双锡炉焊接装置的制作方法
1.本实用新型涉及线圈生产设备领域,具体是涉及一种双锡炉焊接装置。
背景技术:
2.在现有的线圈生产线中,一般包括上料机构、绕线机、焊锡机、下料机构、多台送料小车和导轨,导轨沿直线设置,多台送料小车在导轨上移动,上料机构、绕线机、焊锡机和下料机构沿导轨的延伸方向共线设置,便于多台送料小车能够分别在上料机构和绕线机之间、绕线机和焊锡机之间以及焊锡机和下料机构之间移动,实现两机构之间的线夹的传递与运输。以上生产线的布局方式使得多台送料小车同时进行物料的传递,便于上料机构、绕线机、焊锡机和下料机构能够同时工作,有效提高工作效率。但是以上的生长线布局方式使生产线的布局方式使生产线的总长度非常长,占地面积很大,增加企业生产成本,因此需要一种新的布局方式能够较小生产线的长度,从而减小生产线的占地面积。
技术实现要素:
3.本实用新型的主要目的是提供一种缩短生产线长度的双锡炉焊接装置。
4.为了实现上述的主要目的,本实用新型提供的双锡炉焊接装置包括安装台、上料组件、下料组件、移动组件、检测组件、助焊剂组件、烘干组件、第一焊锡炉组件、第二焊锡炉组件,上料组件驱动料盘沿竖直方向移动;下料组件用于驱动料盘沿竖直方向移动,上料组件和下料组件分别位于在安装台的同一侧上;移动组件包括固定架、料盘搬运组件、夹爪组件和水平移动组件,固定架设置在安装台上,料盘搬运组件、夹爪组件和水平移动组件分别设置在固定架上,料盘搬运组件、夹爪组件和水平移动组件位于安装台的上方,水平移动组件分别驱动料盘搬运组件和夹爪组件沿水平方向移动,料盘搬运组件位于夹爪组件和上料组件之间,夹爪组件包括第一夹块和第二夹块;检测组件设置在安装台上,检测组件包括料盘放置架和传感器组件,传感器组件用于检测料盘放置架内的物料,料盘搬运组件在上料组件与检测组件之间移动;夹爪清洗组件设置在安装台上,夹爪清洗组件用于清洗第一夹块和第二夹块;助焊剂组件设置在安装台上,夹爪清洗组件设置在检测组件与助焊剂组件之间,助焊剂组件包括助焊槽,助焊槽用于放置助焊剂;烘干组件用于将线圈上的助焊剂烘干,助焊剂组件设置在烘干组件与夹爪清洗组件之间,第一焊锡炉组件设置在安装台上,烘干组件设置在助焊剂组件和第一焊锡炉组件之间,第一焊锡炉组件包括第一焊锡炉,第一焊锡炉用于装有焊锡液;第二焊锡炉组件设置在安装台上,第二焊锡炉组件包括第二焊锡炉,第二焊锡炉用于装有焊锡液,第一焊锡炉组件设置在烘干组件和第二焊锡炉组件之间。
5.由上述方案可见,将上料组件和下料组件设置在安装台的同一侧上,从而减少下料组件所占用的长度,从而减少焊锡装置的整体的长度,通过水平移动组件驱动夹爪组件和料盘搬运组件实现料盘和料盘上的线圈的移动,并且水平移动组件驱动料盘搬运组件移动至检测组件,对料盘上是否放有线圈进行检测,再通过水平移动组件驱动夹爪组件带动线圈移动至夹爪清洗组件进行夹爪上多余的锡液的清洗,然后夹爪组件带动线圈移动至助
焊剂组件处,对线圈上助焊剂,然后夹爪组件带动线圈移动至烘干组件处,将线圈上的助焊剂烘干,完成烘干后夹爪组件将线圈移动至第一焊锡炉组件处,对线圈上高温锡液,使得锡液更好地粘附在线圈上,接着将线圈移动至第二焊锡炉组件处,对线圈上低温锡液,保证线圈的焊锡效果,最后夹爪组件将完成焊锡的线圈放回至料盘,料盘搬运组件将放满线圈的料盘移动至下料组件,完成下料。
6.进一步的方案是,料盘搬运组件包括夹子组件、安装件和夹子驱动组件,夹子组件设置在安装件朝向安装台的侧壁上,夹子驱动组件驱动安装件沿竖直方向移动,夹子组件包括第一夹子块、第二夹子块和双向气缸,第一夹子块和第二夹子块分别与双向气缸连接,双向气缸驱动第一夹子块朝向或远离第二夹子块移动。
7.通过夹子驱动组件实现夹子组件在竖直方向上移动,水平移动组件驱动夹子组件实现在水平方向上的移动,夹子组件中通过双向气缸驱动第一夹子块朝向或远离第二夹子块移动,从而实现从上料组件处夹取料盘,并且将料盘放置在检测组件处,并且最后将料盘输送至下料组件处。
8.进一步的方案是,第一夹子块朝向第二夹子块的侧壁上凸起设置有多个支撑块,支撑块沿水平方向延伸。
9.可见,在夹子组件夹紧料盘时,支撑块支撑料盘,保证夹子组件夹紧料盘的稳固性。
10.进一步的方案是,传感器组件包括安装杆和安装杆驱动组件,安装杆上设置有传感器,传感器位于料盘放置架的上方,安装杆驱动组件驱动安装杆在在水平面沿第一方向移动;检测组件包括放置架驱动组件,放置架驱动组件驱动料盘放置架在水平面沿第二方向移动,第一方向和第二方向垂直。
11.可见,安装杆驱动组件驱动安装杆沿第一方向移动,放置架驱动组件驱动料盘放置架在水平面沿第二方向移动,安装杆的移动和料盘放置架的移动相配合下,安装杆上的传感器能够更加全面地对料盘上的每一次线圈放置位进行检测,保证生产精度。
12.进一步的方案是,料盘放置架上沿料盘放置架的周向凸起有限位侧板,限位侧板上设置有第一气缸和第二气缸,第一气缸和第二气缸设置在料盘放置架的同一侧,第一气缸的作用方向和第二气缸的作用方向均朝向料盘放置架内。
13.可见,当料盘放置在料盘放置架内,在第一气缸和第二气缸的驱动作用和限位侧板的配合下,将料盘夹紧在料盘放置架内,实现料盘在料盘放置架内的定位,保证检测的精度。
14.进一步的方案是,夹爪清洗组件包括酒精槽和刷子组件,酒精槽用于装有酒精,刷子组件包括移动板和移动板移动组件,酒精槽朝向移动组件的一侧上设置有开口,移动板的一端通过开口伸入酒精槽内,移动板驱动组件驱动移动板沿酒精槽的长度方向移动;移动板位于酒精槽内的一端中朝向开口的侧壁上设置有刷子。
15.可见,移动组件上的夹爪组件移动至酒精槽内,移动板上的刷子通过来回移动将夹爪组件上的残留的锡清洗干净。
16.进一步的方案是,酒精槽的底部设置有隔离网,酒精槽的底部连接有连通管,连通管与所述隔离网上的孔连通,连通管与隔离网之间设置有流通槽。
17.可见,连通管用于将酒精从酒精槽的底部将酒精输入至酒精槽内,隔离网的设置
对清洗后掉落在酒精槽内的残留物进行收集,避免阻塞酒精槽底部的连通管。
18.进一步的方案是,助焊剂组件包括液体槽、浸泡块和助焊移动组件,助焊移动组件驱动浸泡块沿竖直方向内移动,浸泡块可位于液体槽内,浸泡块背离液体槽的底部的侧壁上设置有吸收布。
19.可见,液体槽用于放置助焊剂,助焊移动组件驱动浸泡块在液体槽内浸泡,浸泡块上的吸收布上充分吸收助焊剂,助焊自移动组件驱动浸泡块移动至液体槽外,移动组件驱动骨架移动至吸收布处,通过吸收布上助焊剂可避免骨架上有过多的助焊剂,影响焊接效果。
20.进一步的方案是,烘干组件包括烘干块、多个烘干通道和多个热风枪,烘干块上设置有出风口,出风口分别与多个烘干通道连接,热风枪可一一对应地与烘干通道连接。
21.可见,热风枪吹出的热风通过烘干通道从出风口吹出,对夹爪组件上的线圈进行烘干,烘干通道和出风口的设置可使热风枪吹出的热风更加集中,烘干效率更高。
22.进一步的方案是,安装台沿竖直方向延伸的侧壁上设置有安装凹槽,上料组件和下料组件设置在安装凹槽内;上料组件包括上料框架和上料驱动组件,上料框架包括四个第一限位杆,四个第一限位杆平行地沿竖直方向设置,四个第一限位杆围成第一容纳腔,料盘放置在第一容纳腔内,上料驱动组件驱动料盘沿第一限位杆的轴向移动;下料组件包括下料框架和下料驱动组件,下料框架包括四个第二限位杆,四个第二限位杆平行地沿竖直方向设置,四个第二限位杆围成第二容纳腔,料盘放置在第二容纳腔内,下料驱动组件驱动料盘沿第二限位杆的轴向移动。
23.可见,上料框架和下料框架的设置对料盘的移动进行定位,并且能够实现多个料盘的收集。
附图说明
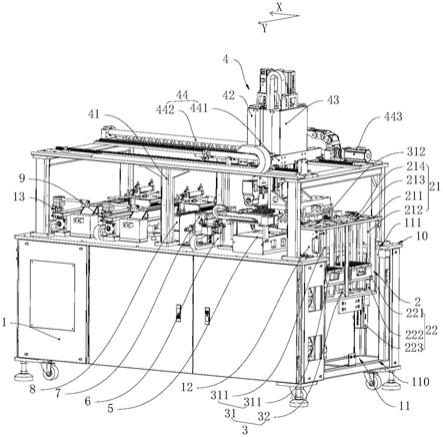
24.图1是本实用新型双锡炉焊接装置实施例的结构图。
25.图2是本实用新型双锡炉焊接装置实施例中料盘搬运组件的结构图。
26.图3是本实用新型双锡炉焊接装置实施例中检测组件的结构图。
27.图4是本实用新型双锡炉焊接装置实施例中夹爪组件第一角度的结构图。
28.图5是本实用新型双锡炉焊接装置实施例中夹爪组件第二角度的结构图。
29.图6是本实用新型双锡炉焊接装置实施例中夹爪清洗组件的结构图。
30.图7是沿图6a
‑
a线剖切的剖视图。
31.图8是本实用新型双锡炉焊接装置实施例中助焊剂组件的结构图。
32.图9是沿图8b
‑
b线剖切的剖视图。
33.图10是本实用新型双锡炉焊接装置实施例中烘干组件的结构图。
34.以下结合附图及实施例对本实用新型作进一步说明。
具体实施方式
35.本实用新型的双锡炉焊接装置可应用于用电器内的变压线圈生产中的焊接工艺,通过对装满变压线圈的料盘进行上料后,检测组件对料盘上的变压进行检测,并且通过移动组件对料盘上的变压线圈进行输送,依次进行清洗、上助焊剂、烘干、高温焊锡和低温焊
锡多个步骤,最后下料。由于双锡炉焊接装置中的上料组件和下料组件位于装置的同一侧上,使得双锡炉焊接装置实现循环上下料,有效缩短双锡炉焊接装置的长度和占地面积。
36.参见图1,双锡炉焊接装置包括安装台1、上料组件2、下料组件 3、移动组件4、检测组件5、夹爪清洗组件6、助焊剂组件7、烘干组件8、第一焊锡炉组件9、第二焊锡炉组件13,上料组件2、下料组件 3、移动组件4、检测组件5、助焊剂组件7、烘干组件8、第一焊锡炉组件9、第二焊锡炉组件13分别设置在安装台1上沿水平方向延伸的安装端面10上。
37.在本实施例,安装台1沿竖直方向延伸的侧壁上设置有安装凹槽 11,上料组件2和下料组件3设置在安装凹槽11内。安装凹槽11上设置有两个开口110和111,其一开口111位于安装台1的安装端面 10上,另一开口110朝操作人员,便于操作人员观察安装凹槽11内料盘的上下料情况,并且更加方便地在上料组件2和下料组件3上取放料盘,并且上料组件2和下料组件3设置在位置低于安装台1的安装端面10的安装凹槽11内,可以保证焊接装置上能够有更多空间便于上料组件2和下料组件3运输更多的料盘,有效提高工作效率。安装台1的安装端面10上设置有支撑架12,上料组件2和下料组件3 设置在安装凹槽11内且固定在支撑架12上,支撑架12的设置可将上料组件2的出料位置和下料组件3的上料位置的高度更高,使移动组件3更加方便地输送料盘取料。
38.上料组件2包括上料框架21和上料驱动组件22,上料框架21包括一个连接板211和四个第一限位杆212,四个第一限位杆212平行地沿竖直方向设置,四个第一限位杆212围成第一容纳腔223,料盘放置在第一容纳腔213内。连接板211安装在支撑架12上,连接板 211上有通槽214,通槽214与第一容纳腔213连通。上料驱动组件 22驱动料盘沿第一限位杆212的轴向移动。在本实施例中,上料驱动组件22包括移动架221、丝杆222和电机223,移动架221设置在第一容纳腔213内,料盘放置在移动架上,丝杆分别与丝杆与电机连接。
39.在本实施例中,上料组件2和下料组件3的结构相同。下料组件 3包括下料框架31和下料驱动组件32,下料框架31通过四个第二限位杆311组成,四个第二限位杆311围成的第二容纳腔312对料片进行限位,下料驱动组件32驱动料盘沿第二限位杆311的轴向移动。下料驱动组件32采用电机驱动丝杆转动,从而带动移动架移动。上料驱动组件22驱动料盘移动的方向与下料驱动组件32驱动料盘移动的方向相反,使得上料组件1中的移动架的移动方向和下料组件2中的移动架的移动方向相反。上料组件2和下料组件2分别位于在安装台的同一侧上从而减少下料组件2所占用的长度,从而减少焊锡装置的整体的长度。
40.移动组件4用于对料盘或放置至料盘上的线圈进行输送。移动组件4包括固定架41、料盘搬运组件42、夹爪组件43和水平移动组件 44,固定架41设置在安装台1上,料盘搬运组件42、夹爪组件43和水平移动组件44分别设置在固定架41上,料盘搬运组件42、夹爪组件43和水平移动组件44位于安装台41的上方。水平移动组件44分别驱动料盘搬运组件42和夹爪组件43沿水平方向移动,料盘搬运组件42位于夹爪组件43和上料组件2之间。
41.料盘搬运组件42用于将上料组件2上的料盘移动至检测组件5上,或者将在检测组件5上完成检测的料盘移动至下料组件3进行下料。
42.料盘搬运组件42包括两个夹子组件45、安装件46和夹子驱动组件47,两个夹子组件45分别设置在安装件46朝向安装台1的侧壁上,便于夹子组件45夹取到安装台1上的物料。夹子驱动组件47驱动安装件46沿竖直方向移动,在本实施例中,夹子驱动组件47包括电机 471和丝杆472,丝杆472沿竖直方向延伸,丝杆472连接安装件46,电机471驱动丝杆472
转动带动安装件46移动,从而带动夹子组件 45沿竖直方向移动。
43.夹子组件45包括第一夹子块451、第二夹子块452和双向气缸453,第一夹子块451和第二夹子块452分别与双向气缸453连接,双向气缸453驱动第一夹子块451朝向或远离第二夹子块452移动,并且双向气缸453驱动第二夹子块452朝向或远离第一夹子块451移动;从而实现从上料组件2处夹取料盘,并且将料盘放置在检测组件5处,并且最后将料盘输送至下料组件3处。第一夹子块451朝向第二夹子块452的侧壁和第二夹子块452朝向第一夹子块451的侧壁上分别凸起设置有多个支撑块454,支撑块454沿水平方向延伸。在夹子组件45夹紧料盘时,支撑块454支撑料盘,保证夹子组件45夹紧料盘的稳固性。在本实施例中,安装件46上设置有两个夹子组件45,一个夹子组件45用于将料盘从上料组件2移动至检测组件5,另一夹子组件45用于将料盘从检测组件5移动至下料组件3。
44.参见图3,检测组件5用于对料盘上的每一个线圈放置位进行检测,检测该线圈放置位上是否放置有线圈,以提高线圈生产精度。料盘搬运组件45在上料组件2与检测组件5之间移动。检测组件5包括料盘放置架51、放置架驱动组件52和传感器组件53,传感器组件53 包括安装杆530和安装杆驱动组件531,安装杆530上设置有传感器 532,传感器532位于料盘放置架51的上方,安装杆驱动组件531驱动安装杆530在在水平面沿第一方向x移动;放置架驱动组件52驱动料盘放置架51在水平面沿第二方向y移动,其中第一方向x和第二方向y垂直。安装杆驱动组件532驱动安装杆530沿第一方向x移动,放置架驱动组件52驱动料盘放置架51在水平面沿第二方向y移动,安装杆530的移动和料盘放置架51的移动相配合下,安装杆530上的传感器532能够更加全面地对料盘上的每一个线圈放置位进行检测,保证生产精度。
45.在本实施例中,传感器532为光纤传感器;安装杆驱动组件531 还包括安装杆安装架533、第一轨道534、滑块535和第二轨道536,第一轨道的延伸方向与第二轨道延伸方向垂直,安装杆沿第二轨道的延伸方向移动,第二轨道设置在滑块535上。安装杆安装架533上设置有沿第一方向x延伸的第一轨道534,第一轨道534上配合连接有滑块535,气缸驱动滑块535沿轨道534的延伸方向移动,第一轨道 534的延伸方向与第一方向x平行。放置架驱动组件52包括沿第二方向y延伸的轨道521和气缸,料盘放置架51与轨道521配合连接,气缸驱动料盘放置架51沿第二方向y延伸的轨道521移动。安装杆驱动组件531驱动安装杆530沿第一方向x移动,放置架驱动组件52驱动料盘放置架51在水平面沿第二方向y移动,安装杆530的移动和料盘放置架51的移动相配合下,安装杆530上的传感器532能够更加全面地对料盘上的每一个线圈放置位进行检测,保证生产精度
46.料盘放置架51上沿料盘放置架的周向凸起有限位侧板511,限位侧板511上设置有第一气缸512和第二气缸513,第一气缸512和第二气缸513设置在料盘放置架51的同一侧,第一气缸512的作用方向和第二气缸513的作用方向均朝向料盘放置架51内。当料盘放置在料盘放置架51内,在第一气缸512和第二气缸513的驱动作用和限位侧板511的配合下,将料盘夹紧在料盘放置架51内,实现料盘在料盘放置架51内的定位,保证检测的精度。
47.夹爪组件43用于取放料盘上的变压线圈,便于对变压线圈进行移动。参见图4和图5,夹爪组件43包括夹块组件431、转动驱动组件 432和转动检测组件433,夹块组件431包括第一安装架4310、第一夹块4311、第二夹块4312和夹块驱动组件4313,第一夹块4311、第二夹块4310和夹块驱动组件4313设置在第一安装架4310上,夹块驱动组件4313驱动第一夹块
4311朝向或远离第二夹块4312移动。其中第一夹块4311可为一个,或者第一夹块4311中包括多个小夹块,多个小夹块通过连接板连接形成一个第一夹块。在本实施例中,第一安装架上设置有容纳腔和夹块开口,夹块开口位于容纳腔与安装台的安装端面之间,容纳腔与夹块开口连通。第一夹块4311与第二夹块4312 分别位于容纳腔内,第一夹块4311的一端和第二夹块4312的一端分别穿过夹块开口,便于第一夹块4311与第二夹块4312夹取变压线圈。
48.夹块驱动组件4313包括驱动装置4314和定位块4315,驱动装置 4314设置在容纳腔外,第一安装架4310上设置有定位槽4316,定位块4615设置在定位槽4316内,驱动装置4314驱动定位块4315朝向或远离容纳腔移动。在夹块驱动组4313件驱动第一夹块4311朝向或远离第二夹块4312移动时,定位块4315始终位于定位槽4316内,从而对第一夹块4311的移动方向进行固定,避免第一夹块4311出现移动方向的偏移。在本实施例中,驱动装置4314为驱动气缸。
49.转动驱动组件432用于驱动夹块组件旋转,转动驱动组件432包括旋转驱动装置4321、传动带4322和传动轮4323,旋转驱动装置4321 通过传动带4322和传动轮4323与第一安装架4310连接,旋转驱动装置4321驱动第一安装架4310转动。转动检测组件433包括转动片4331 和至少两个光电传感器4332,转动片4331与第一安装架4310连接,第一安装架4310的转动带动转动片4331转动。光电传感器4332朝向转动片4331设置有凹槽4333,转动片4331的外周边缘线呈弧形,转动片4331可经过光电传感器4332的凹槽4333内,相邻的两个光电传感器4332之间的距离的长度大于转动片4331的外周边缘线的长度。夹块驱动组件4313驱动第一夹块4311朝向或远离第二夹块4312移动,实现夹块组件431取放线圈的功能,由于第一夹块4311、第二夹块4312 和夹块驱动组件4313设置在第一安装架4310上,当转动驱动组件432 驱动第一安装架4310转动时,带动第一安装架4310上的第一夹块4311、第二夹块4312和夹块驱动组件4313转动,从而实现夹块组件431的转动,便于在实际生产过程中,夹块组件431能够根据需求进行转动,使得线圈加工更加精密;在夹块组件431转动的过程中,转动片4331 转动经过其一光电传感器4332,通过两个相邻的光电传感器4332控制转动片4331转动的角度,从而控制夹块组件431的转动的范围。
50.夹爪组件43包括定位组件434,定位组件434包括气缸4341和卡合块4342,卡合块4342上沿卡合块4342的周向设置有多个卡槽 4343,相邻的两个卡合块4342之间的间距相等,卡合块4342与转动片4331同步转动,气缸4341的驱动杆的轴向自由端卡入其一卡槽4343 内。在转动片4331转动的时候,在夹块组件431转动到一定角度时,气缸4341的驱动杆的轴向自由端卡入卡槽4343内,使得夹块组件431 转动后的位置固定,不易发生偏移,使得夹块组件431能够更加稳定地进行工作。卡槽4343的朝向气缸4341的开口的宽度大于卡槽4343 的底部的宽度;气缸4341的驱动杆的轴向自由端的径向宽度沿朝向卡槽4343的方向逐渐减小。卡槽4343的宽度从底部至开口逐渐增大,而气缸4341的驱动杆的径向宽度逐渐减小,使得气缸4341的驱动杆更加容易且精确地插入卡槽4343内。
51.夹爪组件43包括第二安装架435和竖直移动驱动组件436,夹块组件431、转动驱动组件432和转动检测组件433分别设置在第二安装435上,竖直移动驱动组件436驱动第二安装架435沿竖直方向移动。
52.在本实施例中,水平移动组件44驱动料盘搬运组件42和夹爪组件43沿第一方向x移动,水平移动组件44包括安装板441、丝杆442 和电机443,料盘搬运组件42和夹爪组件43
分别安装在安装板441 上,丝杆442连接安装板441,电机443驱动丝杆442转动。
53.夹爪清洗组件3设置在检测组件5和助焊剂组件7之间,夹爪清洗组件3用于清洗夹爪。参见图6和图7,夹爪清洗组件6包括酒精槽61、刷子组件62和盖板组件63,酒精槽61用于装有酒精,酒精槽 61上可设置有液位传感器611。刷子组件62包括移动板621和移动板移动组件622,酒精槽61朝向移动组件4的一侧上设置有开口612,移动板621的一端通过开口612伸入酒精槽61内,移动板驱动组件 622驱动移动板621沿酒精槽61的长度方向和高度方向移动。移动板 621位于酒精槽61内的一端中朝向开口612的侧壁上设置有刷子623。移动组件4上的夹爪组件移动至酒精槽61内,移动板621上的刷子 623通过来回移动将夹爪组件42上的残留的锡清洗干净。
54.在本实施例中,移动板驱动组件包括水平移动块、水平驱动组件和竖直驱动组件,水平驱动组件622包括电机和丝杆624,电机驱动丝杆624转动,水平驱动组件622驱动水平移动块625沿酒精槽61的长度方向移动,由于移动板621设置在水平移动块625上,从而实现移动板621沿酒精槽61的长度方向移动。水平移动块625背离酒精槽 61的侧壁上设置有气缸626和轨道627,轨道627的延伸方向与竖直方向平行,基于安装台1的安装端面10,酒精槽61的高度方向与竖直方向平行,气缸626驱动移动板621沿轨道627的延伸方向移动。水平移动块625背离酒精槽61的侧壁上还设置有第一限位块628和第二限位块629,第一限位块628和第二限位块629沿轨627的延伸方向共线设置,移动板621朝向第一限位块628的侧壁上设置有第三限位块620,第三限位块620在第一限位块628和第二限位629之间移动,从而限制移动板621在酒精槽61的高度方向上的位移。
55.盖板组件63包括盖板631和盖板驱动组件632,盖板驱动组件632 设置在酒精槽61的侧壁上,盖板631用于覆盖酒精槽61的开口612,可避免酒精槽61内的酒精挥发导致酒精清洗效果失效;盖板驱动组件632设置在酒精槽61的外侧壁上,盖板驱动组632件驱动盖板631沿酒精槽61的宽度方向移动。酒精槽61的底部设置有隔离网613,酒精槽61的底部连接有连通管614,连通管614与隔离网613上的孔连通,连通管614与隔离网613之间设置有流通槽615。连通管614用于将酒精从酒精槽61的底部将酒精输入至酒精槽61内,隔离网613 的设置对清洗后掉落在酒精槽61内的残留物进行收集,避免阻塞酒精槽61底部的连通管614。
56.助焊剂组件7设置在检测组件5与烘干组件8之间。参见图8和图9,助焊剂组件7包括液体槽71、浸泡块72和助焊移动组件73,助焊移动组件73驱动浸泡块72沿竖直方向内移动,浸泡块72可位于液体槽71内,浸泡块72背离液体槽71的底部的侧壁上设置有吸收布 74。液体槽71用于放置助焊剂,助焊移动组件73驱动浸泡块72在液体槽71内浸泡,浸泡块72上的吸收布74上充分吸收助焊剂,助焊移动组件73驱动浸泡块72移动至液体槽71外,移动组件4驱动骨架移动至吸收布74处,通过吸收布74上助焊剂可避免骨架上有过多的助焊剂,影响焊接效果。
57.在本实施例中,浸泡块72设置在移动架75上,助焊移动组件73 连接移动架75,移动架75朝向液体槽71的侧壁上设置有两个限位块 76,浸泡块72设置在两个限位块76之间,液体槽71相对设置的两侧壁分别位于其中一个限位块76与浸泡块72之间。液体槽71的液体连通管711位于液体槽71的底部。
58.烘干组件8设置在助焊剂组件7和第一焊锡炉组件9之间。参见图10,烘干组件8包括烘干块81、多个烘干通道82和多个热风枪83,烘干块81上设置有出风口811,出风口811分
别与多个烘干通道82 连接,热风枪83可与烘干通道82连接。热风枪83吹出的热风通过烘干通道82从出风口811吹出,对夹爪组件43上的线圈进行烘干,烘干通道82和出风口811的设置可使热风枪83吹出的热风更加集中,烘干效率更高。在本实施例中,烘干通道83呈喇叭形,通过喇叭形状的烘干通道83扩大热风烘干的范围,出风口811的长度可与第一夹块 4311上夹取变压线圈的长度相适应。
59.第一焊锡炉组件9设置在安装台1上,第一焊锡炉组件9包括第一焊锡炉,第一焊锡炉用于装有焊锡液。第二焊锡炉组件13设置在安装台1上,第二焊锡炉组件13包括第二焊锡炉,第二焊锡炉用于装有焊锡液,第一焊锡炉内的焊锡液的温度高于第二焊锡炉内的焊锡液的温度,第一焊锡炉组件设置在烘干组件8和第二焊锡炉组件之间。
60.第一焊锡炉组件的结构和第二焊接炉的结构相同。第一焊锡炉组件的结构可采用公开号为“cn210615450u”、名称为“焊锡机和自动上料扰心焊锡剥皮检测生产线”中锡炉的结构,锡炉上还设置有刮锡机构。
61.将上料组件1和下料组件2设置在安装台1的同一侧上,通过水平移动组件344驱动夹爪组件43和料盘搬运组件42实现料盘和料盘上的线圈的移动,并且水平移动组件344驱动料盘搬运组件42移动至检测组件5,对料盘上是否放有线圈进行检测,再通过水平移动组件 344驱动夹爪组件43带动线圈移动至夹爪清洗组件6进行夹爪上多余的锡液的清洗,然后夹爪组件43带动线圈移动至助焊剂组件7处,对线圈上助焊剂,然后夹爪组件43带动线圈移动至烘干组件8处,将线圈上的助焊剂烘干,完成烘干后夹爪组件43将线圈移动至第一焊锡炉组件9处,对线圈上高温锡液,使得锡液更好地粘附在线圈上,接着将线圈挥动至第二焊锡炉组件13处,对线圈上低温锡液,保证线圈的焊锡效果,最后夹爪组件43将完成焊锡的线圈放回至料盘,料盘搬运组件42将放满线圈的料盘移动至下料组件3,完成下料。
62.最后需要强调的是,以上所述仅为本实用新型的优选实施例,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种变化和更改,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1