位置量规辅助加工工具的制作方法
1.本实用新型涉及位置量规加工技术领域,具体涉及一种位置量规辅助加工工具。
背景技术:
2.位置量规是用以检验位置误差的量具,被广泛地应用在机械加工领域。如图1
‑
2所示,所述位置量规上端部设有圆周孔,且相邻的圆周孔呈一定夹角。位置量规上的圆周孔是加工的难点,在加工过程中经常出现位置找正困难,加工前耗时长、加工效率低等问题。
3.因此,需要设计一种新的位置量规辅助加工工具。
技术实现要素:
4.本实用新型的目的在于:提供位置量规辅助加工工具,以解决上述背景技术中提出的零件位置找正复杂,加工前准备时间长、加工效率低的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.位置量规辅助加工工具,用于辅助位置量规上圆周孔的找正。所述位置量规上设置第一中心孔和定位孔。所述位置量规上的圆周孔包括中间孔、左偏孔以及右偏孔。所述位置量规辅助加工工具包括底座、基准板、定位件、定位插销;所述底座包括底板和垂直连接于所述底板的侧板;所述基准板与所述底座的侧板固定连接;所述基准板包括第二中心孔和分度孔;所述定位件与所述基准板通过所述第二中心孔垂直连接,所述定位件穿过所述位置量规上的第一中心孔与所述基准板套设连接;所述定位插销活动地穿插于所述位置量规上的定位孔和所述基准板上的分度孔内。
7.进一步的,所述基准板的上端部设置找正销,所述找正销与所述基准板上第二中心孔的连线在同一条直线上。
8.进一步的,所述左偏孔与所述中间孔呈第一夹角,所述右偏孔与所述中间孔呈第二夹角。
9.进一步的,所述分度孔包括中间分度孔、左侧分度孔以及右侧分度孔;所述中间分度孔与所述左侧分度孔呈第三夹角,所述第三夹角与所述第一夹角相同;所述中间分度孔与所述右侧分度孔呈第四夹角,所述第四夹角与所述第二夹角相同。
10.进一步的,所述中间分度孔与所述第二中心孔的连线在同一条直线上。
11.进一步的,所述第二中心孔的半径射线上设置至少一个所述分度孔。
12.进一步的,所述定位插销为独立设置部件。
13.与现有技术相比,本实用新型的有益效果:
14.1、本实用新型通过设置基准板、定位件和定位插销,当加工位置量规圆周上的圆周孔时,定位插销依次插入位置量规上的定位孔和基准板上的分度孔,实现圆周孔位置找正,找正更为简单,节省时间,提高效率。
15.2、通过设置找正销,当位置量规与本辅助加工工具相对固定后,将本辅助加工工具放置在坐标磨床上,通过找正销进行直接找正,简化找正流程,提高加工效率。
16.3、通过设置不同方向的分度孔,当位置量规圆周上的中间孔加工完成后,通过将定位插销分别插入左侧分度孔和右侧分度孔,实现位置量规圆周上对应左偏孔和右偏孔的方向找正,节省时间。
17.4、通过设置中间分度孔与第二中心孔的连线在同一条直线上,当所述定位插销依次穿过所述位置量规上的定位孔、所述基准板上的中间分度孔时,所述位置量规通过所述定位件和所述定位插销与所述基准板固定,保证所述位置量规上中间孔的轴线与磨床主轴方向一致,所述位置量规上中间孔的方向找正更为简单。
18.5、通过在第二中心孔的半径射线上设置至少一个所述分度孔,可以实现不同尺寸不同规格的位置量规上圆周孔的加工。
19.6、通过设置独立定位插销实现圆周孔加工切换时的限位,同时插拔自如,便于操作。
附图说明
20.图1为位置量规的示意图。
21.图2为位置量规的剖视图。
22.图3为本实用新型位置量规辅助加工工具的示意图。
23.图4为本实用新型位置量规辅助加工工具所涉及基准板的示意图。
24.图中:1
‑
底座;10
‑
底座底板;11
‑
底座侧板;2
‑
基准板;21
‑
第二中心孔;22
‑
分度孔;221
‑
左侧分度孔;222
‑
中间分度孔;223
‑
右侧分度孔;3
‑
定位销;4
‑
找正销;5
‑
定位插销;6
‑
螺钉;7
‑
位置量规;71
‑
第一中心孔;72
‑
中间孔;73
‑
左偏孔;74
‑
定位孔;75
‑
右偏孔;α
‑
第一夹角;β
‑
第二夹角;α1‑
第三夹角;β1‑
第四夹角。
具体实施方式
25.下面将结合附图和实施例对本实用新型进一步说明。
26.本实用新型的具体实施例,请参阅图3
‑
4。本实用新型提供的位置量规辅助加工工具,用于辅助位置量规7上圆周孔的找正。
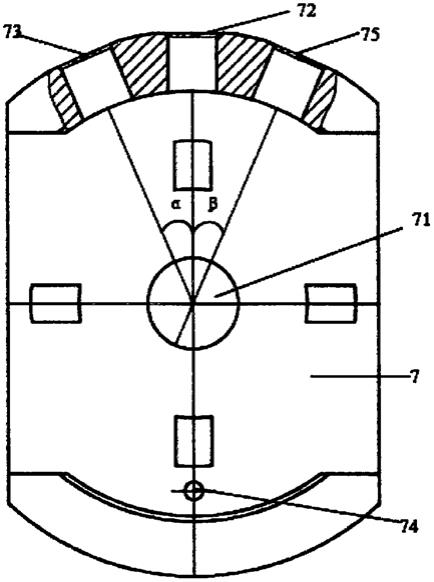
27.如图1
‑
2所示,所述位置量规7上的圆周孔包括左偏孔73、中间孔72和右偏孔75。所述左偏孔73与所述中间孔72呈第一夹角α,所述右偏孔75与所述中间孔72呈第二夹角β。所述位置量规7上还设置有用于中心定位的第一中心孔71和用于角度定位的定位孔74;所述中间孔72、所述第一中心孔71与所述定位孔74的连线在同一直线上。
28.如图3
‑
4所示,所述位置量规辅助加工工具包括底座1、基准板2、定位件3、找正销4、定位插销5。
29.所述底座1包括底板10和垂直连接于所述底板10的侧板11。
30.所述基准板2与底座1的侧板11通过螺钉6连接。所述基准板2与所述底座1的底板10垂直设置。所述位置量规7通过所述定位件3和所述定位插销5固定在所述基准板2上,保证所述位置量规7上圆周孔与所述底板10垂直。
31.所述基准板2上设置第二中心孔21和分度孔22。所述第二中心孔21连接有定位件3。所述分度孔22用于与所述定位孔74配合实现所述位置量规7的角度定位。
32.所述分度孔22包括中间分度孔221、左侧分度孔222以及右侧分度孔223。所述中间
分度孔221与所述左侧分度孔222呈第三夹角α1,所述第三夹角α1与所述位置量规7上中间孔72与左偏孔73的第一夹角α相同,以实现左偏孔73的位置找正。所述中间分度孔221与所述右侧分度孔223呈第四夹角β1,所述第四夹角β1与所述位置量规7上中间孔72与右偏孔75的第二夹角β相同,以实现右偏孔75的位置找正。所述中间分度孔221与所示第二中心孔21的连线在同一条直线上,且与所述定位孔74位置对应。所述第二中心孔21的半径射线上设置至少一个所述分度孔22,实现不同尺寸不同规格位置量规的加工共用。所述半径射线上的分度孔22的数量根据需要设置即可。
33.所述定位件3与基准板2垂直设置,所述定位件3通过所述第二中心孔21与所述基准板2套设连接,可以是可拆卸连接,如螺栓连接、螺钉连接或者压配合连接等,也可以是非拆卸连接。所述定位件3是定位销或者定位轴等。所述位置量规7套设于所述定位件3上,并围绕所述定位件3旋转。
34.所述找正销4设置在所述基准板2的上端部,用于与加工磨床进行匹配。所述找正销4与所述第二中心孔21在同一条直线上,当所述位置量规7通过所述定位件3与本辅助加工工具固定后,即可通过所述找正销4实现位置找正。
35.所述定位插销5为独立设置部件,用于活动地穿插于所述位置量规7上的定位孔74和所述基准板2上的分度孔22内。
36.位置量规圆周孔的加工过程:
37.加工位置量规7上的圆周孔时,将本辅助加工工具放置坐标磨床上。本辅助加工工具的底座1的底板10放置在坐标磨床上,基准板2垂直于所述坐标磨床。位置量规7的第一中心孔71通过定位件3与基准板2固定连接。通过找正找正销4与坐标磨床进行匹配,初步找正该辅助加工工具与磨床的位置。
38.将定位插销5依次插入位置量规7上的定位孔74和基准板2上的中间分度孔221内,位置量规7圆周上的中间孔72即为竖直方向,与坐标磨床主轴方向保持一致,实现位置量规7圆周上中间孔72找正,接着加工中间孔72。
39.当位置量规7圆周上的中间孔72加工完成后,取下定位插销5,位置量规7围绕定位件3偏转摆动,然后将定位插销5依次插入位置量规7上的定位孔74和基准板2上的左侧分度孔222,位置量规7圆周上的左偏孔73调整为竖直方向,与坐标磨床主轴方向保持一致,实现位置量规7圆周上左偏孔73的找正。以此类推,实现右偏孔75的找正,减少了加工前准备时间,提高加工效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1