回旋大孔径顶尖的制作方法
1.本实用新型涉及机床加工设备领域,具体是回旋大孔径顶尖。
背景技术:
2.在机床的加工生产过程中,对于一些工件的加工经常会出现一些小误差,从而会影响到工作效率,为了使被加工零件得到很高的尺寸精度,人们常采用回旋顶尖装夹被加工零件,以此来固定被加工零件,降低加工误差,提高加工质量。
3.目前市场上存在多种回旋顶尖,但是这些回旋顶尖普遍存在着,在一般车床上只能加工一般孔径轴套类零件,而需要进行大孔径轴套类零件加工时,则要将被加工零件安排到大型车床进行加工,需要花费额外进行移动,难以提高加工效率,因此,本领域技术人员提供了回旋大孔径顶尖,以解决上述背景技术中提出的问题。
技术实现要素:
4.本实用新型的目的在于提供回旋大孔径顶尖,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.回旋大孔径顶尖,包括顶尖柄,所述顶尖柄的一端固定连接有顶尖座,所述顶尖座的外侧连接有控制器,所述顶尖座的一端固定连接有安装座,所述安装座的内部开设有第一凹槽,所述安装座的内部靠近第一凹槽的位置开设有通孔,所述通孔的内侧连接有第二橡胶密封圈,所述通孔与第一凹槽贯通连接,所述第一凹槽的内侧连接有电磁铁,所述电磁铁的一侧连接有一组复位弹簧,一组所述复位弹簧的一端且位于电磁铁的外侧连接有圆形铁块,所述圆形铁块的内部包括连接在复位弹簧一端的第二凹槽,所述圆形铁块的一侧连接有顶尖头,所述顶尖头与第二橡胶密封圈相连接。
7.作为本实用新型再进一步的方案:所述顶尖头的内部开设有四个第二螺孔,所述安装座的内部远离通孔的位置开设有四个第一螺孔,四个所述第一螺孔的内部连接有螺杆,所述螺杆的一端与第二螺孔相连接,所述螺杆的另一端套接有第一橡胶密封圈,所述第一橡胶密封圈与安装座相连接。
8.作为本实用新型再进一步的方案:所述圆形铁块的外侧连接有一组滑块,一组所述滑块的外侧连接有滑座,所述滑座与安装座相连接。
9.作为本实用新型再进一步的方案:所述电磁铁通过电路与控制器电性连接。
10.作为本实用新型再进一步的方案:所述螺杆依次贯穿第一螺孔和第二螺孔的内部,所述顶尖头和安装座通过螺杆固定连接。
11.作为本实用新型再进一步的方案:所述顶尖头与安装座通过滑座和滑块滑动连接。
12.作为本实用新型再进一步的方案:所述螺杆采用的是一种不锈钢材质的构件。
13.与现有技术相比,本实用新型的有益效果是:
14.1、通过圆形铁块、复位弹簧、电磁铁和螺杆,在需要进行更换大孔径顶尖时,旋转螺杆,将螺杆从第一螺孔和第二螺孔的内部取出,随后关闭电磁铁,使电磁铁断电失去磁力,在复位弹簧的弹力作用下,将顶尖从安装座内部弹出,然后开启电磁铁,使圆形铁块与电磁铁连接,然后将大孔径顶尖外侧的滑块沿滑座插入安装座内部,最后通过螺杆将大孔径顶尖和安装座固定连接,完成对大孔径顶尖的安装,解决了在一般车床上只能加工一般孔径轴套类零件,而需要进行大孔径轴套类零件加工时,则要将被加工零件安排到大型车床进行加工,需要花费额外进行移动,难以提高加工效率的问题。
15.2、通过滑座和滑块,在进行对顶尖安装之前,使顶尖外侧的滑块沿安装座内侧的滑座划入,完成对顶尖位置的限定,有利于使第一螺孔和第二螺孔的位置相对应,便于将螺杆插入,减少了调整时间,提高了安装效率。
16.3、通过第一橡胶密封圈和第二橡胶密封圈,回旋顶尖在进行工作过程中,在第一橡胶密封圈和第二橡胶密封圈的密封作用下,有利于防止车床加工过程中所产生的水沿通孔和第一螺孔流入安装座内部,避免安装座内部出现腐蚀生锈的情况发生,提高了实用性。
附图说明
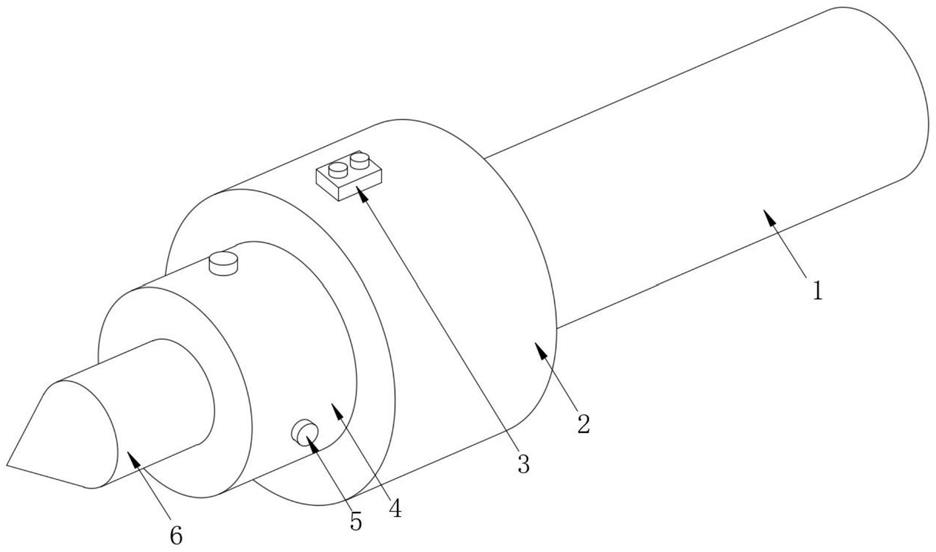
17.图1为回旋大孔径顶尖的结构示意图;
18.图2为回旋大孔径顶尖中安装座的侧面剖视图;
19.图3为回旋大孔径顶尖中安装座的俯视剖视图。
20.图中:1、顶尖柄;2、顶尖座;3、控制器;4、安装座;401、第一凹槽;402、通孔;403、第一螺孔;5、螺杆;6、顶尖头;601、第二螺孔;7、圆形铁块;701、第二凹槽;8、复位弹簧;9、电磁铁;10、滑座;11、滑块;12、第一橡胶密封圈;13、第二橡胶密封圈。
具体实施方式
21.请参阅图1~3,本实用新型实施例中,回旋大孔径顶尖,包括顶尖柄1,顶尖柄1的一端固定连接有顶尖座2,顶尖座2的外侧连接有控制器3,顶尖座2的一端固定连接有安装座4,安装座4的内部开设有第一凹槽401,安装座4的内部靠近第一凹槽401的位置开设有通孔402,通孔402的内侧连接有第二橡胶密封圈13,通孔402与第一凹槽401贯通连接,第一凹槽401的内侧连接有电磁铁9,电磁铁9的一侧连接有一组复位弹簧8,一组复位弹簧8的一端且位于电磁铁9的外侧连接有圆形铁块7,圆形铁块7的内部包括连接在复位弹簧8一端的第二凹槽701,圆形铁块7的一侧连接有顶尖头6,顶尖头6与第二橡胶密封圈13相连接。
22.在图1和图2中:顶尖头6的内部开设有四个第二螺孔601,安装座4的内部远离通孔402的位置开设有四个第一螺孔403,四个第一螺孔403的内部连接有螺杆5,螺杆5的一端与第二螺孔601相连接,螺杆5的另一端套接有第一橡胶密封圈12,第一橡胶密封圈12与安装座4相连接,在需要进行更换大孔径顶尖时,旋转螺杆5,将螺杆5从第一螺孔403和第二螺孔601的内部取出,将顶尖头6从安装座4内部取出。
23.在图3中:圆形铁块7的外侧连接有一组滑块11,一组滑块11的外侧连接有滑座10,滑座10与安装座4相连接,使大孔径顶尖外侧的滑块11沿滑座10插入安装座4内部。
24.在图1和图2中:电磁铁9通过电路与控制器3电性连接,在需要进行更换大孔径顶尖时,通过控制器3关闭电磁铁9,使电磁铁9断电失去磁力,在复位弹簧8的弹力作用下,将
顶尖从安装座4内部弹出,然后开启电磁铁9,使圆形铁块7与电磁铁9连接。
25.在图1和图2中:螺杆5依次贯穿第一螺孔403和第二螺孔601的内部,顶尖头6和安装座4通过螺杆5固定连接,通过螺杆5将大孔径顶尖和安装座4固定连接,完成对大孔径顶尖的安装。
26.在图3中:顶尖头6与安装座4通过滑座10和滑块11滑动连接,在进行对顶尖安装之前,使顶尖外侧的滑块11沿安装座4内侧的滑座10划入,完成对顶尖位置的限定,有利于使第一螺孔403和第二螺孔601的位置相对应,便于将螺杆5插入,减少了调整时间,提高了安装效率。
27.在图1中:螺杆5采用的是一种不锈钢材质的构件,有利于避免在长期使用过程中,被水流侵蚀,降低了生产成本。
28.本实用新型的工作原理是:在需要进行更换大孔径顶尖时,旋转螺杆5,将螺杆5从第一螺孔403和第二螺孔601的内部取出,随后关闭电磁铁9,使电磁铁9断电失去磁力,在复位弹簧8的弹力作用下,将顶尖从安装座4内部弹出,在进行对顶尖重新安装之前,开启电磁铁9,使圆形铁块7与电磁铁9连接,随后将顶尖外侧的滑块11沿安装座4内侧的滑座10划入,完成对顶尖位置的限定,有利于使第一螺孔403和第二螺孔601的位置相对应,便于将螺杆5插入,旋转螺杆5,通过螺杆5将大孔径顶尖和安装座4固定连接,完成对大孔径顶尖的安装。
29.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1