一种高精度五金冲压模具的制作方法
1.本实用新型涉及模具技术领域,尤其涉及一种高精度五金冲压模具。
背景技术:
2.五金冲压模具作为高效率的生产工具之一,是工业生产中使用极为广泛和重要的生产设备,采用五金冲压模具生产零配件,具有生产效率高,可实现高速大批量的生产,节约原材料,实现无切削加工的特点。
3.现有技术中,通过冲压机带动上模座移动,使得上模座和下模座之间冲压,然而上模座和下模座之间相互分离,在长时间的生产时,容易使得上下模座产生轻微的错位,使得产品品质较差,且上下模具直接冲撞在一起,经常出现模具变形或者模具爆裂的情况,降低了五金件产品质量。
4.现有的五金冲压模具在成型生产过程中,由于模具材料的硬度不够高,耐磨性也不高,冲头和下模经常会被碰伤、压伤,磨损严重,模具的损坏率较高,使用寿命短,虽然可以通过改进模具材料来减小模具表面损伤,但是效果不理想,不能满足人们日益增长的需求。
技术实现要素:
5.本实用新型克服了现有技术的不足,提供一种高精度五金冲压模具,旨在解决五金冲压模具冲压变形、定位不准确、冲压压力不准以及的模具材料的硬度不够高的问题。
6.为达到上述目的,本实用新型采用的技术方案为:一种高精度五金冲压模具,其特征在于,包括:下模座、下模具、上模座、上模具、冲压头以及缓冲装置;
7.所述下模座的中心处的凹槽固定设置有所述下模具,所述下模座凹槽的内壁表面沿高度方向设置有第一活动部和第二活动部;所述下模具的正上方设置有所述上模座,所述上模具固定在所述上模座中;所述上模座连接的所述冲压头;所述上模具和所述下模具的工作表面涂敷有硬质耐磨涂层;
8.所述缓冲装置包括第一缓冲弹簧、缓冲头、缓冲筒以及第二缓冲弹簧;所述第一缓冲弹簧分别设置在所述上模座的表面,所述第一缓冲弹簧连接所述缓冲头;所述缓冲筒分别设置在所述下模座的表面,所述第二缓冲弹簧设置在所述缓冲筒内部;所述第二缓冲弹簧上还设置有压力传感器。
9.本实用新型一个较佳实施例中,所述下模座和所述下模具上设置有螺栓孔,所述螺栓孔内部安装固定螺栓。
10.本实用新型一个较佳实施例中,所述螺栓孔的数量为四个,所述固定螺栓伸入所述下模座和所述下模具的内部,且所述螺栓孔与所述固定螺栓之间通过螺纹连接。
11.本实用新型一个较佳实施例中,所述缓冲头正对所述第二缓冲弹簧,且相互配合。
12.本实用新型一个较佳实施例中,所述缓冲头的尺寸小于所述缓冲筒2-5mm。
13.本实用新型一个较佳实施例中,所述第一活动部和所述第二活动部通过驱动杆连
接驱动电机,以实现对所述下模具侧向的固定。
14.本实用新型一个较佳实施例中,所述第一活动部的竖直高度与产品的厚度一致。
15.本实用新型一个较佳实施例中,所述第二缓冲弹簧的上端面还设置有缓冲垫。
16.本实用新型一个较佳实施例中,所述压力传感器的型号为pt124g-125。
17.本实用新型一个较佳实施例中,所述硬质耐磨涂层为dlc膜、氮化钛涂膜、碳氮化钛涂膜、氮化钛铝涂膜或氮化铬涂膜中一种或多种混合物。
18.本实用新型一个较佳实施例中,所述硬质耐磨涂层的厚度为0.1-0.5mm。
19.本实用新型解决了背景技术中存在的缺陷,本实用新型具备以下有益效果:
20.(1)本实用新型提供了一种高精度五金冲压模具,该模具的下模具的底部和侧面分别通过固定螺栓和第一活动部、第二活动部固定,保证了下模具的侧向和底部的稳定性,防止在冲压生产过程中,导致下模具的错位,使得产品品质较差,减少模具变形或者模具爆裂的情况,提高了五金件产品冲压质量。
21.(2)本实用新型的上模具和下模具的工作表面涂敷有层硬质耐磨涂层,该硬质耐磨涂层具有硬度高、耐磨、耐腐蚀、的特点,极大提高了模具工作表面的硬度、耐磨性、耐腐蚀性,使得模具在冲压时不易受到损伤,减少修模次数,延长模具的使用寿命。
22.(3)本实用新型通过缓冲装置,实现对上模具冲压压力的缓冲;通过缓冲头两侧分别设置的第一缓冲弹簧和第二缓冲弹簧,并辅助以压力传感器能够有效控制冲压头冲压的压力,避免上下模具直接冲撞在一起。
附图说明
23.下面结合附图和实施例对本实用新型进一步说明;
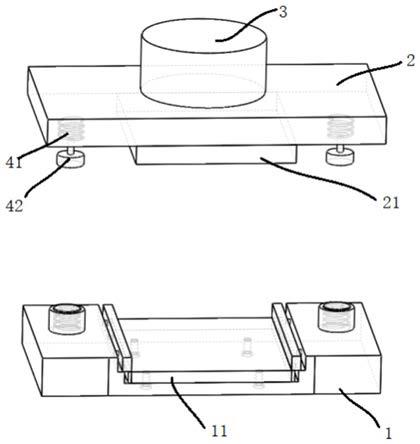
24.图1是本实用新型的优选实施例的立体结构图;
25.图2是本实用新型的优选实施例的;
26.图3是本实用新型的优选实施例的;
27.图中:1、下模座;11、下模具;111、固定螺栓;112、第一活动部;113、第二活动部;114、驱动杆;
28.2、上模座;21、上模具;3、冲压头;
29.4、缓冲装置;41、第一缓冲弹簧;42、缓冲头;43、缓冲筒;44、第二缓冲弹簧;45、压力传感器;46、缓冲垫。
具体实施方式
30.现在结合附图和实施例对本实用新型作进一步详细的说明,这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
31.如图1所示,一种高精度五金冲压模具的立体结构图。高精度五金冲压模具包括下模座1、下模具11、上模座2、上模具21、冲压头3以及缓冲装置4。
32.如图2所示,下模座1的中心处的凹槽固定设置有下模具11,下模座1凹槽的内壁表面沿高度方向设置有第一活动部112和第二活动部113,第一活动部112和第二活动部113通过驱动杆114连接驱动电机,以实现对下模具11侧向的固定。第一活动部112的竖直高度与
产品的厚度一致。该模具的下模具11的底部和侧面分别通过固定螺栓111和第一活动部112、第二活动部113固定,保证了下模具11的侧向和底部的稳定性,防止在冲压生产过程中,导致下模具11的错位,使得产品品质较差,减少模具变形或者模具爆裂的情况,提高了五金件产品冲压质量。
33.下模具11的正上方设置有上模座2,上模具21固定在上模座2中;上模座2连接的冲压头3。下模座1和下模具11上设置有螺栓孔,螺栓孔内部安装固定螺栓111。螺栓孔的数量为四个,固定螺栓111伸入下模座1和下模具11的内部,且螺栓孔与固定螺栓111之间通过螺纹连接。
34.本实用新型上模具21和下模具11的工作表面涂敷有硬质耐磨涂层。硬质耐磨涂层为dlc膜、氮化钛涂膜、碳氮化钛涂膜、氮化钛铝涂膜或氮化铬涂膜中一种或多种混合物。硬质耐磨涂层的厚度为0.1-0.5mm。该硬质耐磨涂层具有硬度高、耐磨、耐腐蚀、的特点,极大提高了模具工作表面的硬度、耐磨性、耐腐蚀性,使得模具在冲压时不易受到损伤,减少修模次数,延长模具的使用寿命。
35.如图1和图3所示,缓冲装置4包括第一缓冲弹簧41、缓冲头42、缓冲筒43以及第二缓冲弹簧44;第一缓冲弹簧41分别设置在上模座2的表面,第一缓冲弹簧41连接缓冲头42;缓冲筒43分别设置在下模座1的表面,第二缓冲弹簧44设置在缓冲筒43内部,第二缓冲弹簧44的上端面还设置有缓冲垫46。第二缓冲弹簧44上还设置有压力传感器45。压力传感器45的型号为pt124g-125。
36.缓冲头42正对第二缓冲弹簧44,且相互配合。缓冲头42的尺寸小于缓冲筒432-5mm。通过缓冲装置4,实现对上模具21冲压压力的缓冲;通过缓冲头42两侧分别设置的第一缓冲弹簧41和第二缓冲弹簧44,并辅助以压力传感器45能够有效控制冲压头3冲压的压力,避免上下模具11直接冲撞在一起。
37.本实用新型使用时,将下模具11放置于下模座1上,并使用固定螺栓111将下模具11于下模座1固定,下模具11两侧的第一活动部112和第二活动部113对下模具11的侧向和顶部进行加压,实现下模具11顶部、底部和侧部的稳固。冲压头3向下运动,冲压头3带动上模座2和上模具21向下冲模,当上模具21即将抵触下模具11时,缓冲装置4的缓冲头42压缩缓冲第二缓冲弹簧44和缓冲垫46,减小冲力大小,达到缓冲的效果。通过压力传感器45检测压力大小,实时调整冲压头3的冲力大小,避免上下模具11的碰撞。
38.以上依据本实用新型的理想实施例为启示,通过上述的说明内容,相关人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1