.作为本实用新型的进一步改进,所述成型模上模组合的上端设有限位凸缘,所述限位凸缘压在所述弹簧压块上。
8.作为本实用新型的进一步改进,所述上模座上设有第二通孔,所述成型模上模组合、成型模下模组合、第一通孔、第二通孔同轴设置,所述成型模上模组合的下端设置在所述第二通孔之内。
9.作为本实用新型的进一步改进,所述上模座上设有定位键,所述成型模上模组合的下端设有与所述定位键相配合的定位槽。
10.作为本实用新型的进一步改进,所述下模座的端部设有安装凹槽,所述成型模下模组合安装在所述安装凹槽之内,所述安装凹槽的槽口通过螺钉连接有下模锁紧块。
11.本实用新型的有益效果是: 1.可方便安装模具,减少调试时间,提高生产效率,2.可提高上模座、下模座的安装精度。
附图说明
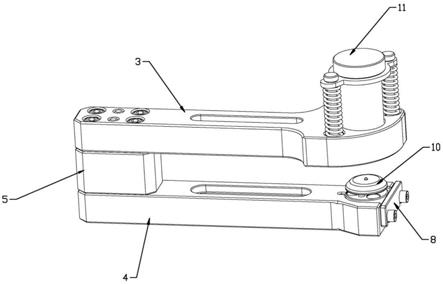
12.图1是本实用新型一种压铆成型模座的示意图。
13.图2是本实用新型一种压铆成型模座的分解示意图。
具体实施方式
14.下面结合附图说明及具体实施方式对本实用新型作进一步说明。
15.如图1至图2所示,一种压铆成型模座,包括上模座3、中间连接块5和下模座4,所述上模座3通过m10*45m内六角螺钉13与所述中间连接块5的上端连接,所述下模座4通过m10*45m内六角螺钉14与所述中间连接块5的下端连接,所述中间连接块5上设有定位销12,所述定位销12贯穿所述中间连接块5,所述上模座3上设有上模座定位孔,所述下模座4设有下模座定位孔,所述定位销12的上端设置在所述上模座定位孔内,所述定位销12的下端设置在所述下模座定位孔内,所述上模座3上安装有成型模上模组合11,所述下模座4上安装有成型模下模组合10。
16.所述上模座3与所述成型模上模组合11之间连接有复位机构。
17.所述复位机构包括复位弹簧2、弹簧压块9和等高螺栓1,所述等高螺栓1有两根并分别穿过所述弹簧压块9的两端与所述上模座3连接,每根所述等高螺栓1上均设有所述复位弹簧2,所述复位弹簧2夹紧在所述弹簧压块9、上模座3之间,所述弹簧压块9上设有第一通孔16,所述成型模上模组合11穿过所述第一通孔16并压在所述弹簧压块9上。
18.所述成型模上模组合11的上端设有限位凸缘18,所述限位凸缘18压在所述弹簧压块9上。
19.所述上模座3上设有第二通孔17,所述成型模上模组合11、成型模下模组合10、第一通孔16、第二通孔17同轴设置,所述成型模上模组合11的下端设置在所述第二通孔17之内。
20.所述上模座3上设有定位键6,定位键6通过螺钉7锁紧在上模座上,所述成型模上模组合11的下端设有与所述定位键6相配合的定位槽。
21.所述下模座4的端部设有安装凹槽19,所述成型模下模组合10安装在所述安装凹槽19之内,所述安装凹槽19的槽口通过螺钉15连接有下模锁紧块8。
22.本实用新型提供的一种压铆成型模座,把定位销12紧配于上模座3和下模座4内,保证了两者孔的同心度和对称度,通过定位键6进一步提高成型模上模组合11的安装精度,采用复位弹簧2、弹簧压块9和等高螺栓1对成型模上模组合11进行复位,采用第一通孔16、第二通孔17进一步提高成型模上模组合11的安装精度,采用下模锁紧块8来锁紧成型模下模组合10,安装较为方便,优化了压铆成型模座的结构,提高了安装精度。
23.以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本实用新型的保护范围。
技术特征:
1.一种压铆成型模座,其特征在于:包括上模座、中间连接块和下模座,所述上模座与所述中间连接块的上端连接,所述下模座与所述中间连接块的下端连接,所述中间连接块上设有定位销,所述定位销贯穿所述中间连接块,所述上模座上设有上模座定位孔,所述下模座设有下模座定位孔,所述定位销的上端设置在所述上模座定位孔内,所述定位销的下端设置在所述下模座定位孔内,所述上模座上安装有成型模上模组合,所述下模座上安装有成型模下模组合。2.根据权利要求1所述的压铆成型模座,其特征在于:所述上模座与所述成型模上模组合之间连接有复位机构。3.根据权利要求2所述的压铆成型模座,其特征在于:所述复位机构包括复位弹簧、弹簧压块和等高螺栓,所述等高螺栓有两根并分别穿过所述弹簧压块的两端与所述上模座连接,每根所述等高螺栓上均设有所述复位弹簧,所述复位弹簧夹紧在所述弹簧压块、上模座之间,所述弹簧压块上设有第一通孔,所述成型模上模组合穿过所述第一通孔并压在所述弹簧压块上。4.根据权利要求3所述的压铆成型模座,其特征在于:所述成型模上模组合的上端设有限位凸缘,所述限位凸缘压在所述弹簧压块上。5.根据权利要求3所述的压铆成型模座,其特征在于:所述上模座上设有第二通孔,所述成型模上模组合、成型模下模组合、第一通孔、第二通孔同轴设置,所述成型模上模组合的下端设置在所述第二通孔之内。6.根据权利要求5所述的压铆成型模座,其特征在于:所述上模座上设有定位键,所述成型模上模组合的下端设有与所述定位键相配合的定位槽。7.根据权利要求1所述的压铆成型模座,其特征在于:所述下模座的端部设有安装凹槽,所述成型模下模组合安装在所述安装凹槽之内,所述安装凹槽的槽口通过螺钉连接有下模锁紧块。
技术总结
本实用新型提供了一种压铆成型模座,包括上模座、中间连接块和下模座,所述上模座与所述中间连接块的上端连接,所述下模座与所述中间连接块的下端连接,所述中间连接块上设有定位销,所述定位销贯穿所述中间连接块,所述上模座上设有上模座定位孔,所述下模座设有下模座定位孔,所述定位销的上端设置在所述上模座定位孔内,所述定位销的下端设置在所述下模座定位孔内,所述上模座上安装有成型模上模组合,所述下模座上安装有成型模下模组合。本实用新型的有益效果是:1.方便安装模具,减少调试时间,提高加工效率,2.可提高上模座、下模座的安装精度。的安装精度。的安装精度。
技术研发人员:李冰 李永杰
受保护的技术使用者:深圳市锐特尔精密模具有限公司
技术研发日:2021.02.04
技术公布日:2021/10/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1