一种同时自动拧紧螺丝和夹紧螺母的工装的制作方法
1.本实用新型涉及一种工装,更具体的说涉及一种同时自动拧紧螺丝和夹紧螺母的工装,属于自动拧紧组装技术领域。
背景技术:
2.螺丝为日常生活中不可或缺的工业必需品,螺丝的作用主要是把两个工件连在一起,起紧固作用。
3.在一些产品的组装线上,需要拧紧螺丝和螺母时,目前常用的工具是气动扳手和手动开口扳手配合使用;使用时,先手动预装螺丝和螺母,然后一手使用开口扳子固定住螺母,另一手使用气动扳手将螺丝拧紧。但是,在实际生产过程中,使用气动扳手常常导致扭矩不准;另外,高该工作需要双手配合操作,对于操作者的熟练程度要求较高,而且每次只能拧紧一个螺丝,工作效率较低。
技术实现要素:
4.本实用新型的目的在于针对现有技术中存在的上述问题,提供一种同时自动拧紧螺丝和夹紧螺母的工装。
5.为实现上述目的,本实用新型的技术解决方案是:一种同时自动拧紧螺丝和夹紧螺母的工装,包括电控系统、启动停止按钮、支撑板、安装板和自动拧紧夹紧系统,所述的自动拧紧夹紧系统包括电动拧紧扳手、万向活结、无油衬套、套筒、气缸、螺母自动夹紧机构、电扳手信号盒、电扳手控制器,所述的电动拧紧扳手穿过支撑板与万向活结连接,所述的电动拧紧扳手设置在支撑板上,电动拧紧扳手与万向活结连接,所述的气缸与螺母自动夹紧机构连接,气缸与螺母自动夹紧机构设置在支撑板上,所述的螺母自动夹紧机构与工件的法兰孔位置对应,且套筒对准工件的法兰孔位置,所述的启动停止按钮分别与电扳手信号盒和电动拧紧扳手电连接,所述的电扳手控制器与电动拧紧扳手电连接,所述的电扳手控制器与电控系统电连接,所述的气缸与电控系统电连接。
6.所述的自动拧紧夹紧系统为三套,三套自动拧紧夹紧系统的气缸和螺母自动夹紧机构根据工件的法兰孔排布在支撑板上。
7.所述的支撑板安装有支柱,所述的支柱上设置有吊环安装板,所述的吊环安装板上设置有吊环。
8.所述的支撑板、安装板和自动拧紧夹紧系统外设置有护罩。
9.所述的安装板上设置有操作手柄,所述的启动停止按钮设置在操作手柄上。
10.还包括有kbk导轨滑车和控制器安装板,所述的kbk导轨滑车安装在控制器安装板上,所述的电扳手信号盒和电扳手控制器均安装在控制器安装板上。
11.还包括有若干个导向机构,所述的导向机构设置在支撑板上,导向机构对准工件。
12.所述螺母自动夹紧机构的夹爪外侧粘贴了毛毡。
13.与现有技术相比较,本实用新型的有益效果是:
14.1、本实用新型可以在预装好螺丝和螺母后同时拧紧三个螺丝,并且在拧紧的过程中自动夹紧螺母,解决了由人工操作的难度大、效率低等问题,节约了人工成本。
15.2、本实用新型中的电动拧紧扳手当拧紧扭矩到达预设值时,自动停止工作,解决了由人工操作的扭矩不准、质量低等问题,提高了产品质量和工作效率。
附图说明
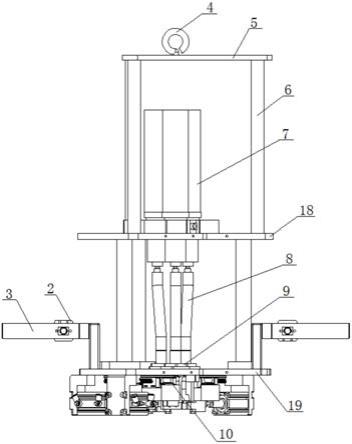
16.图1是本实用新型结构示意图。
17.图2是本实用新型中安装板结构示意图。
18.图3是本实用新型中控制器安装板结构示意图。
19.图4是本实用新型立体图。
20.图5是本实用新型中护罩结构示意图。
21.图中:护罩1,启动停止按钮2,操作手柄3,吊环4,吊环安装板5,支柱6,电动拧紧扳手7,万向活结8,无油衬套9,套筒10,气缸11,螺母自动夹紧机构12,导向机构13,kbk导轨滑车14,电扳手信号盒15,电扳手控制器16,控制器安装板17,支撑板18,安装板19,工件20。
具体实施方式
22.以下结合附图说明和具体实施方式对本实用新型作进一步的详细描述。
23.参见图1至图5,一种同时自动拧紧螺丝和夹紧螺母的工装,包括电控系统、启动停止按钮2、支撑板18、安装板19和自动拧紧夹紧系统,所述的自动拧紧夹紧系统包括电动拧紧扳手7、万向活结8、无油衬套9、套筒10、气缸11、螺母自动夹紧机构12、电扳手信号盒15、电扳手控制器16。所述的电动拧紧扳手7设置在支撑板18上,电动拧紧扳手7与万向活结8(带弹簧)连接,所述的万向活结8套穿过无油衬套9与套筒10连接;电动拧紧扳手7的扭矩通过万向活结8传递,万向活结8装有弹簧使套筒10可浮动,无油衬套9对万向活结8起到导向作用。所述的气缸11与螺母自动夹紧机构12连接,气缸11与螺母自动夹紧机构12设置在支撑板18上,所述的螺母自动夹紧机构12与工件20的法兰孔位置对应,且套筒10对准工件20的法兰孔位置,工件20的法兰孔位置即为需拧紧螺丝的位置;螺母自动夹紧机构12由气缸11驱动,气缸11驱动螺母自动夹紧机构12自动完成螺母在拧紧过程中的夹紧。所述的启动停止按钮2分别与电扳手信号盒15和电动拧紧扳手7电连接,所述的电扳手控制器16与电动拧紧扳手7电连接,电扳手控制器16设定电动拧紧扳手7的扭矩范围为4-12n
·
m,通常设定的扭矩为8n
·
m;所述的电扳手控制器16与电控系统电连接,所述的气缸11与电控系统电连接,电扳手控制器16可控制电动扭矩扳手7按照电信号自动启动\停止。
24.参见图1至图5,所述的自动拧紧夹紧系统为三套,三套自动拧紧夹紧系统的气缸11杆和螺母自动夹紧机构12根据工件20的法兰孔排布在支撑板18上。
25.参见图1至图5,所述的支撑板18安装有支柱6,所述的支柱6上设置有吊环安装板5,所述的吊环安装板5上设置有吊环4。工作时,本工装通过吊环4链接到弹簧吊上,然后通过弹簧吊安装在工厂现有的kbk滑轨上。
26.参见图1至图5,所述的支撑板18、安装板19和自动拧紧夹紧系统外设置有护罩1。
27.参见图1至图5,所述的安装板19上设置有操作手柄3,所述的启动停止按钮2设置在操作手柄3上。工作时,操作工可手持操作手柄3进行操作,按动启动停止按钮2来控制工
装工作。
28.参见图1至图5,还包括有kbk导轨滑车14和控制器安装板17,所述的kbk导轨滑车14安装在控制器安装板17上,所述的电扳手信号盒15和电扳手控制器16均安装在控制器安装板17上。电扳手控制器16和电扳手信号盒15安装在控制器安装板17上,通过kbk导轨滑车14安装在现有kbk滑轨上随工装在kbk滑轨上移动,以减小控制线缆长度。
29.参见图1至图5,还包括有若干个导向机构13,所述的导向机构13设置在支撑板18上,导向机构13对准工件20。
30.参见图1至图5,所述螺母自动夹紧机构12的夹爪外侧粘贴了毛毡,防止夹爪与工件接触,解决了由人工操作时开口扳手磕碰工件导致工件表面受损的问题。
31.参见图1至图5,工作时,待一组产品自动到达操作位置时,操作人员手动预装三个螺丝和螺母,然后手持操作手柄3将本工装拉到工作位置,利用导向机构13将套筒10与螺丝对准,按下启动停止按钮2,三个气缸11同时推动各自连接的螺母自动夹紧机构12夹紧螺母,电动扭矩板手7自动拧紧螺丝,到达设定扭矩后自动停止,然后气缸11带动螺母自动夹紧机构12退回原位置,同时放松螺母,工作完成。
32.以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演或替换,上述结构都应当视为属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1