一种加工件的制作方法
1.本实用新型涉及零件加工技术领域,尤其涉及一种加工件。
背景技术:
2.在对各行业中的零件进行加工时,通常需要使用加工中心机型对各类零件进行加工处理,并进一步通过加工零件的精确度判定加工中心机型是否符合要求。目前,加工零件通常结构较为单一,无法全面体现加工中心机型的各个部位是否合格。
技术实现要素:
3.本实用新型实施例提供一种加工件,以解决现有的加工零件结构单一,无法全面体现加工中心机型的各个部位是否合格。
4.为解决上述技术问题,本实用新型是这样实现的:
5.本实用新型实施例提供了一种加工件,包括:底座、凸台以及n个待加工结构,所述n个待加工结构包括槽、圆弧体、孔、螺纹结构以及柱体,所述n为正整数;
6.其中,所述凸台设于所述底座上,所述n个待加工结构设于所述凸台上。
7.可选地,所述凸台包括第一凸台、第二凸台以及第三凸台,所述第一凸台设于所述底座上,所述第二凸台设于所述第一凸台上,所述第二凸台上设有所述孔和所述螺纹结构,所述第三凸台设于所述第二凸台上,所述槽和所述圆弧体设于所述第三凸台上。
8.可选地,所述第二凸台为四边形凸台,所述第二凸台的第一侧边包括第一子侧边及第二子侧边,所述第一子侧边与所述第二子侧边形成预设角度。
9.可选地,还包括第四凸台,所述第四凸台为菱形台,所述第四凸台设于所述第二凸台上,所述第三凸台设置于所述第四凸台上,且所述第四凸台的每一个菱角与所述第二凸台的一条侧边相对设置。
10.可选地,所述第二凸台包括第一区域和第二区域,所述第四凸台设置于所述第二凸台的第一区域,所述第二区域形成有所述孔,所述孔包括铣孔和镗孔,每一所述铣孔和所述镗孔的两侧设有所述螺纹结构。
11.可选地,还包括第五凸台,所述第五凸台设置于所述第四凸台上,所述第三凸台设置于所述第五凸台上,且所述第五凸台的侧边为曲线。
12.可选地,所述圆弧体包括凸圆弧体和凹圆弧体,所述凸圆弧体形成于所述柱体上。
13.本实用新型实施例中,加工件,包括:底座、凸台以及n个待加工结构,n个待加工结构包括槽、圆弧体、孔、螺纹结构以及柱体,n为正整数;其中,凸台设于底座上,n个待加工结构设于凸台上。这样,通过设有槽、圆弧体、孔、螺纹结构以及柱体的待加工结构,使得该加工件的结构多样化,可以解决现有的加工零件结构单一的问题,可以全面体现加工中心机型的各个部位是否合格,提升加工中中心机型的加工精确度。
附图说明
14.为了更清楚地说明本实用新型实施例的技术方案,下面将对本实用新型实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
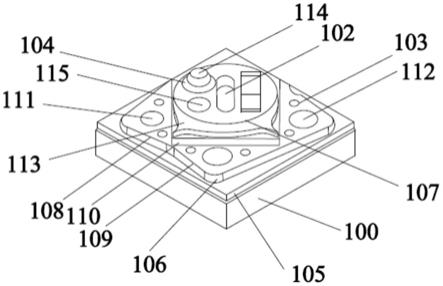
15.图1是本实用新型实施例提供的一种加工件的结构示意图。
16.附图标记:
17.101、底座;102、槽;103、螺纹结构;104、柱体;105、第一凸台;106、第二凸台;107、第三凸台;108、第一子侧边;109、第二子侧边;110、第四凸台;111、铣孔;112、镗孔;113、第五凸台;114、凸圆弧体;115、凹圆弧体。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.参见图1,图1是本实用新型实施例提供的加工件,如图1所示,该加工件包括:底座101、凸台以及n个待加工结构,n个待加工结构包括槽102、圆弧体、孔、螺纹结构103以及柱体104,n为正整数;其中,凸台设于底座101上,n个待加工结构设于凸台上。
20.在该实施方式中,底座101可以是截面为多边形的底座101,例如,正方体、长方体或者梯形体等。槽102可以是长条形的槽102,柱体104可以是斜柱体。此处仅作示例,不做限定,可变换地,在其他可行的实施方式中,还可以在一定程度上调整n个待加工结构的具体结构形态。
21.上述的加工件通过设有槽102、圆弧体、孔、螺纹结构103以及柱体104的待加工结构,使得该加工件的结构多样化,可以解决现有的加工零件结构单一的问题,在采用加工中心机型加工得到上述加工件的过程中,由于加工件的每一个部位可以对应加工中心机型的一个部位,因此,加工件的结构越复杂,越能体现加工中心机型的精度。在该实施方式中,通过上述的n个待加工结构可以全面体现加工中心机型的各个部位是否合格,提升加工中中心机型的加工精确度。
22.可选地,凸台包括第一凸台105、第二凸台106以及第三凸台107,第一凸台105设于底座101上,第二凸台106设于第一凸台105上,第二凸台106上设有孔和螺纹结构103,第三凸台107设于第二凸台106上,槽102和圆弧体设于第三凸台107上。
23.其中,第一凸台105的形状可以和底座101的形状一致,换言之,第一凸台105可以是截面为多边形的第一凸台105,例如,正方体、长方体或者梯形体等。第二凸台106可以为四边形凸台,第三凸台107可以是圆形凸台。
24.具体而言,可以将孔和螺纹结构103设于第二凸台106上,将槽102和圆弧体设于第三凸台107上。这样,设置有三个凸台,将待加工结构设于不同的凸台上,可以增加加工件的复杂程度,能更加全面的体现用于加工该加工件的加工中心机型的精确度。
25.可选地,第二凸台106为四边形凸台,第二凸台106的第一侧边包括第一子侧边108
及第二子侧边109,第一子侧边108与第二子侧边109形成预设角度。
26.在该实施方式中,预设角度可以是大于90
°
的角度,例如,第一子侧边108与第二子侧边109形成160
°
的角度。此处仅作示例,不做限定。在其他可行的实施方式中,预设角度还可以是其他度数的角度。但不论其作何变换,都在本技术实施方式的保护范围之内。
27.可选地,加工件还包括第四凸台110,第四凸台110为菱形台,第四凸台110设于第二凸台106上,第三凸台107设置于第四凸台110上,且第四凸台110的每一个菱角与第二凸台106的一条侧边相对设置。
28.具体而言,在第二凸台106上设置第四凸台110,且将第三凸台107设置于第四凸台110上,可以使得凸台的结构更多层化。此外,将第四凸台110设置为菱形台,且第四凸台110的每一个菱角与第二凸台106的一条侧边相对设置,这样,可以更全面的体现加工中心机型的各部位的精确度。
29.可选地,第二凸台106包括第一区域和第二区域,第四凸台110设置于第二凸台106的第一区域,第二区域形成有孔,孔包括铣孔111和镗孔112,每一铣孔111和镗孔112的两侧设有螺纹结构103。
30.可理解地,第四凸台110的面积小于第二凸台106的面积,在第二凸台106的第二区域上形成铣孔111和镗孔112,可以体现在加工过程中,加工中心机型的定位每一个铣孔111和镗孔112的精度。
31.具体而言,螺纹结构103可以是米制螺纹,例如m8螺纹结构103或者m2螺纹结构103。在加工的过程中,螺纹结构103通过加工中心机型的z轴钻孔形成,因此,设置螺纹结构103可以体现加工中心机型的z轴钻孔的精度是否符合要求。
32.可变换的,在另一个可行的实施方式中,螺纹结构103还可以通过加工中心机型的攻丝插补形成,因此,设置螺纹结构103还可以体现加工中心机型的z轴钻孔的精度是否符合要求。
33.可选地,加工件还包括第五凸台113,第五凸台113设置于第四凸台110上,第三凸台107设置于第五凸台113上,且第五凸台113的侧边为曲线。
34.在该实施方式中,第五凸台113的侧边为曲线,也即,第五凸台113存在一定的轮廓度,通过第五凸台113的轮廓度,可以更全面的体现加工中心机型的各部位的精确度。
35.可选地,圆弧体包括凸圆弧体114和凹圆弧体115,凸圆弧体114形成于柱体104上。
36.可理解地,凸圆弧体114和凹圆弧体115可以基于加工中心机型的z轴反向间隙形成,因此,通过设置凸圆弧体114和凹圆弧体115可以体现加工中心机型的z轴反向间隙是否符合要求。此外,柱体104上可以基于加工中心机型的多轴联动螺旋插补形成,这样,将凸圆弧体114形成于柱体104上,可以增加加工件的复杂度,在体现加工中心机型的z轴反向间隙是否符合要求的同时,确定加工中心机型的多轴联动螺旋插补是否符合要求。
37.在一些可行的实施方式中,可以通过采用三坐标仪检测加工件,从而判断加工件是否符合加工要求,然后基于加工件的每一个部位与加工中心机型的每一个部位一一对应,从而判识加工中心机型是否符合要求。
38.其中,三坐标仪在检测加工件时的步骤如下。
39.三坐标仪获取加工件的目标位置的目标尺寸;
40.根据目标尺寸与预设的尺寸,确定目标尺寸对应的目标位置是否符合加工要求;
41.在目标位置不符合加工要求的情况下,根据预设的映射关系确定待测的加工中心机型上与目标位置对应的不合格位置。
42.具体地,三坐标仪在检测加工件时,获取加工件的目标位置的目标尺寸作为检验值,根据符合要求的加工件的尺寸确定预设的尺寸作为标准值,然后,比较检验值和标准值,进一步确定加工件的目标位置是否合格。
43.在一个可行的实施方式中,在对第一凸台、第二凸台的第一侧面、第四凸台、第五凸台、圆弧体进行检测时,检验值和标准值的对比情况如下表1所示。
44.表1检验值和标准值的对比情况表
[0045][0046][0047]
如表1所示,在对目标位置,例如第一凸台、第二凸台的第一侧面、第四凸台、第五凸台、圆弧体进行检测时,可以比较检验值和标准值确定各目标位置是否符合要求。
[0048]
此外,在一些可行的实施方式中,待加工结构和加工中心机型的部位之间的对应关系可以如下表2所示。
[0049]
表2待加工结构和加工中心机型的部位之间的对应关系表
[0050][0051][0052]
根据上述表2可知,每一个待加工结构对应加工中心机型的一个部位,可以根据加工件的待加工结构是否符合要求,确定加工中心机型的对应部位是否符合要求。
[0053]
上面结合附图对本实用新型的实施例进行了描述,但是本实用新型并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本实用新型的启示下,在不脱离本实用新型宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本实用新型的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1