一种用于铜排线焊接夹持装置的制作方法
1.本实用新型涉及变压器技术领域,尤其涉及一种用于铜排线焊接夹持装置。
背景技术:
2.现有在铜排线焊接过程中,往往采用固定装置将两个待焊接的铜排线固定住,如图1所示,人工将两个待焊接的铜排线放置在焊接板上,然后用两个压板将两个铜排线的焊接部压住进行焊接。这种操作方式存在以下的弊端,用压板将两个待焊接的铜排线压住进行焊接,在焊接过程中容易发生铜排线移位的情况,造成焊接不齐和焊接不牢固,这样焊接出来的铜排线存在质量缺陷,浪费人力并且造成材料的浪费。
技术实现要素:
3.本实用新型提供一种用于铜排线焊接夹持装置,以解决铜排线焊接不齐和焊接不牢造成人力和材料浪费的技术问题。
4.本实用新型是通过如下措施实现的:
5.一种用于铜排线焊接夹持装置,包括基座,所述基座上设置有支撑杆,所述支撑杆顶部设置有焊接板,所述焊接板上设置有压板机构,所述焊接板上设置有夹持机构,所述夹持机构内设置待焊接的铜排线,所述夹持机构上设置有驱动机构,所述驱动机构控制所述夹持机构对待焊接的铜排线进行夹持或者释放。
6.优选的,所述焊接板两端设置有底座,所述底座上设置所述夹持机构。
7.优选的,所述夹持机构包括丝杆,所述丝杆两端设置有旋向相反的外螺纹,所述丝杆两端架设在所述底座上,所述丝杆两端设置有夹板,所述夹板穿设在所述丝杆两端旋向相反的外螺纹上,所述夹板上设置有与所述丝杆外螺纹对应的内螺纹,所述夹板设置在所述底座之间,所述底座上端设置有凸台,所述凸台上设置有导向杆,所述夹板上设置有导向孔,所述导向杆穿设在所述导向孔内。
8.优选的,所述丝杆一端向所述底座外侧延伸形成延伸部,所述延伸部设置所述驱动机构。
9.优选的,所述驱动机构设置在与所述压板机构相对的一侧,所述驱动机构包括单槽皮带轮,所述单槽皮带轮设置在所述丝杆的延伸部,所述焊接板上设置有固定座,所述固定座上设置有转轴,所述转轴的轴线与所述丝杆的轴线平行,所述转轴贯穿所述固定座两端部设置在固定座外侧,所述转轴的其中一端部设置有双槽皮带轮,所述双槽皮带轮与所述单槽皮带轮之间绕装有同步带,所述转轴的另一端设置有电机,所述电机设置在所述焊接板上。
10.优选的,所述焊接板上设置有安装孔,所述安装孔上螺栓设置所述压板机构。
11.优选的,所述压板机构包括压板以及螺栓,所述压板上设置有通孔,所述螺栓包括头部以及尾部,所述螺栓头部设置在所述焊接板底端,所述螺栓尾部依次穿过所述安装孔以及通孔,尾部末端设置在所述焊接板上端,所述尾部末端设置有螺母。
12.本实用新型的有益效果:
13.1、本实用新型的夹持机构配合压板机构对待焊接的两个铜排线进行压紧,可以防止待焊接的铜排线发生位移,提高焊接质量,避免了人力和材料浪费。
14.2、本实用新型的夹持机构对待焊接的铜排线具有限位的功能,能防止待焊接的铜排线沿焊缝的方向发生窜动,产生焊接不齐的问题,压板将待焊接的两个铜排线的两端固定住,可以有效的防止焊接不牢固的问题产生。
15.3、丝杆两端设置旋向相反的外螺纹,可以保证两个夹板同时反向移动。
16.4、导向杆的作用具有限位和导向的功能,防止夹板伴随丝杆的旋转而旋转。
17.5、驱动机构驱动丝杆旋转,进而带动夹板方向运动,其中电机为丝杆的旋转提供恒定的动力来源,在单槽皮带轮与双槽皮带轮之间设置同步带,可以保证两个丝杆同步同向旋转。
附图说明
18.图1为现有技术对铜排线进行焊接的结构示意图。
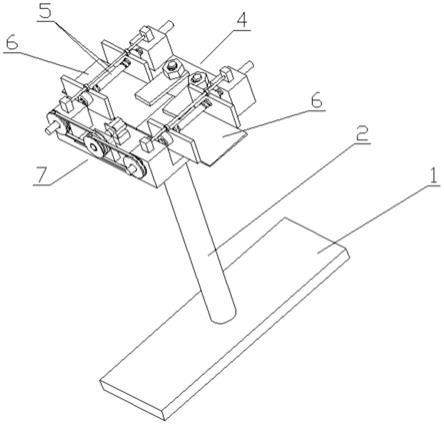
19.图2为本实用新型安装上铜排线后的结构示意图。
20.图3为本实用新型去掉铜排线后的结构示意图。
21.图4为夹板的结构示意图。
22.其中,附图标记为:1、基座;2、支撑杆;3、焊接板;31、底座;4、压板机构;41、压板;42、螺栓;43、螺母;5、夹持机构;51、丝杆;52、夹板;521、导向孔;53、导向杆;6、铜排线;7、驱动机构;71、单槽皮带轮;72、固定座;73、转轴;74、双槽皮带轮;75、同步带;76、电机。
具体实施方式
23.为能清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述。
24.参见图1,一种用于铜排线焊接夹持装置,包括基座1,基座具有承重的作用,基座1上设置有支撑杆2,支撑杆对焊接板进行支撑,并且支撑杆将焊接台支撑到一定的高度,焊接工人不用弯腰就能对铜排线进行焊接。支撑杆2顶部设置有焊接板3,焊接板是为焊接铜排线提供位置场所,并且也为压板机构提供安装位置。焊接板3上设置有压板机构4,压板机构4包括压板41以及螺栓42,压板41上设置有通孔,螺栓42包括头部以及尾部,螺栓42头部设置在焊接板底端,螺栓42尾部依次穿过安装孔以及通孔,尾部末端设置在焊接板上端,尾部末端设置有螺母43。
25.现有技术中,仅仅采用压板对待焊接的铜排线进行焊接,首先,拧松螺母,使压板底部与焊接台台面留有一定的缝隙,在此缝隙中插入待焊接的铜排线,此处优选的,设置两个压板,当拧松螺母后,在两个压板与焊接台之间的缝隙里插入铜排线,然后再拧紧螺母,压板将两个铜排线的焊接部固定住焊接。
26.在压板机构中,螺栓的头部在焊接板底端,而螺栓的尾部依次穿过安装孔以及通孔,在焊接板的上端设置螺母,此种设计便于拧动螺栓,同时便于控制压板与焊接板之间的缝隙。
27.参见图2-图4,焊接板3上设置有夹持机构5,夹持机构5内设置待焊接的铜排线6;
28.焊接板3两端设置有底座31,底座31上设置夹持机构5。
29.夹持机构5包括丝杆51,丝杆51两端设置有旋向相反的外螺纹,丝杆51 两端架设在底座31上,丝杆51两端设置有夹板52,夹板52穿设在丝杆51 两端旋向相反的外螺纹上,夹板52上设置有与丝杆51外螺纹对应的内螺纹,夹板52设置在底座31之间,底座31上端设置有凸台,凸台上设置有导向杆 53,夹板52上设置有导向孔521,导向杆53穿设在导向孔521内。
30.丝杆51一端向底座31外侧延伸形成延伸部,延伸部设置驱动机构7。
31.本实用新型将设置有压板机构的一侧设置成焊接板前侧,设置有驱动机构一端的焊接板的一侧设置成焊接板的后侧,在此优选的,焊接板为方形板,则焊接板包括左端部以及右端部。
32.本实用新型在焊接板的左端部的前侧和后侧各设置一个底座,两个底座上都有通孔,将丝杆的两端穿设在底座的通孔中,将丝杆架设起来,并且在丝杆两端设置夹板,因此此丝杆上设置两个夹板,并且两个夹板方向旋转,当两个夹板相互靠近时,夹紧之间的铜排线,当两个夹板远离时,释放之间的铜排线。同理,在焊接板的右端部设置与左端部相同结构的底座、丝杆以及夹板,目的也是对铜排线进行夹紧和释放。
33.当丝杆旋转时,因此丝杆两端的外螺纹旋向相反,而每个丝杆上的夹板中设置与丝杆外螺纹对应的内螺纹,在导向杆的限制下,两个夹板随着丝杆的旋转沿着丝杆的轴线做直线运动。
34.夹持机构5上设置有驱动机构7,驱动机构7控制夹持机构5对待焊接的铜排线进行夹持或者释放。
35.驱动机构7设置在与压板机构4相对的一侧,驱动机构7包括单槽皮带轮 71,单槽皮带轮71设置在丝杆51的延伸部,焊接板3上设置有固定座72,固定座72上设置有转轴73,转轴73的轴线与丝杆51的轴线平行,转轴73贯穿固定座72两端部设置在固定座外侧,转轴73的其中一端部设置有双槽皮带轮 74,双槽皮带轮74与单槽皮带轮71之间绕装有同步带75,转轴73的另一端设置有电机76,电机76设置在焊接板3上。
36.焊接板3上设置有安装孔,安装孔上螺栓设置压板机构4。
37.启动电机,电机旋转带动转轴旋转,进而电动双槽皮带轮旋转,在同步带的作用下,两个单槽皮带轮同步同向旋转,进而带动两个丝杆同向同步旋转,最终驱动两个夹板反向运动。
38.本实用新型的使用过程:
39.第一步:拧松每个压板上的螺母,将待焊接的铜排线放入压板与焊接板之间的缝隙内;
40.第二步:启动电机,使夹板相互靠近,直到抵靠两个待焊接的铜排线两侧,进而对铜排线进行调整,保证两个铜排线对齐,关闭电机;
41.第三步:当两个待焊接的铜排线对齐后,拧紧螺母,将两个铜排线的焊接部固定住。
42.第四步:对两个铜排线进行焊接。
43.本实用新型未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述,当然,上述说明并非是对本实用新型的限制,本实用新型也并不仅限于上述举例,本技术领域的普通技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换,也应属于
本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1