一种用于汽车空调配件焊接的焊接机的制作方法
1.本实用新型涉及汽车空调配件技术领域,具体为一种用于汽车空调配件焊接的焊接机。
背景技术:
2.汽车的内部基本都配备了空调,而汽车空调内部的配件数量也不少,比如冷凝器、蒸发器、膨胀阀、贮液干燥器、管道、冷凝风扇等等,这些配件在生产时都需要使用到焊接机。
3.现有的焊接机不具备防夹损的结构,在夹持工件时,容易在工件表面留下夹痕,夹持硬性较差的工件时,容易造成工件变形损坏,无法正常加工,不能很好的满足人们的使用需求,针对上述情况,在现有的焊接机基础上进行技术创新。
技术实现要素:
4.本实用新型的目的在于提供一种用于汽车空调配件焊接的焊接机,以解决上述背景技术中提出一般的焊接机不具备防夹损的结构,在夹持工件时,容易在工件表面留下夹痕,夹持硬性较差的工件时,容易造成工件变形损坏,无法正常加工,不能很好的满足人们的使用需求问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种用于汽车空调配件焊接的焊接机,包括:
6.滑轨机座,所述滑轨机座的外部上方从前往后依次安装有夹具座和横滑杆组;
7.小号电缸,其设置在所述夹具座的两侧;
8.t形套,其安装在所述小号电缸的外部;
9.弹簧,其设置在所述t形套的外部;
10.t形杆,其安装在所述t形套的内壁,所述t形杆通过弹簧与t形套构成弹性结构。
11.优选的,所述横滑杆组还设有:
12.纵滑杆组,其安装在所述横滑杆组的外部,所述纵滑杆组与横滑杆组之间构成滑动结构。
13.优选的,所述纵滑杆组还设有:
14.大号电缸,其设置在所述纵滑杆组的后端;
15.安装块,其安装在所述纵滑杆组的外侧,所述安装块沿纵滑杆组的中轴线呈对称分布。
16.优选的,所述安装块还设有:
17.接气金属管,其安装在所述安装块的内壁,所述接气金属管与安装块之间为固定连接。
18.优选的,所述接气金属管还设有:
19.软管喷枪,其安装在所述接气金属管的上方;
20.输气管,其设置在所述接气金属管的后端。
21.优选的,所述软管喷枪与接气金属管之间为螺纹连接,且接气金属管与输气管之间为固定连接。
22.优选的,所述输气管还设有:
23.储气罐,其设置在所述输气管的一端,所述储气罐通过输气管与接气金属管构成连接结构。
24.与现有技术相比,本实用新型的有益效果是:夹持部分具备了缓冲夹持力度的作用,在夹持过程中能够防止工件变形,有着很好防夹损的效果,且该焊接机设置有两个工位,减少用工,提高产品生产的效率,每一组软管喷枪可分别焊接不同工件或焊接同一个工件的不同部位,无需反复调试该焊接机;
25.1.本实用新型通过夹具座、小号电缸、t形套、弹簧和t形杆的设置,将工件放置到夹具座上方,小号电缸推动t形套、弹簧和t形杆,随之t形杆压紧工件,将工件固定,提高焊接效率,且弹簧吸收部分压紧力度,避免过度压紧导致工件损坏,使得夹持部分具备了缓冲夹持力度的作用,在夹持过程中能够防止工件变形,有着很好防夹损的效果;
26.2.本实用新型通过纵滑杆组、大号电缸、安装块、接气金属管、软管喷枪、输气管和储气罐的设置,该焊接机设置有两个工位,减少用工,提高产品生产的效率,每一组软管喷枪可分别焊接不同工件或焊接同一个工件的不同部位,无需反复调试该焊接机,操作简单、快速,减少了工件的流转时间,且可以实现分段焊接。
附图说明
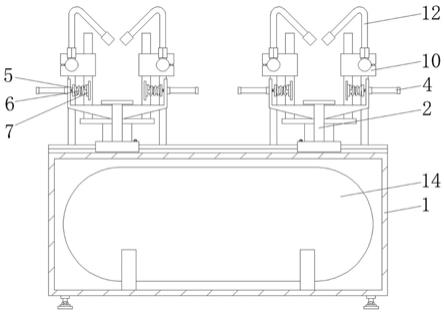
27.图1为本实用新型主视局部剖视结构示意图;
28.图2为本实用新型右视结构示意图;
29.图3为本实用新型接气金属管立体结构示意图。
30.图中:1、滑轨机座;2、夹具座;3、横滑杆组;4、小号电缸;5、t形套;6、弹簧;7、t形杆;8、纵滑杆组;9、大号电缸;10、安装块;11、接气金属管;12、软管喷枪;13、输气管;14、储气罐。
具体实施方式
31.请参阅图1
‑
3,本实用新型提供一种技术方案:一种用于汽车空调配件焊接的焊接机,包括:
32.滑轨机座1,滑轨机座1的外部上方从前往后依次安装有夹具座2和横滑杆组3;
33.小号电缸4,其设置在夹具座2的两侧;
34.t形套5,其安装在小号电缸4的外部;
35.弹簧6,其设置在t形套5的外部;
36.t形杆7,其安装在t形套5的内壁,t形杆7通过弹簧6与t形套5构成弹性结构;
37.通过夹具座2、小号电缸4、t形套5、弹簧6和t形杆7的设置,将工件放置到夹具座2上方,小号电缸4推动t形套5、弹簧6和t形杆7,随之t形杆7压紧工件,将工件固定,提高焊接效率,且弹簧6吸收部分压紧力度,避免过度压紧导致工件损坏,使得夹持部分具备了缓冲夹持力度的作用,在夹持过程中能够防止工件变形,有着很好防夹损的效果;
38.横滑杆组3还设有:
39.纵滑杆组8,其安装在横滑杆组3的外部,纵滑杆组8与横滑杆组3之间构成滑动结构;
40.纵滑杆组8还设有:
41.大号电缸9,其设置在纵滑杆组8的后端;
42.安装块10,其安装在纵滑杆组8的外侧,安装块10沿纵滑杆组8的中轴线呈对称分布;
43.安装块10还设有:
44.接气金属管11,其安装在安装块10的内壁,接气金属管11与安装块10之间为固定连接;
45.接气金属管11还设有:
46.软管喷枪12,其安装在接气金属管11的上方;
47.输气管13,其设置在接气金属管11的后端;
48.软管喷枪12与接气金属管11之间为螺纹连接,且接气金属管11与输气管13之间为固定连接;
49.输气管13还设有:
50.储气罐14,其设置在输气管13的一端,储气罐14通过输气管13与接气金属管11构成连接结构;
51.通过纵滑杆组8、大号电缸9、安装块10、接气金属管11、软管喷枪12、输气管13和储气罐14的设置,该焊接机设置有两个工位,减少用工,提高产品生产的效率,每一组软管喷枪12可分别焊接不同工件或焊接同一个工件的不同部位,无需反复调试该焊接机,操作简单、快速,减少了工件的流转时间,且可以实现分段焊接。
52.工作原理:在使用该用于汽车空调配件焊接的焊接机时,首先滑轨机座1与夹具座2之间构成滑动结构,滑动夹具座2靠近软管喷枪12处,将工件放置到夹具座2上方,小号电缸4推动t形套5、弹簧6和t形杆7,随之t形杆7压紧工件,将工件固定,且弹簧6吸收部分压紧力度,避免过度压紧导致工件损坏,储气罐14将燃气通过输气管13输送至接气金属管11,辅助点燃软管喷枪12喷出的燃气,软管喷枪12喷出火焰,大号电缸9驱动纵滑杆组8在横滑杆组3的外部前后移动,随之将软管喷枪12移动至工件处,对工件进行加工,焊接完成后,同上方法将软管喷枪12复位,取出工件,该焊接机设置有两个工位,每一组软管喷枪12可分别焊接不同工件或焊接同一个工件的不同部位,无需反复调试该焊接机,这就是该用于汽车空调配件焊接的焊接机的工作原理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1