一种用于单弧双丝埋弧焊焊接装置的制作方法
1.本实用新型属于逆变电源领域,具体涉及一种用于单弧双丝埋弧焊焊接装置。
背景技术:
2.现阶段在埋弧焊焊机领域,常规的大功率单丝单电源埋弧焊已经不能满足要求更高的高效率大熔深的中厚板焊接。为了提高焊接效率,一般都是一味的增大焊接电源功率,或者采用双丝双弧或多丝多弧多电源埋弧焊,这样的改进,虽然也能达到焊接要求,但是给用户带来的却是更多的烦恼。比如,设备成本的成倍增长,操作空间的安排,操作者技能的提升,生产成本的提升等等的诸多问题。
技术实现要素:
3.针对现有技术中的上述不足,本实用新型提供的一种用于单弧双丝埋弧焊焊接装置解决了多台设备占用空间大,接线方式复杂的问题。
4.为了达到上述发明目的,本实用新型采用的技术方案为:一种用于单弧双丝埋弧焊焊接装置,包括:输入整流单元、大功率逆变单元、高频降压变压器、二次整流单元、输出电感、分流器、电流采样单元、电流过流采样单元、逆变驱动单元、pwm控制系统和小车双丝控制箱;
5.所述输入整流单元的输入端与三相电源连接,其第一输出端与大功率逆变单元的第一输入端连接,其第二输出端与大功率逆变单元的第二输入端连接;所述大功率逆变单元的第一输出端与高频降压变压器原边的一端连接,其第二输出端与高频降压变压器原边的另一端连接;所述高频降压变压器副边的一端与二次整流单元的第一输入端连接,其副边的另一端与二次整流单元的第二输入端连接;所述二次整流单元的第一输出端与输出电感的一端连接,其第二输出端与分流器的输入端连接;所述分流器的第一输出端与pwm控制系统连接,其第二输出端与工件连接;所述输出电感的另一端与单弧双丝埋弧焊焊机中的前丝电机或后丝电机连接;所述逆变驱动单元的输入端与pwm控制系统连接,其输出端与大功率逆变单元的控制端连接;所述电流过流采样单元的输出端与pwm控制系统连接,其输入端与高频降压变压器连接;所述小车双丝控制箱分别与前丝电机的控制端和后丝电机的控制端连接。
6.进一步地,所述输入整流单元包括:变压器t1和整流桥h1,所述变压器t1的原边作为输入整流单元的输入端,所述变压器t1副边与整流桥h1的输入端连接。
7.进一步地,所述大功率逆变单元为igbt大功率逆变器。
8.进一步地,所述电流采样单元包括:电阻r1、电阻r2、电阻r3、电阻r4、电阻r5、电阻r6、放大器u1、电容c1、接地电容c2、电容c3、稳压二极管d1和ad芯片u2;
9.所述电阻r1的一端与电阻r2的一端连接,其另一端与电阻r3的一端连接,并作为电流采样单元的输入端;所述放大器u1的反相输入端分别与电阻r3的另一端、电阻r5的一端和电容c3的一端连接,其正相输入端分别与电阻r2的另一端、电容c1的一端和电阻r4的
一端连接,其输出端分别与电容c3的另一端、电阻r5的另一端和电阻r6的一端连接;所述ad芯片u2的输入端分别与电阻r6的另一端、稳压二极管d1的负极和接地电容c2连接,其输出端作为电流采样单元的输出端;所述电容c1的另一端与电阻r4的另一端连接,并作为电流采样单元的偏置电压输入端;所述稳压二极管d1的正极接地。
10.进一步地,所述输入整流单元和大功率逆变单元之间可接入滤波单元。
11.进一步地,所述滤波单元包括:电阻r7、电容c4、电容c5、电容c6和电感l1;
12.所述电阻r7的一端分别与电容c4的一端、电容c5的一端和电容c6的一端连接,并与输入整流单元的第一输出端连接;所述电阻r7的另一端分别与电容c4的另一端、电容c5的另一端、电容c6的另一端和电感l1的一端连接;所述电感l1的另一端与输入整流单元的第二输出端连接。
13.本实用新型的有益效果为:
14.1、本实用新型的主电路采用单电源一个集成化的控制箱,通过精细控制与实时监控,来控制两路送丝机构,进行单弧双丝焊接。对于生产成本来说,大大降低的设备的投入;对于操作者而言,简化了操作流程,避免了多台设备占用空间大,接线方式复杂的问题,大大缩减了工作环境的摆放空间,工作区更清爽、整洁;对于维修部门也是成倍的减少了后期设备的维护工作;从而达到采用较低成本的单台电源,实现高效率、大熔深的焊接效果。
15.2、本实用新型采用单组电源一套电机控制系统,前后丝可单独进退丝,采用前后丝的起弧和焊接方式,后丝电流独立采样,优化起弧方式,实时监控双丝焊接状态,同步调节送丝速度,前丝填充,后丝盖面,完成整个焊接。
附图说明
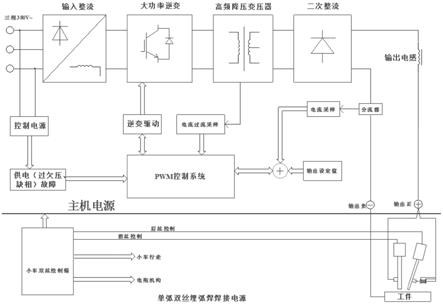
16.图1为一种用于单弧双丝埋弧焊焊接装置的结构图;
17.图2为输入整流单元的电路图;
18.图3为电流采样单元的电路图;
19.图4为滤波单元的电路图。
具体实施方式
20.下面对本实用新型的具体实施方式进行描述,以便于本技术领域的技术人员理解本实用新型,但应该清楚,本实用新型不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本实用新型的精神和范围内,这些变化是显而易见的,一切利用本实用新型构思的发明创造均在保护之列。
21.如图1所示,一种用于单弧双丝埋弧焊焊接装置,包括:输入整流单元、大功率逆变单元、高频降压变压器、二次整流单元、输出电感、分流器、电流采样单元、电流过流采样单元、逆变驱动单元、pwm控制系统和小车双丝控制箱;
22.所述输入整流单元的输入端与三相电源连接,其第一输出端与大功率逆变单元的第一输入端连接,其第二输出端与大功率逆变单元的第二输入端连接;所述大功率逆变单元的第一输出端与高频降压变压器原边的一端连接,其第二输出端与高频降压变压器原边的另一端连接;所述高频降压变压器副边的一端与二次整流单元的第一输入端连接,其副边的另一端与二次整流单元的第二输入端连接;所述二次整流单元的第一输出端与输出电
感的一端连接,其第二输出端与分流器的输入端连接;所述分流器的第一输出端与pwm控制系统连接,其第二输出端与工件连接;所述输出电感的另一端与单弧双丝埋弧焊焊机中的前丝电机或后丝电机连接;所述逆变驱动单元的输入端与pwm控制系统连接,其输出端与大功率逆变单元的控制端连接;所述电流过流采样单元的输出端与pwm控制系统连接,其输入端与高频降压变压器连接;所述小车双丝控制箱分别与前丝电机的控制端和后丝电机的控制端连接。
23.如图2所示,输入整流单元包括:变压器t1和整流桥h1,所述变压器t1的原边作为输入整流单元的输入端,所述变压器t1副边与整流桥h1的输入端连接。
24.大功率逆变单元为igbt大功率逆变器。
25.如图3所示,电流采样单元包括:电阻r1、电阻r2、电阻r3、电阻r4、电阻r5、电阻r6、放大器u1、电容c1、接地电容c2、电容c3、稳压二极管d1和ad芯片u2;
26.所述电阻r1的一端与电阻r2的一端连接,其另一端与电阻r3的一端连接,并作为电流采样单元的输入端;所述放大器u1的反相输入端分别与电阻r3的另一端、电阻r5的一端和电容c3的一端连接,其正相输入端分别与电阻r2的另一端、电容c1的一端和电阻r4的一端连接,其输出端分别与电容c3的另一端、电阻r5的另一端和电阻r6的一端连接;所述ad芯片u2的输入端分别与电阻r6的另一端、稳压二极管d1的负极和接地电容c2连接,其输出端作为电流采样单元的输出端;所述电容c1的另一端与电阻r4的另一端连接,并作为电流采样单元的偏置电压输入端;所述稳压二极管d1的正极接地。
27.输入整流单元和大功率逆变单元之间可接入滤波单元。
28.如图4所示,滤波单元包括:电阻r7、电容c4、电容c5、电容c6和电感l1;
29.所述电阻r7的一端分别与电容c4的一端、电容c5的一端和电容c6的一端连接,并与输入整流单元的第一输出端连接;所述电阻r7的另一端分别与电容c4的另一端、电容c5的另一端、电容c6的另一端和电感l1的一端连接;所述电感l1的另一端与输入整流单元的第二输出端连接。
30.三相380v交流输入经输入整流滤波后得到直流电压,通过igbt大功率逆变器逆变后得到高频20khz的低压交流信号,在经二次高频整流滤波后得到需要的低压直流输出。经过在副边回路电流采样,电流采样处理后的信号与输出设定值一起进行信号处理,再进入高速pwm控制系统进行控制;另一路过流信号采样处理后再进入高速pwm控制系统进行控制。通过高速pwm控制处理后驱动大功率逆变器得到相应的输出电源设定值。
31.启动时,前丝先引弧开始焊接,当检测到后丝进入焊接时,切换为双丝控制状态,控制箱对焊接电压、焊接电流以及送丝速度进行实时采样,运算后输出分为两路,分别驱动两路送丝电机,以此来达到稳定的焊接状态。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1