一种高效汽车启动电池外壳焊接机的制作方法
1.本实用新型涉及汽车启动电池外壳焊接加工领域,具体涉及一种高效汽车启动电池外壳焊接机。
背景技术:
2.随着现在人们生活水平的提高,汽车的拥有量也越来越大,目前汽车多以燃油车为主,在车辆点火时需要车辆的启动电池提供电能以实现发动机点火。汽车启动电池在充电过程由于充电电流过大且内阻小,使铅酸电池电解液产生较高的热量,电池盒很容易泄露电解液而造成重金属铅污染,对人的生命健康构成威胁;另外铅酸蓄电池的体积和重量较大,给运输和电池更换带来麻烦。
3.汽车启动电池外壳内部容纳的启动电池由重金属材质加工而成,长时间使用后启动电池容易液体化,故此对于容纳启动电池的外壳的气密性加工要求,要明显高于常规容纳盒,现有汽车启动电池外壳连接缝焊接加工方式,由工作人员手持焊枪逐一焊接连接缝,焊接效率低,故此设计一款高效启动电池外壳焊接机显得尤为重要。
技术实现要素:
4.本实用新型提供一种高效汽车启动电池外壳焊接机,以解决现有技术存在的汽车启动电池外壳焊接加工方式,焊接效率低,焊接周期长且焊接操作风险高的问题。
5.为解决上述技术问题,本实用新型提供一种高效汽车启动电池外壳焊接机,包括有焊接台、载物板、待焊接电池外壳、可调式定位板、水平夹紧块、焊接装置以及支撑柱,所述载物板安装设置在焊接台上,所述待焊接电池外壳设置在载物板上,所述水平夹紧块安装设置在待焊接电池外壳的两侧,所述可调式定位板安装设置在焊接台上,所述焊接装置安装设置在焊接台上,所述支撑柱安装设置在焊接台的底部,所述可调式定位板包括有定位座,所述定位座安装设置在焊接台上,所述定位座的左侧安装设置有限位板,所述限位板与所述定位座之间通过滑杆连接,所述定位座中设置有容纳槽,所述容纳槽的尺寸与所述滑杆的尺寸相一致,所述焊接装置呈多组设置在焊接台上,所述焊接装置包括有焊枪,所述焊枪的右侧安装设置有工作框架,所述工作框架的底部安装设置有转动底座,所述转动底座的下方安装设置有固定底座,所述转动底座与所述固定底座之间通过转轴连接。
6.优选的,所述固定底座上还设置有转动轴承,所述转动轴承与所述固定底座之间可转动,所述转轴穿设在转动轴承中。
7.优选的,所述转动底座与所述固定底座之间留有工作距离,沿转动底座径向安装设置有拨块。
8.优选的,所述焊枪与所述工作框架之间可转动,所述焊枪安装设置在待焊接电池外壳的上方。
9.优选的,所述限位板的底壁上安装设置有球型滑块,所述限位板的左侧安装设置有驱动把手。
10.优选的,所述滑杆可伸缩设置在容纳槽中,所述滑杆可整体回缩至容纳槽中。
11.优选的,所述可调式定位板由耐高温材质加工而成。
12.本实用新型带来的有益效果:
13.(1)本实用新型通过焊接装置以及可调式定位板的相互配合完成待焊接电池外壳的焊接,相比常规手动焊接的工作方式效率大大提高,焊接装置结构简单,设计紧凑,便于工作人员安装维护,整个焊接机结构稳定性好,不易损坏,降低企业维护成本;
14.(2)本实用新型多组焊接装置同时协同工作,相比常规手动焊接的工作方式,焊接效率大大提高,由于待焊接电池外壳呈矩形设置,常规固定式定位板无法满足待焊接电池外壳长边定位,通过可调式定位板的设置,提高定位板限位调节范围。
附图说明
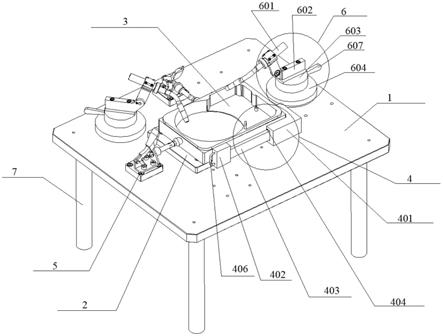
15.图1是根据本实用新型高效汽车启动电池外壳焊接机的整体图;
16.图2是根据本实用新型高效汽车启动电池外壳焊接机的仰视图;
17.其中,1-焊接台、2-载物板、3-待焊接电池外壳、4-可调式定位板、401-定位座、402-限位板、403-滑杆、404-容纳槽、405-球型滑块、406-驱动把手、5-水平夹紧块、6-焊接装置、601-焊枪、602-工作框架、603-转动底座、604-固定底座、605-转轴、606-转轴轴承、607-拨块、7-支撑柱。
具体实施方式
18.为使本实用新型的目的、技术方案和优点更加清楚,以下结合具体实施例,对本实用新型作进一步地详细说明。
19.如图1-2所示,本实用新型提供了一种高效汽车启动电池外壳焊接机,包括有焊接台1、载物板2、待焊接电池外壳3、可调式定位板4、水平夹紧块5、焊接装置6以及支撑柱7,所述载物板2安装设置在焊接台1上,所述待焊接电池外壳3设置在载物板2上,所述水平夹紧块5安装设置在待焊接电池外壳3的两侧,所述可调式定位板4安装设置在焊接台1上,所述焊接装置6安装设置在焊接台1上,所述支撑柱7安装设置在焊接台1的底部,所述可调式定位板4包括有定位座401,所述定位座401安装设置在焊接台1上,所述定位座401的左侧安装设置有限位板402,所述限位板402与所述定位座401之间通过滑杆403连接,所述定位座401中设置有容纳槽404,所述容纳槽404的尺寸与所述滑杆403的尺寸相一致,所述焊接装置6呈多组设置在焊接台1上,所述焊接装置6包括有焊枪601,所述焊枪601的右侧安装设置有工作框架602,所述工作框架602的底部安装设置有转动底座603,所述转动底座603的下方安装设置有固定底座604,所述转动底座603与所述固定底座604之间通过转轴605连接。
20.进一步来说,所述固定底座604上还设置有转动轴承606,所述转动轴承606与所述固定底座604之间可转动,所述转轴605穿设在转动轴承606中。
21.进一步来说,所述转动底座604与所述固定底座604之间留有工作距离,沿转动底座604径向安装设置有拨块607。
22.进一步来说,所述焊枪601与所述工作框架602之间可转动,所述焊枪601安装设置在待焊接电池外壳3的上方。
23.进一步来说,所述限位板402的底壁上安装设置有球型滑块405,所述限位板402的
左侧安装设置有驱动把手406。
24.进一步来说,所述滑杆403可伸缩设置在容纳槽404中,所述滑杆403可整体回缩至容纳槽404中。
25.进一步来说,所述可调式定位板4由耐高温材质加工而成。
26.所述高效汽车启动电池外壳焊接机的工作原理如下:工作人员将待焊接电池外壳3放置在载物板2上,再由工作人员手动操作驱动把手406带动限位板402右侧滑杆403从容纳槽404中滑出,由于滑杆403可伸缩设置在容纳槽404中,便于限位板402更好的滑动,此时焊接装置6开始工作,首先焊枪601开始焊接,然后工作人员手动操作拨块607带动转动底座603转动,转动底座603的转动由转轴605配合转动轴承606完成,焊接装置6呈多组设置在焊接台1上,多组焊接装置6同时焊接,相比常规手动焊接的工作方式,焊接效率大大提高,由于待焊接电池外壳3呈矩形设置,常规固定式定位板无法满足待焊接电池外壳长边定位,通过可调式定位板4的设置,提高定位板限位调节范围,通过焊接装置6以及可调式定位板4的相互配合完成待焊接电池外壳3的焊接,相比常规手动焊接的工作方式效率大大提高,焊接装置6结构简单,设计紧凑,便于工作人员安装维护,整个焊接机结构稳定性好,不易损坏,降低企业维护成本。
27.综上所述,本实用新型通过焊接装置以及可调式定位板的相互配合完成待焊接电池外壳的焊接,相比常规手动焊接的工作方式效率大大提高,焊接装置结构简单,设计紧凑,便于工作人员安装维护,整个焊接机结构稳定性好,不易损坏,降低企业维护成本;多组焊接装置同时协同工作,相比常规手动焊接的工作方式,焊接效率大大提高,由于待焊接电池外壳呈矩形设置,常规固定式定位板无法满足待焊接电池外壳长边定位,通过可调式定位板的设置,提高定位板限位调节范围
28.需要注意的是,本实用新型中使用的多种标准件均是可以从市场上得到的,非标准件则是可以特别定制,本实用新型所采用的连接方式比如螺栓连接、焊接等也是机械领域中非常常见的手段,发明人在此不再赘述。
29.以上所述仅为本实用新型的实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的权利要求范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1