一种现场止水铜片快速成型简易装置的制作方法
1.本实用新型属于大坝施工配套设施技术领域,特别涉及一种现场止水铜片快速成型简易装置。
背景技术:
2.在水利工程中常会用到铜片止水,一般情况下,止水铜片可在金属加工厂加工成型,但用量大、尺寸大的止水铜片加工成型后不方便运输、储存,且不便于施工。所以需要一种在施工现场可以将止水铜片快速成型的简易设备。
3.与此同时,大尺寸止水铜片的生产模具结构一般较为复杂,安装拆卸都会浪费大量的时间,因此在施工现场进行成型设备的安装时,会严重影响施工效率。
技术实现要素:
4.针对上述问题,本实用新型提供了一种现场止水铜片快速成型简易装置,所述成型简易装置包括底板、支撑钢架、顶板和成型组件;所述支撑钢架固定安装在所述底板的上表面上;所述顶板固定安装在所述支撑钢架顶部;
5.所述成型组件包括连接钢板、上安装板、下安装板、压头机构和若干组液压千斤顶;所述连接钢板固定安装在所述支撑钢架的顶部内壁上,所述上安装板固定安装在所述连接钢板底部,若干组所述液压千斤顶呈等间距排列在所述上安装板底部;所述下安装板固定安装在所述液压千斤顶的输出端上;所述下安装板一端开设有压头固定槽;所述压头机构顶部活动卡接在所述压头固定槽内,且所述压头机构的中心线与所述支撑钢架的中心线重合。
6.进一步的,所述支撑钢架包括若干组下工字钢板和若干组上工字钢板;
7.若干组所述上工字钢板呈等间距排列在所述底板的上表面上;所述上工字钢板的数量与所述下工字钢板的数量相同,且每组所述上工字钢板均与其相对应的一组下工字钢板为上下对齐设置。
8.进一步的,上下相邻的每组所述下工字钢板和上工字钢板之间,均设置有两组竖工字钢板;两组所述竖工字钢板一端对称安装在所述下工字钢板的两端顶部,且两组所述竖工字钢板的另一端对称安装在所述上工字钢板的两端底部。
9.进一步的,所述成型组件还包括两组成型钢板;
10.两组所述成型钢板均固定安装在所述下工字钢板上,且所述成型钢板与所述下工字钢板之间可构成十字结构;两组所述成型钢板对称设置在所述下工字钢板的中心线两侧,且两组所述成型钢板之间设置有间隙。
11.进一步的,所述连接钢板与所述成型钢板为平行设置,两组所述成型钢板之间的间隙要大于所述压头机构的宽度。
12.进一步的,所述成型组件还包括若干组弹簧和两组防脱板;
13.若干组所述弹簧对称分布在所述压头机构两侧,且同一侧的若干组所述弹簧之间
为等间距分布;两组所述防脱板对称安装在两侧弹簧的正下方;且两组所述防脱板可分别活动贴合在两组所述成型钢板上。
14.进一步的,所述下安装板一端开设有固定槽本体,所述固定槽本体两侧内壁上对称开设有若干组凹槽;所述固定槽本体顶部开设有导向槽,所述导向槽的中心线与所述固定槽本体的中心线重合;所述固定槽本体靠近出口处的一端活动卡接有扣板。
15.进一步的,所述压头机构包括压头固定板、压头安装块和压头本体;
16.所述压头固定板可活动卡接在所述固定槽本体内,且所述压头固定板两侧对称设置有若干组突出块;所述突出块的数量与所述凹槽的数量相同,且每组所述突出块均可活动卡接在与其相对应的一组凹槽内;所述压头固定板底部贯穿至所述下安装板下方,且与所述压头安装块固定连接;所述压头本体固定安装在所述压头安装块底部,且所述压头本体的中心线与两组成型钢板之间间隙的中心线重合;所述压头固定板顶部固定安装有导向滑块,所述导向滑块可滑动连接在所述导向槽内;两组所述成型钢板之间的间隙要大于压头本体的宽度。
17.本实用新型的有益效果是:
18.1、在安装压头本体时,只需将压头固定板完全卡接至固定槽本体内即可,安装过程方便快捷,提高了施工效率。并且通过凸出块与凹槽之间的卡接关系,以及导向滑块和导向槽的卡接关系,提高了压头本体的固定性。
19.2、下工字钢板、上工字钢板、竖工字钢板、成型钢板和连接钢板均采用施工现场常见型钢材料,结构简单,制作方便快捷,降低了施工成本。且通过底板和顶板进行固定,结构牢固,不易弯曲变形,提高了成型装置的整体实用性。
20.本实用新型的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点可通过在说明书、权利要求书以及附图中所指出的结构来实现和获得。
附图说明
21.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
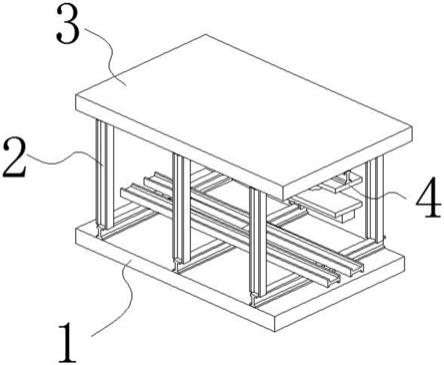
22.图1示出了根据本实用新型实施例的成型简易装置的结构示意图;
23.图2示出了根据本实用新型实施例的支撑钢架的结构示意图;
24.图3示出了根据本实用新型实施例的支撑钢架的右视示意图;
25.图4示出了根据本实用新型实施例的成型装置的右视剖视示意图;
26.图5示出了根据本实用新型实施例的成型装置的剖视示意图;
27.图6示出了根据本实用新型实施例的图4中a圈内的放大示意图;
28.图7示出了根据本实用新型实施例的压头机构结构示意图。
29.图中:1、底板;2、支撑钢架;201、下工字钢板;202、竖工字钢板;203、上工字钢板;204、成型钢板;3、顶板;4、成型组件;401、连接钢板;402、上安装板;403、液压千斤顶;404、下安装板;405、压头固定槽;4051、固定槽本体;4052、凹槽;4053、导向槽;406、压头机构;
4061、压头固定板;4062、突出块;4063、导向滑块;4064、压头安装块;4065、压头本体;407、弹簧;408、防脱板;409、扣板。
具体实施方式
30.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地说明,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
31.本实用新型提供了一种现场止水铜片快速成型简易装置。所述成型简易装置包括底板1、支撑钢架2、顶板3和成型组件4。示例性的,如图1所示,所述支撑钢架2固定安装在所述底板1的上表面上。
32.所述顶板3固定安装在所述支撑钢架2顶部。支撑钢架2用于安装止水铜片的成型设备,以及为止水铜片的成型工作提供空间。
33.所述成型组件4固定安装在所述支撑钢架2内,且所述成型组件4的中心线与所述支撑钢架2的中心线重合。成型组件4用于将原料铜板加工成施工所需的止水铜片。
34.所述支撑钢架2包括若干组下工字钢板201、若干组上工字钢板203和两组成型钢板204。示例性的,如图2和图3所示,若干组所述上工字钢板203呈等间距排列在所述底板1的上表面上。所述上工字钢板203的数量与所述下工字钢板201的数量相同,且每组所述上工字钢板203均与其相对应的一组下工字钢板201为上下对齐设置。上下相邻的每组所述下工字钢板201和上工字钢板203之间,均设置有两组竖工字钢板202。两组所述竖工字钢板202一端对称安装在所述下工字钢板201的两端顶部,且两组所述竖工字钢板202的另一端对称安装在所述上工字钢板203的两端底部。
35.两组所述成型钢板204均固定安装在所述下工字钢板201上,且所述成型钢板204与所述下工字钢板201之间可构成十字结构。两组所述成型钢板204对称设置在所述下工字钢板201的中心线两侧,且两组所述成型钢板204之间设置有间隙。
36.下工字钢板201、上工字钢板203和竖工字钢板202均为施工现场常见型钢材料,结构简单,制作方便快捷,降低了施工成本。且通过底板1和顶板3进行固定,结构牢固,不易弯曲变形,提高了成型装置的整体实用性。
37.所述成型组件4包括连接钢板401、上安装板402、下安装板404和若干组液压千斤顶403。示例性的,如图4和图5所示,所述连接钢板401固定安装在所述上工字钢板203的下表面上,所述连接钢板401与所述成型钢板204为平行设置,且所述连接钢板401的中心线与两组成型钢板204之间间隙的中心线重合。所述上安装板402固定安装在所述连接钢板401的下表面上,若干组所述液压千斤顶403呈等间距排列在所述上安装板402底部。所述下安装板404位于所述上安装板402正下方,且固定安装在所述液压千斤顶403的输出端上。所述下安装板404一端开设有压头固定槽405。
38.所述成型组件4还包括压头机构406、若干组弹簧407和两组防脱板408。所述压头机构406一端活动卡接在所述压头固定槽405内,且另一端位于两组成型钢板204之间间隙的中心线正上方。若干组所述弹簧407对称分布在所述压头机构406两侧,且同一侧的若干
组所述弹簧407之间为等间距分布。两组所述防脱板408对称安装在两侧弹簧407的正下方。
39.示例性的,如图6所示,所述下安装板404一端开设有固定槽本体4051,所述固定槽本体4051两侧内壁上对称开设有若干组凹槽4052。所述固定槽本体4051顶部开设有导向槽4053,所述导向槽4053的中心线与所述固定槽本体4051的中心线重合。所述固定槽本体4051靠近出口处的一端活动卡接有扣板409。
40.所述压头机构406包括压头固定板4061、压头安装块4064和压头本体4065。示例性的,如图7所示,所述压头固定板4061可活动卡接在所述固定槽本体4051内,且所述压头固定板4061两侧对称设置有若干组突出块4062。所述突出块4062的数量与所述凹槽4052的数量相同,且每组所述突出块4062均可活动卡接在与其相对应的一组凹槽4052内。所述压头固定板4061底部贯穿至所述下安装板404下方,且与所述压头安装块4064固定连接。所述压头本体4065固定安装在所述压头安装块4064底部,且所述压头本体4065的中心线与两组成型钢板204之间间隙的中心线重合。所述压头固定板4061顶部固定安装有导向滑块4063,所述导向滑块4063可滑动连接在所述导向槽4053内。两组所述成型钢板204之间的间隙要大于压头本体4065的宽度,两组所述防脱板408可分别活动贴合在两组所述成型钢板204上。
41.在进行成型工作之前,要根据实际施工需要,选择适合尺寸的压头本体4065,并进行装配。首先打开扣板409,将压头固定板4061从固定槽本体4051开口一侧水平卡接至固定槽本体4051内,并使得导向滑块4063和凸出块4062可以分别卡接在导向槽4053和凹槽4052。直到压头固定板4061完全卡接在固定槽本体4051内为止,然后闭合扣板409。即可完成压头本体4065的安装工作,安装过程方便快捷,提高了施工效率。并且通过凸出块4062与凹槽4052之间的卡接关系,以及导向滑块4063和导向槽4053的卡接关系,提高了压头本体4065的固定性。
42.在进行成型工作时,首先将铜片放置在两组成型钢板204上,然后启动若干组液压千斤顶403,通过液压千斤顶403的输出端推动压头本体4065水平向下并最终作用在铜片上,实现止水铜片的成型工作。且在压头本体4065下降的同时,两组防脱板408也会同时下降并贴合在铜片上,以防止铜片在成型工作中因压力而造成位移。
43.尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1