一种锂电池负极材料石墨坩埚的成型装置的制作方法
1.本发明属于坩埚生产技术领域,具体涉及一种锂电池负极材料石墨坩埚的成型装置。
背景技术:
2.生产石墨负极材料主要使用艾奇逊及内串式石墨化炉,将石墨负极材料装入石墨坩埚内进行石墨化处理,将碳原子由热力学上不稳定的“二维无序重叠”排列转变为“三维有序重叠”排列.
3.随着电动汽车以及其它电子设备的发展,锂电池得到了广泛的应用;锂电池的负极材料在生产过程中需要使用大量的坩埚。目前的坩埚在生产时,通常采用压制成型;压制成型时,将用于成型的糊料加入模具内,之后通过压制得到坩埚本体。但目前压制成型中所采用的方法和装置,只能压制单孔坩埚,并且装料少、产量低、质量差、生产成本高,尤其不能适应内串石墨化炉生产需要。
技术实现要素:
4.针对上述技术问题,本发明提供了一种锂电池负极材料石墨坩埚的成型装置。
5.为了解决上述技术问题,本发明采用的技术方案为:
6.一种锂电池负极材料石墨坩埚的成型装置,包括底座和顶部成型模板、外膜筒和底部成型模板,所述顶部成型模板设置在底座上,底座上固定有芯柱,顶部成型模板与芯柱滑动连接,外膜筒的下端与顶部成型模板或底座连接,通过顶部成型模板封堵外膜筒下端的开口;所述底部成型模板通过外膜筒上端开口伸入外膜筒内。
7.外膜筒的下端通过锁紧机构与顶部成型模板或底座连接。
8.所述锁紧机构包括锁环和第一伸缩缸,所述锁环与底座转动连接,第一伸缩缸的两端分别与底座和锁环铰接,通过第一伸缩缸的伸缩带动锁环的转动;所述锁环上设有锁齿,外膜筒的下端设有相应的凸起。
9.所述底座的底部设有移动机构,通过移动移动机构可以驱动底座移动。
10.还包括定位机构,通过定位机构可以限制底座的移动;所述定位机构为升降柱,升降柱的下端与地面固定连接,升降柱的上端设有定位柱,底座上设有相应的定位孔,定位柱可以伸入定位孔内。
11.还包括机架和连接罩,所述连接罩与机架连接,所述连接罩通过第二伸缩缸与外膜筒连接,第二伸缩缸的两端分别与连接罩和外膜筒固定连接或铰接,通过第二伸缩缸可以带动外膜筒移动;
12.所述连接罩上固定有液压缸,液压缸与底部成型模板连接,通过液压缸可以带动底部成型模板移动。
13.所述连接罩与机架之间通过升降机构连接,通过升降机构可以带动连接罩升降;所述连接罩上设有开口。
14.所述外膜筒的形状为圆筒形或方筒形;所述芯柱的形状为锥型,芯柱顶部为半球形;所述芯柱至少设有两个。
15.一种锂电池负极材料坩埚的加工方法,包括以下步骤:
16.s1、将顶部成型模板沿底座上的芯柱移动并放置在底座上;
17.s2、将外膜筒与底座或顶部成型模板连接,通过顶部成型模板封堵外膜筒下端的开口;
18.s3、向外膜筒内加入糊料;
19.s4、加入糊料后,通过液压缸或压机带动底部成型模板移动进行压制成型,压制成型后得到坩埚本体;
20.s5、将底部成型模板和外膜筒移走;通过起吊装置将顶部成型模板和坩埚本体吊起,实现脱模。
21.所述s1中:顶部成型模板和芯柱上均涂布有脱模剂。
22.本发明与现有技术相比,具有的有益效果是:
23.顶部成型模板设置在底座上,底座上固定有芯柱,顶部成型模板与芯柱滑动连接,外膜筒的下端与顶部成型模板或底座连接,通过顶部成型模板封堵外膜筒下端的开口。压制成型后,通过将顶部成型模板进行起吊即可以实现脱模,操作简便。
24.同时,由于上述结构中,顶部成型模板位于底部成型模板的下方,并且芯柱固定在底座上;因此,在压制成型后,坩埚本体的底部朝上,这样可以避免在脱模过程中坩埚本体的顶部受损。同时,压制成型过程中为底部成型模板下移实现压制,这样可以保证压制后得到的坩埚本体密实,有效提高了整体质量。
25.通过锁紧机构可以快速实现外膜筒的下端与顶部成型模板或底座连接/分离,可以提高使用过程中的方便程度以及生产效率。
26.底座的底部设有移动机构,通过移动移动机构可以驱动底座移动,可以根据需要移动到指定工位,方便转运和生产。
27.设置有机架、液压缸和第二伸缩缸,可以实现外膜筒以及底部成型模板的移动,可以实现压制成型以及分离,形成了一套完整的压制成型装置。
28.芯柱的形状为锥型,芯柱顶部为半球形,可以方便脱模以及压制成型。
29.芯柱的数量可以根据需要坩埚上孔的数量确定;芯柱至少设有两个,可以压制成出具有多孔的坩埚。
附图说明
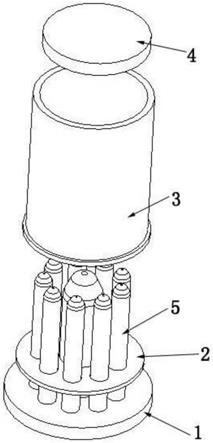
30.图1是本发明的结构示意图;
31.图2是本发明的脱模状态示意图;
32.图3是本发明锁紧机构的结构示意图;
33.图4是图3中a处的局部放大图;
34.图5是本发明定位机构的结构示意图;
35.图6是本发明的剖视图;
36.图7是图6中b处的局部放大图;
37.其中:1为底座,100为定位孔,2为顶部成型模板,3为外膜筒,300为凸起,4为底部
成型模板,5为芯柱,6为锁紧机构,600为锁环,601为第一伸缩缸,602为锁齿,7为移动机构,8为定位机构,800为定位柱,9为机架,10为连接罩,1000为开口,11为第二伸缩缸,12为液压缸,13为坩埚本体,14为升降机构。
具体实施方式
38.下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.如图1至2所示,一种锂电池负极材料石墨坩埚的成型装置,包括底座1和顶部成型模板2、外膜筒3和底部成型模板4,顶部成型模板2设置在底座1上,底座1上固定有芯柱5,顶部成型模板2与芯柱5滑动连接,外膜筒3的下端与顶部成型模板2或底座1连接,通过顶部成型模板2封堵外膜筒3下端的开口;底部成型模板4通过外膜筒3上端开口伸入外膜筒3内。
40.使用时,将顶部成型模板2沿芯柱5滑动放置在底座1上;之后将外膜筒3与顶部成型模板2或者底座1连接,连接后可以形成成型腔;之后再向外膜筒3内加入糊料,通过压机带动底部成型模板4下压进行压制成型。
41.压制成型之后,将底部成型模板4上移,将外膜筒3与顶部成型模板2或者底座1分离;最后通过吊具将顶部成型模板2吊起,顶部成型模板2在上升过程中带动压制后的坩埚本体13一同移动从而实现脱模。
42.通过芯柱5可以实现坩埚本体13的孔成型,通过顶部成型模板2可以实现坩埚本体13的顶面成型,通过底部成型模板4可以实现坩埚本体13的底面成型,通过外膜筒3可以实现坩埚本体13外形的成型。因此,通过此种结构设置,可以得到成型好、质量好的坩埚本体13。
43.进一步,为了方便实现外膜筒3与顶部成型模板2或底座1的连接,设置有相应的锁紧机构6;锁紧机构6可以采用多种实现,无论采用何种只要可以方便现外膜筒3与顶部成型模板2或底座1的连接即可。
44.进一步,锁紧机构6优选采用以下结构:
45.如图3和4所示,锁紧机构6包括锁环600和第一伸缩缸601,锁环600与底座1转动连接,第一伸缩缸601的两端分别与底座1和锁环600铰接,通过第一伸缩缸601的伸缩带动锁环600的转动;锁环600上设有锁齿602,外膜筒3的下端设有相应的凸起300。
46.将外膜筒3放置顶部成型模板2或底座1上,之后第一伸缩缸601伸出,带动锁环600转动,锁环600上的锁齿602转动至外膜筒3凸起300的上方,通过锁齿602挡住凸起300,从而限制外膜筒3的移动,进而实现外膜筒3与顶部成型模板2或底座1的连接。
47.当第一伸缩缸601缩回,带动锁环600反向转动,锁环600上的锁齿602从外膜筒3凸起300的上方移走,不再挡住凸起300,此时便可以将外膜筒3与顶部成型模板2或底座1的分离。
48.进一步,底座1的底部设有移动机构7,通过移动移动机构7可以驱动底座1移动。可以实现不同工位的转移,方便生产。移动机构7可以采用常见的轨道轮移动机构、齿轮齿条移动机构以及其它移动机构。
49.进一步,如图5所示,还包括定位机构8,通过定位机构8可以限制底座1的移动;定位机构8为升降柱,升降柱的下端与地面固定连接,升降柱的上端设有定位柱800,底座1上设有相应的定位孔100,定位柱800可以伸入定位孔100内。
50.定位机构8根据需要设置在相应的工位处,当移动机构7带动底座1移动到该工位处后,升降柱向上升起,使升降柱上的定位柱800伸入定位孔100内,从而起到定位的作用;当底座1需要移动时,升降柱下移,使升降柱上的定位柱800从定位孔100内移出即可。
51.进一步,如图6和7所示,还包括机架9和连接罩10,连接罩10与机架9连接,连接罩10通过第二伸缩缸11与外膜筒3连接,第二伸缩缸11的两端分别与连接罩10和外膜筒3固定连接或铰接,通过第二伸缩缸11可以带动外膜筒3移动;
52.连接罩10上固定有液压缸12,液压缸12与底部成型模板4连接,通过液压缸12可以带动底部成型模板4移动。
53.使用时,通过第二伸缩缸11带动外膜筒3下移与顶部成型模板2或底座1连接;加入糊料后,通过液压缸12带动底部成型模板4下移进行压制;压制后,液压缸12带动底部成型模板4上移,第二伸缩缸11带动外膜筒3上移。因此,通过此种结构设置,可以方便压制成型。
54.进一步,连接罩10与机架9之间可以采用固定连接;当然为了实现调节,在连接罩10与机架9之间设置有升降机构,通过升降机构可以带动连接罩10升降,从而实现调节。
55.升降机构可以采用螺杆升降机、升降柱等常见的升降结构。
56.进一步,连接罩10套设在外膜筒3外,可以提高整体性,而且在压制后可以将外膜筒3伸入连接套内,起到保护作用。
57.进一步,连接罩10上设有开口1000,通过开口1000一方面可以方便向外膜筒3内添加物料,另一面方面可以观察物料的添加情况。
58.进一步,外膜筒3的形状为圆筒形或方筒形,可以加工外形为方形或圆形坩埚。
59.进一步,芯柱5的形状为锥型,芯柱5顶部为半球形,一方面可以方便压制,另一方面可以方便脱模。
60.进一步,芯柱5的数量和位置可以根据需要进行设置,可以制备多孔坩埚;如需要加工十孔坩埚时,则设置有十个芯柱5;而且,可以根据所需孔位置和孔径对芯柱5进行相应的调整设置。
61.一种锂电池负极材料坩埚的加工方法,包括以下步骤:
62.s1、将顶部成型模板2沿底座1上的芯柱5移动并放置在底座1上;
63.s2、将外膜筒3与底座1或顶部成型模板2连接,通过顶部成型模板2封堵外膜筒3下端的开口1000;
64.s3、向外膜筒3内加入糊料;
65.s4、加入糊料后,通过液压缸12或压机带动底部成型模板4移动进行压制成型,压制成型后得到坩埚本体13;
66.s5、将底部成型模板4和外膜筒3移走;通过起吊装置将顶部成型模板2和坩埚本体13吊起,实现脱模。
67.采用上述加工方法,可以方便脱模,并可以保证压制成型质量。
68.进一步,s1中:顶部成型模板2和芯柱5上均涂布有脱模剂,可以方便脱模。
69.上面仅对本发明的较佳实施例作了详细说明,但是本发明并不限于上述实施例,
在本领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化,各种变化均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1