激光镜组调整结构及具有该调整结构的焊缝跟踪装置的制作方法
1.本发明涉及自动化激光焊接技术,尤其涉及一种激光镜组调整结构,同时还涉及一种具有激光镜组调整结构的焊缝跟踪装置。
背景技术:
2.激光焊接作为一种高效精密的焊接方式,相比传统焊接工艺,具有热输入量小,热变形小,焊缝深宽比大及焊接速度快等优点,广泛应用于航天、汽车等工业领域。其精密的加工方式,对待焊接工件的装配精度具有较高的挑战。
3.在激光熔焊过程中,激光镜组发出的激光光斑是否能够适应于焊缝位置进行调整,对激光熔焊工艺具有重要的意义,目前,对于激光镜组的角度调整,多采用人工手动调整方式,具有实时性差、精度低、误差率高等缺点,极大的影响了激光焊接工艺的质量和实效。
技术实现要素:
4.发明目的:针对现有技术存在的问题,本实用新型提供一种激光镜组调整结构,本实用新型的另一目的是提供一种具有激光镜组调整结构的焊缝跟踪装置。
5.技术方案:本实用新型所述的一种激光镜组调整结构,包括第一安装板和第二安装板,两者端部铰接;所述激光镜组顶部设有相机,相机和激光镜组安装在第一安装板的前侧;第二安装板的背侧安装有传动机构和伺服电机,伺服电机的输出轴连接传动机构的输入端,传动机构的输出端穿过第二安装板后作用于第一安装板;所述第一安装板和第二安装板的初始夹角为0,当伺服电机驱动时,传动机构的输出端施加作用力于第一安装板,第一安装板和第二安装板的夹角发生变化,从而实现对第一安装板上激光镜组的角度调整。
6.进一步的,所述传动机构采用丝杠传动结构,用于将旋转运动转化为直线运动输出。
7.进一步的,所述传动机构包括丝杠、第一滑块和第二滑块,所述丝杠竖向布置,第一滑块安装在丝杠上,第二滑块与第一滑块适配安装,第二滑块的输出端作用于第一安装板;第一滑块的一侧设有斜面结构,第二滑块设有一对凸轮,所述斜面结构夹设在一对凸轮之间,使得第一滑块和第二滑块形成滑动连接;伺服电机的输出轴连接丝杠,丝杠旋转时,其旋转运动转化为第一滑块的上下直线运动,以及第二滑块的前后直线运动,第一安装板适应于第二滑块发生转动。
8.进一步的,所述传动机构的输出端和第一安装板固定连接;伺服电机正反转时,传动机构的输出端进行相应的往复直线运动,带动第一安装板顺时针/逆时针转动,进而调整第一安装板上激光镜组的角度。
9.优选的,所述传动机构两端设有限位传感器,用于限制激光镜组的光斑位置在y轴方向的摆动幅度。
10.一种具有所述激光镜组调整结构的焊缝跟踪装置,包括:
11.激光焊接工具,包括相机、激光镜组、伺服电机和传动机构;
12.焊缝跟踪工具,通过连接支架固定在激光镜组前端;
13.焊缝跟踪控制计算机和控制柜,焊缝跟踪控制计算机和控制柜电连接;控制柜和伺服电机电连接;焊缝跟踪控制计算机包括成像系统,所述成像系统和相机电连接;
14.所述焊缝跟踪工具倾斜射出光束,落在工件上,相机对当前焊缝位置进行拍照,将获取的图像信息传输给焊缝跟踪控制pc,由其成像系统对图像进行处理,从而获取当前焊缝位置,并将位置信息传至控制柜;控制柜控制伺服电机转动,通过传动机构调整激光镜组位置,使激光光斑处于焊丝末端及正确的焊缝位置上。
15.进一步的,所述激光镜组前端安装有第一连接板,焊缝跟踪工具通过连接支架固定在激光镜组前端的第一连接板上。所述焊缝跟踪工具为二极管激光发生器,其数量优选为2个,分别安装在第一连接板的两侧,用于不同方向焊接时的焊缝跟踪。
16.进一步的,所述传动机构两侧设有限位传感器,所述限位传感器的信号输出端连接控制箱的信号输入端。
17.有益效果:
18.与现有技术相比,本实用新型具有如下进步:1、通过电机和传动机构实现激光镜组的角度调整,结构简洁紧凑,便于安装维修;2、通过相机和图像处理单元获取焊缝位置,将位置反馈至控制单元,进而控制电机和传动机构动作、调整激光镜组的角度,使得激光光斑快速响应当前焊缝位置。
附图说明
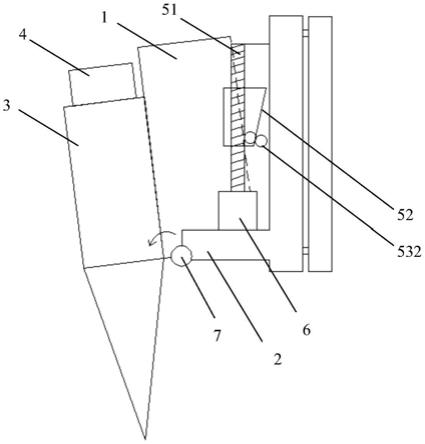
19.图1为激光镜组调整结构的侧视剖视图;
20.图2为激光镜组调整结构的后视剖视图;
21.图3为图1中第一滑块、第二滑块的位置状态变化示意图;
22.图4为第二滑块的结构图(与图1的视角一致);
23.图5为焊缝跟踪装置的侧视图;
24.图6为具有激光镜组调整结构的焊缝跟踪装置的控制原理图。
具体实施方式
25.本实用新型基于申请号为202011298082.4、名称为“一种具有自适应焊缝跟踪的激光钎焊和激光熔焊一体装置”的在先发明专利申请,通过不断优化和改进,设计了一种激光镜组调整结构,并将该激光镜组调整结构应用于焊缝跟踪装置,以实现自适应焊缝跟踪,该装置通过电机传动、图像处理等处理方式,实现了对待焊接位置激光光斑的坐标值进行实时测量及纠正。
26.下面结合实施例和附图对本实用新型的技术方案作进一步详细说明。
27.一种激光镜组调整结构,包括第一安装板1和第二安装板2;激光镜组3包括准直单元和聚焦单元,安装在第一安装板1的前侧,激光镜组3顶部设有相机4;第二安装板2的背侧安装有传动机构5和伺服电机6,伺服电机6的输出轴连接传动机构5的输入端,传动机构5的输出端穿过第二安装板2,作用于第一安装板1,第一安装板1和第二安装板2的初始状态如图1所示接处的夹角为0。
28.传动机构5优选为丝杠传动结构,丝杠传动结构的具体实现方式有多种,以丝杠和螺母的组合形式为例,伺服电机6的输出轴连接丝杠,丝杠的旋转运动可转化为螺母的直线运动,往复运动的螺母能够推动第一安装板1,使得第一安装板1和第二安装板2 的夹角发生变化,进而调整激光镜组3的角度,使得激光镜组3发出的激光光斑位置可调。本实施例介绍另一种优选的丝杠传动的实现方式:传动机构5包括丝杠51、第一滑块52和第二滑块53,丝杠51竖向布置,第一滑块52安装在丝杠51上,第二滑块53 上下方向限位(即只能水平移动),第二滑块53的输出端穿过第二安装板2,作用于第一安装板1;在图1中,第一滑块52的一侧设有一倾斜凸台a,第二滑块53的结构如图4所示,为类三角形,包括一个凹缝531、一对凸轮532以及推杆533(输出端),推杆533穿过第二安装板2,作用于第一安装板1;倾斜凸台a垂直于纸面向里凸出,其厚度和凹缝531的宽度适配,倾斜凸台a穿过凹缝531,卡设在一对凸轮532之间,第二滑块53的上、下分别设有限位结构,使得第二滑块53上下方向限位。如图1,当第一滑块52沿实线箭头往上移动到虚线位置,由于第二滑块53在上下方向是限位的,且凸轮532是时刻夹住倾斜凸台a的,凸轮532会相对于倾斜凸台a的斜面发生滑动,以适应于第一滑块52的位置改变,在滑动时,带动第二滑块53整体向左移动,此时,推杆533推动第一安装板1,第一安装板1绕铰接件7转动,激光镜组1发生角度变化,最终形成图3的效果。优选的,第二滑块53上设有螺栓,起固定作用。
29.本实施例的图1中未显示第二滑块53整体及其推杆533,图1中的凸轮532沿虚线箭头向左移动,即表示第二滑块53整体的运动方向;本实施例的图2中,第一滑块52 只能沿箭头所指方向上、下运动,而第二滑块53只能垂直于纸面向里、向外运动,通过推杆533控制第一安装板1。
30.本实施例中,第一安装板1和第二安装板2的铰接位置在下端,因此,推杆533应与第一安装板1硬连接,如采用插销等方式固定连接;伺服电机4正反转时,输出轴连接的丝杠也会正反转,其旋转运动转化为第一滑块52的上下直线运动,以及第二滑块 53的前后直线运动,当推杆533向前(即指向第一安装板的方向)移动时,第一安装板 1逆时针转动,当推杆533向后移动时,第一安装板1顺时针转动,直至复位。
31.采用上述方案,当第一滑块52上下运动时,第二滑块53沿着倾斜凸台a的斜面,在一定行程范围内前后往复移动,进而推动/拉回第一安装板1。
32.上述安装板也可以是支架等常规安装件。此外,如果第一安装板1和第二安装板2 的铰接位置在顶端,考虑到此时可以利用激光镜组及第一安装板的整体重力实现复位,因此不限定将传动机构5的输出端与第一安装板固定连接,例如,可在第一安装板1上开孔,传动机构5的输出端插入该孔,传动机构5的输出端向前推动时,第一安装板1 顺时针转动,传动机构5的输出端向后移动时,第一安装板整体在重力作用下逆时针转动,直至复位。
33.优选的,传动机构两端设有限位传感器,用于限制激光镜组的光斑位置在y轴方向的摆动幅度(在
±
5mm之间),当超过摆动幅度时发出警报。
34.如图5所示,一种具有激光镜组调整结构的焊缝跟踪装置,包括:
35.激光焊接工具,包括激光镜组3、相机4、伺服电机和传动机构;激光镜组3前端安装有连接板。
36.焊缝跟踪工具8(为二极管激光发生器),其数量为2个,分别安装在连接板的两侧,用于不同方向焊接时的焊缝跟踪(图中仅显示一侧的二极管激光发生器)。
37.焊缝跟踪控制pc和控制柜,焊缝跟踪控制pc和控制柜电连接;控制柜和伺服电机电连接;焊缝跟踪控制pc包括成像系统,所述成像系统和相机电连接;限位传感器的信号输出端连接控制箱的信号输入端,电气控制原理如图6所示。
38.焊缝跟踪工具倾斜45
°
射出光束,落在工件上,相机对当前焊缝位置进行拍照,获取焊缝的图像信息,并将图像信息传输给焊缝跟踪控制pc,由其成像系统对图像进行处理,得到当前焊缝位置,缝跟踪控制pc将焊缝位置传至控制柜,控制柜控制伺服电机转动,通过传动机构调整激光镜组位置,使激光光斑处于焊丝末端及正确的焊缝位置上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1