等距制孔单元和等距制孔工具的制作方法
1.本实用新型涉及一种用于民用飞行器装配时紧固件孔排列的工具,该工具能够实现在指定长度上自动地等距排列紧固件孔位。
2.具体地,本实用新型涉及一种可变间距的等距制孔单元和包括多个等距制孔单元的可变间距的等距制孔工具。
背景技术:
3.在民用飞行器零件装配时,存在大量的等距排列的紧固件孔,工程图纸在标注时一般给出一排等距排列孔中两端孔位的定位尺寸,然后给出中间紧固件孔个数,装配人员需要自行计算孔的间距。另外,由于在不同的装配位置,等距排列的紧固件孔的间距也不一致,对这类等间距的制孔,目前没有一种可以通用的、针对不同的间距均可以实现等距排孔、辅助制孔(钻孔)的工具。
4.目前对于一排等距排列的紧固件孔,现场大多采用人工计算孔间距,然后手工划线排孔。然而,手工划线的方法存在以下问题:1)人工计算的间距不够精确,当孔数较多时,容易造成孔间距的误差累计;2)手工划线的效率低下,不利于提高装配生产效率。
5.也有极少数情况采用钻模板工装,钻模板工具一旦制造完成,其上的孔间距是固定的,并且只能只用于固定的装配位置,而无法应用于不同间距的等距排列的孔。例如,在由中航沈飞民用飞机有限责任公司于2014年04月18日提交的、题为“轨道式等距垂直制孔器”、授权公告号为cn203830775u的实用新型专利中,公开了一种轨道式等距垂直制孔器,该轨道式等距垂直制孔器包括导轨、钻模滑块和快换衬套。该专利通过导轨上滑道定位钻模滑块实现等距制孔,通过快换衬套达到多种孔径制孔,可以保证重复制孔过程中的高速率、准确性、垂直度及孔的外观质量。然而,如上所述,该等距垂直制孔器只能用于固定的装配位置,对于例如孔间距不同的装配位置可能需要配置不同的钻模板,这显著增加了制孔工具的成本,并且在某些情况下也是不能穷举提供所有尺寸的钻模板的。
6.因此,迫切需要一种能够克服现有技术中的一个或多个缺点的可变间距的等距制孔工具。
技术实现要素:
7.本实用新型的目的是提供一种可变间距的等距制孔工具,该等距制孔工具能够减少人工计算排孔的误差,同时提高了等距制孔操作的效率。
8.根据本实用新型的一方面,提供了一种等距制孔单元,该等距制孔单元包括:
9.框架,框架包括平行的第一侧壁和第二侧壁,以及设置在第一侧壁和第二侧壁之间的底壁,其中,底壁设有在框架的长度方向上延伸的开槽;
10.多个磁力块,多个磁力块由相同的磁性材料制成并且具有相同的形状和尺寸,其中,多个磁力块中的每个磁力块的以磁性相斥关系布置成能够沿着底壁滑动,并且每个磁力块具有垂直于框架的底壁并与开槽对准的通孔;以及
11.压紧装置,压紧装置将多个磁力块可脱开地固定到框架,
12.其中,框架和压紧装置由非磁性材料制成。
13.该等距制孔单元使用时,只需要确定一排孔两端的两个孔位以及中间的孔数,并将两端的磁力块与两端的两个孔位对准固定,就可以使得以磁性相斥关系布置的中间的若干磁力块在底壁上滑动。由于每个磁力块的形状和尺寸相同,每块磁力块产生的相互排斥力大小相等。此时在磁力块相互排斥力的作用下,位于中间的磁力块会自动等距排列,即,各个磁力块之间等距地间隔开,进而使得每个磁力块上的通孔自动等距排列。此时借助夹紧装置将各磁力块固定就位,从而能够以较小的误差辅助制孔操作。另外,通过这种等距制孔单元,只需要按照实际需要制孔的紧固件孔的数目,布置相应数量的磁力块即可,极大地提高了孔的定位精度和制孔操作的效率。
14.根据本实用新型的上述方面,较佳地,为了使等距制孔单元具有更好的磁性相斥性能,以提高等距定位的精度,多个磁力块中的每个磁力块由汝铁硼磁性材料制成。
15.根据本实用新型的上述方面,较佳地,为了方便在磁力块等距定位后直接进行制孔操作,该等距制孔单元还可以包括钻模套,钻模套设置在多个磁力块的通孔中。
16.根据本实用新型的上述方面,较佳地,压紧装置可以包括沿框架的长度方向延伸的挡板和紧固件,紧固件能够借助垂直于第二侧壁的表面延伸的螺纹孔迫使挡板压靠多个磁力块中的每个,以便能够在磁力块等距定位后以结构可靠而简单的方式实现磁力块的固定。
17.根据本实用新型的上述方面,较佳地,压紧装置还可以包括复位构件,复位构件设置在挡板和第二侧壁之间,并且在挡板上施加朝向第二侧壁的初始作用力。从而使得在不需要固定磁力块时,挡板与磁力块间隔开,以尽可能降低可能阻碍磁力块之间的弹性斥力的摩擦力。
18.根据本实用新型的上述方面,较佳地,压紧装置包括沿框架的长度方向延伸的挡板和紧固件,并且第二侧壁包括垂直于第二侧壁的表面突出的突出部,其中,突出部具有带螺纹的中空开口,并且挡板包括抵接部,抵接部能够容纳在中空开口中,并且紧固件能够紧固到中空开口以压靠抵接部。通过这种结构,能够降低挡板和第二侧壁之间的距离要求(例如,为了容纳其间的复位构件),为挡板与磁力块的脱开和压紧操作提供足够的操作空间,并确保压紧操作的可靠性。
19.根据本实用新型的上述方面,较佳地,为了尽可能小地降低磁力块与底壁之间的摩擦,同时使加工制造成本足够低,框架的底壁与多个磁力块接触的表面的表面粗糙度在ra0.8
‑
ra0.2之间,并且多个磁力块与底壁接触的表面的表面粗糙度在ra0.8
‑
ra0.2之间。
20.根据本实用新型的上述方面,较佳地,框架还可以包括具有凹形接口的第一端和具有凸形接口的第二端,并且凹形接口能够形状配合到凸形接口。这样,多个等距制孔单元能够快速地附连到一起,形成更大长度的等距制孔工具,以根据需要制孔的结构件的长度进行拼接,从而极大地提高了等距制孔工具的使用范围并进一步提高了操作效率。
21.根据本实用新型的上述方面,较佳地,为了在确保连接可靠性的同时尽可能降低加工成本,凹形接口可以成形为燕尾槽,而凸形接口可以成形为燕尾榫,以相互配合形成榫卯结构。
22.根据本实用新型的一方面,提供了一种可变间距的等距制孔工具,等距制孔工具
包括如上方面所述的等距制孔单元,并且等距制孔单元通过凸形接口和凹形接口连接在一起,以形成组合式等距制孔工具。
23.综上所述,根据本实用新型的非限制性实施例的等距制孔单元能够减少人工计算排孔的误差,且间距根据实际需要可变,同时提高了等距制孔操作的效率。而根据本实用新型的等距制孔工具能够由多个等距制孔单元拼接而成,能够具有更广泛的使用范围。由此可见,该等距制孔单元和等距制孔工具实现了预期的目的。
附图说明
24.为了进一步说明根据本实用新型的可变间距的等距制孔单元和等距制孔工具,下面将结合附图和具体实施方式对本实用新型进行详细说明,附图中:
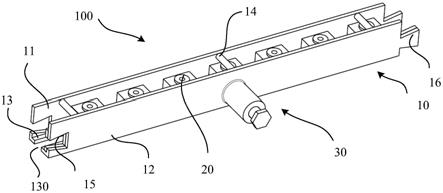
25.图1是根据本实用新型的非限制性实施例的等距制孔单元的示意性立体图;
26.图2是图1所示的等距制孔单元的示意性侧视图;
27.图3是图1所示的等距制孔单元的示意性俯视图;
28.图4是通过图3的线a
‑
a的等距制孔单元的示意性剖视图;
29.图5是图1所示的等距制孔单元的示意性立体图,其中,部分结构剖开以更好地示出内部结构;
30.图6是根据本实用新型的非限制性实施例的磁力块的示意性立体图,该磁力块带有插入其中的钻模套并且部分剖开以更好地示出内部结构;以及
31.图7是根据本实用新型的非限制性实施例的等距制孔工具的示意性立体图。
具体实施方式
32.应当理解,除非明确地指出相反,否则本实用新型可以采用各种替代的取向和步骤顺序。还应当理解,附图中所示及说明书中所述的具体装置仅是本文公开和限定的发明构思的示例性实施例。因而,除非另有明确的声明,否则所公开的各种实施例涉及的具体引导路径、方向或其它物理特征不应被视为限制。
33.下面结合附图具体说明本实用新型的等距制孔单元100和可变间距的等距制孔工具1000。
34.图1是根据本实用新型的非限制性实施例的等距制孔单元100的示意性立体图。如图所示,该等距制孔单元100可以包括:框架10、多个磁力块20和压紧装置30。
35.在该示例中,框架10包括平行的第一侧壁11和第二侧壁12,以及设置在第一侧壁和第二侧壁之间的底壁13,其中,底壁13设有在框架10的长度方向上延伸的开槽130。另外,该框架10还可以包括横杆14,横杆14在框架10的顶部处将第一侧壁11和第二侧壁12刚性地连接在一起以确保框架10的整体刚度。在该示例中,每个框架10设有3条横杆14,并且横杆的宽度尽可能地销,以免妨碍制孔操作。较佳地,每个框架10设有2条横杆14,例如设置在框架10的两端处。当然,本领域技术人员能够设想其它的附连结构,以确保框架的结构刚度。
36.继续参考图1,框架10还可以包括具有凹形接口的第一端15和具有凸形接口的第二端16,并且凹形接口能够形状配合到凸形接口。如图所示,凹形接口成形为燕尾槽,而凸形接口成形为燕尾榫,从而能配合到一起以形成榫卯结构。应当理解,虽然附图中示出燕尾槽形式的凹形接口和燕尾榫形式的凸形接口,但是本领域技术人员可以设想其它的接口形
式,只要使得框架10的第一端15能够配合连接到第二端16即可。
37.图2和图3分别是图1所示的等距制孔单元100的示意性侧视图和俯视图。如图所示,第一侧壁11、第二侧壁12和底壁13的内表面分别是平直光滑的,并且封围成凹形的导轨,多个磁力块20容纳在其中并能够在底壁13的内表面上自由滑动,例如在框架10的长度方向上。
38.多个磁力块20中的每个磁力块20由相同的磁性材料制成并且具有相同的形状和尺寸,例如,附图中所示的方形的形状,并且其宽度对应于第一侧壁11和第二侧壁12之间的距离。在替代实施例中,其它形状也是可能的,只要使得每个磁力块20能够接纳在框架10中并能够具有相互相等的磁性斥力以沿着框架10自由滑动即可。
39.在使用时,将多个磁力块20中的每个磁力块20的以磁性相斥关系布置,使得每个磁力块20能够沿着底壁13滑动,并且每个磁力块20具有垂直于框架10的底壁13并与开槽130对准的通孔21。在较佳的实施例中,等距制孔单元100还可以包括钻模套40,钻模套40例如可以设置在多个磁力块20的通孔21中,以辅助制孔操作。如图6中以部分剖视图更详细地示出的,该钻模套40的外径对应于通孔21的内径,并且具有凸台部分,以便于钻模套40的安放和更换。按照本发明的构思,通常,在每个磁力块20已经滑动就位后再放置钻模套40,以确保等距制孔单元100的定位精度。
40.另外参考图4和图5,根据本实用新型的非限制性实施例的等距制孔单元100还可以包括压紧装置30,该压紧装置30用于将多个磁力块20可脱开地固定到框架10,例如,当每个磁力块20借助磁性在底壁13上滑动就位时,可以通过该压紧装置30将每个磁力块20相对于框架10压紧,以防止在使用中磁力块20的位置发生变化。
41.如本文所用,术语“可脱开地固定”是指压紧装置30根据使用的情况,在放入磁力块20时,压紧装置脱开,以允许磁力块30沿着底壁13自由滑动,而当磁力块20完成彼此之间的等距定位时,将每个磁力块30压紧,以防止它们在使用期间移动。而当需要用于不同间距的其余孔的操作时,压紧装置30能够再次脱开,使得磁力块20能再次相对于彼此移动。
42.较佳地,框架10的底壁13与多个磁力块20接触的表面的表面粗糙度在ra0.8
‑
ra0.2之间,并且多个磁力块20与底壁13接触的表面的表面粗糙度在ra0.8
‑
ra0.2之间。以便一方面尽可能小地降低磁力块20与底壁13之间的摩擦力,以提高等距定位精度;另一方面不会导致加工成本显著增加。在替代实施例中,可以根据需要在磁力块20与底壁13之间提供诸如润滑油之类的润滑介质,以进一步降低其间的摩擦力。
43.作为非限制性实施例,在使用时,可以将框架10放置于需要等距制孔的位置,然后将与制孔数量相同的磁力块20依次放入框架10中,放入时相邻两块磁力块20的磁极相反,此时相邻的磁力块20之间为相互排斥的力。放置完成后进行调整,将两端的两个磁力块20与需要等距制孔两端的两个孔固定,由于磁力块20的材料相同,体积相同,故每块磁力块20产生的相互排斥力大小相等,此时在磁力块相互排斥力的作用下,位于中间的磁力块20会自动等距排列。然后借助压紧装置30将磁力块20相对于框架10压紧就位,最后可以通过磁力块20上的通孔21(以及附加的钻模套40)进行制孔,实现等距制孔的功能。
44.例如,当需要辅助制孔的数量为3个时,可以将3个磁力块20依次放入框架10中,放入时相邻两块磁力块20的磁极相反,然后将两端的2个磁力块20与需要等距制孔两端的2个孔固定,例如借助螺纹紧固件等,那么中间的磁力块20将居中地定位在两端的2个磁力块之
间,从而形成等距间隔开的3个磁力块20,此时将它们固定后就可以用于辅助制孔,例如借助插入通孔21中的钻模套40。在较佳实施例中,用于等距制孔单元100的钻模套40可以均具有相同的外径,以便匹配通孔21的内径,而钻模套40的内径可以根据要制作的孔的内径而不同,以便根据需要选取。
45.应当注意,在该实施例中,较佳地,框架10和压紧装置30由非磁性材料制成,以免影响磁力块20之间的磁性作用力。作为示例,可用的非磁性材料例如是铝、铜、钛等有色金属及其合金或者可以是各种具有一定结构强度的复合材料。并且可以采用本领域已知的任何加工方法进行制作,例如模制后进行机加工,并通过磨削等表面精制工艺将底壁30的表面加工至期望的粗糙度和/或平面度,期望的粗糙度例如为如上所述的ra 0.8
‑
ra0.2.
46.另外,更佳地,多个磁力块20中的每个磁力块由汝铁硼磁性材料制成。例如,该磁力块可以通过传统的制造方法制成,通过将符合性能要求的氧化铁粉添加合适的添加剂后,利于预定尺寸规格的模具在压机上压制成型为湿坯、将坯料烧结,并且然后磨削至期望的尺寸要求。使得为等距制孔单元100配套的每个磁力块20具有相同的形状、尺寸、重量和粗糙度和/或平面度要求。作为较佳实施例,磁力块20为方向的,以便具有更规则的磁场和磁力线分布,以有助于更精确地进行等距定位。
47.作为非限制性实施例,压紧装置30可以包括沿框架10的长度方向延伸的挡板31和紧固件32,紧固件32能够借助垂直于第二侧壁12的表面延伸的螺纹孔120迫使挡板31压靠多个磁力块20中的每个。较佳地,压紧装置30还可以包括复位构件34,复位构件34设置在挡板31和第二侧壁12之间,并且在挡板31上施加朝向第二侧壁12的初始作用力。较佳地,该复位构件34为压缩弹簧,并且该压缩弹簧的两端分别附连到挡板31和第二侧壁12,并且在弹簧的初始状态中挡板31与磁力块20间隔开,并且当压紧装置30起作用时,例如在紧固件32的作用下使挡板31压靠多个磁力块20时,该压缩弹簧在挡板31上施加朝向第二侧壁12的弹性作用力。然而应当理解,本领域技术人员可以采用任何合适的弹性元件来用作复位构件34。
48.根据本实用新型的另一较佳实施例并且参照图4和图5,压紧装置30可以包括沿框架10的长度方向延伸的挡板31和紧固件32,并且第二侧壁12包括垂直于第二侧壁12的表面突出的突出部121,其中,突出部121具有带螺纹的中空开口122,并且挡板31包括抵接部310,抵接部310能够容纳在中空开口122中,并且紧固件32能够紧固到中空开口122以压靠抵接部310。同样地,在该替代实施例中,可以设置如上所述的复位构件34,并且由于中空开口122中的更大的空间,复位构件34可以具有更多的选择,并且在尺寸上也可以更大,从而提供更大的弹性作用力。
49.应当理解,附图中所示的压紧装置30的具体实施例仅是为了说明压紧装置30的工作原理,本领域技术人员可以替代地采用各种压紧装置,例如通过弹性卡合件的压紧,以及气动或液压形式的压紧等。并且在具有气动或液压压紧装置的替代实施例中,可以自动地控制压紧操作(例如经由电动控制的阀等),以进一步提高制孔效率。
50.还应当理解,附图中示出的实施例省略了一些具体的结构细节,以更好地示出本发明的构思。例如,如本领域普通技术人员已知的,在框架10和钻套模40中均可以设置有排屑部,以便于将钻孔期间产生的材料碎屑即使排出,并且框架10还可以设有附加的附连结构,以便在钻孔期间,将该等距制孔单元100方便地附连到待制孔的例如飞行器的相应结
构。
51.根据本实用新型的较佳实施例并且参照图7,可以将多个等距制孔单元100通过凸形接口和凹形接口连接在一起,以形成组合式可变间距的等距制孔工具1000。该等距制孔工具1000能够根据需要制孔的结构的总长度,合理选择等距制孔单元100的数量,并且根据需要制孔的孔的数量合理选择磁力块20的数量,以实现可变间距的等距制孔辅助。应当注意,此时,多个框架10中的每个具有完全相同的结构,并且多个磁力块20中的每个也具有完全相同的结构(形状、尺寸、重量即表面粗糙度/平面度等),以实现期望的等距定位功能。
52.另外,如本文所用,用于表示顺序的用语“第一”或“第二”等仅仅是为了使本领域普通技术人员更好地理解以较佳实施例形式示出的本实用新型的构思,而非用于限制本实用新型。除非另有说明,否则所有顺序、方位或取向仅用于区分一个元件/部件/结构与另一个元件/部件/结构的目的,并且除非另有说明,否则不表示任何特定顺序、安装顺序、方向或取向。例如,在替代实施例中,“第一侧壁”可以用来表示“第二侧壁”并且相反地“第二侧壁”也可以用来表示“第一侧壁”。
53.综上所述,根据本实用新型的实施例的可变间距的等距制孔单元100能够减少人工计算排孔的误差,且间距根据实际需要可变,同时提高了等距制孔操作的效率。而根据本实用新型的可变间距的等距制孔工具1000能够由多个等距制孔单元100拼接而成,能够具有更广泛的使用范围。由此可见,该等距制孔单元100和等距制孔工具1000克服了现有技术中的缺点,实现了预期的发明目的。
54.虽然以上结合了较佳实施例对本实用新型的可变间距的等距制孔单元和等距制孔工具进行了说明,但是本技术领域的普通技术人员应当认识到,上述示例仅是用来说明的,而不能作为对本实用新型的限制。因此,可以在权利要求书的实质精神范围内对本实用新型进行各种修改和变型,这些修改和变型都将落在本实用新型的权利要求书所要求的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1