用于滚齿轴通道铣磨的负压吸附载具的制作方法
1.本实用新型涉及用于滚齿轴通道铣磨的负压吸附载具,属于通用型治具的技术领域。
背景技术:
2.机加工是机械加工的简称,是指通过机械精确加工去除材料的加工工艺。机加工作业时,需要对工件进行装夹固定,因此会涉及到大量地辅助治具,这些辅助治具需要根据产品结构进行区别设计,从而满足对产品机加工的稳定限位,提高成型精度。治具的设计对产品机加工稳定性、成型精度、加工效率具有重要的意义。
3.目前存在一种滚齿结构件,其包括装配桩、帽沿及贯通帽沿和装配桩的沉孔,在机加工过程中,需要对帽沿的顶端面进行铣磨,存在铣磨平面和铣磨斜面需求。
4.传统地机加工载具采用装夹治具,即通过可拆卸式装配的载板进行与装配桩配合,从而满足同种规格装配桩的批量化搭载作业,但是,该滚齿结构件存在装配桩的差异,即存在截面为圆形和截面为矩形的差异,单次装夹仅能满足单一规格产品搭载需求。
5.另外,一般装夹治具采用气缸夹固的方式,气缸夹固稳定性较差位置存在一定精度差,而目前也存在负压吸附的快装型载座,但是快装型载座仅适用固定规格的载座搭载,而传统快装型载座幅面规格较大,锁固稳定性较差,成本较高,应用灵活性不足。
技术实现要素:
6.本实用新型的目的是解决上述现有技术的不足,针对传统治具存在换型效率低位置精度差及应用单一的问题,提出用于滚齿轴通道铣磨的负压吸附载具。
7.为了达到上述目的,本实用新型所采用的技术方案为:
8.用于滚齿轴通道铣磨的负压吸附载具,包括负压吸附载座,所述负压吸附载座上设有矩阵式排布的若干吸附工位及与若干所述吸附工位相连通的负压源,
9.所述吸附工位包括矩形轮廓凹槽和位于所述矩形轮廓凹槽内的支承区面,所述支承区面包括若干呈矩阵式设置的支撑凸起,所述支撑凸起之间形成横纵向交汇的负压气流道,所述负压气流道与所述负压源相连通,所述矩形轮廓凹槽内可拆卸式设置有密封圈,
10.若干所述吸附工位的支承区面位于同一水平面。
11.优选地,任意所述吸附工位与所述负压源之间设有低于所述支承区面的通气控制阀。
12.优选地,所述吸附工位的至少两个所述支撑凸起上设有定位凸起。
13.优选地,所述吸附工位的任一所述支撑凸起内设有与所述负压源相连通的负压通孔,所述负压通孔与所述负压气流通道相连通。
14.优选地,所述负压吸附载座的底部设有磁性吸附座。
15.优选地,所述磁性吸附座的一端设有旋转转轴桩位和具备间隔空间的侧挡凸起。
16.本实用新型的有益效果主要体现在:
17.1.提高了搭载灵活性,满足整体搭载或者多个不同规格载座的搭载,多吸附工位提高了吸附稳定性和应用灵活性,尤为适用于多种不同规格滚齿的相对统一性需求。
18.2.吸附工位具备独立通断路的通气控制阀,在单个吸附工位出现缺陷时,不影响负压吸附载具的使用,延长了有效使用寿命。
19.3.满足磁性换型搭载需求,同时满足机加工偏角调节需求。
20.4.产品搭载精度得到有效保障,机加工合格率得到较大提升。
附图说明
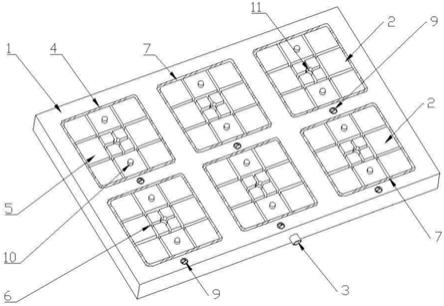
21.图1是本实用新型用于滚齿轴通道铣磨的负压吸附载具的结构示意图。
22.图2是本实用新型优选实施例的结构示意图。
23.图3是本实用新型用于滚齿轴通道铣磨的负压吸附载具的使用状态结构示意图。
24.图4是本实用新型用于滚齿轴通道铣磨的负压吸附载具的另一个使用状态结构示意图。
具体实施方式
25.本实用新型提供用于滚齿轴通道铣磨的负压吸附载具。以下结合附图对本实用新型技术方案进行详细描述,以使其更易于理解和掌握。
26.用于滚齿轴通道铣磨的负压吸附载具,如图1至图4所示,包括负压吸附载座1,负压吸附载座1上设有矩阵式排布的若干吸附工位2及与若干吸附工位相连通的负压源3。
27.吸附工位2包括矩形轮廓凹槽4和位于矩形轮廓凹槽4内的支承区面,支承区面包括若干呈矩阵式设置的支撑凸起5,支撑凸起5之间形成横纵向交汇的负压气流道6,负压气流道6与负压源3相连通,矩形轮廓凹槽内可拆卸式设置有密封圈7。
28.若干吸附工位2的支承区面位于同一水平面。
29.具体地实现过程及原理说明:
30.在进行负压吸附作业时,仅需要将工件载座8设置在负压吸附载座1的支承面上,使得密封圈7位于该工件载座8的投影区域内,通过负压源3进行负压供给,从而使得工件载座8紧紧吸附在支承面上。
31.需要说明的是,本案的负压吸附载具具备两种使用状态:
32.如图3所示,在进行整体式工件载座8搭载时,通过若干吸附工位2对该工件载座8进行整体吸附,其存在多个吸附区域,多区域吸附确保吸附稳定性。
33.如图4所示,其可以进行多个不同规格工件载座8的搭载,每个吸附工位2吸附一个工件载座8,如此满足不同桩位结构件的同台搭载加工需求,该滚齿轴存在组合使用需求,即存在矩形桩位和圆柱桩位的两者滚齿轴的配合使用,因此,同台搭载能保障两个组合使用不同规格滚齿的统一度。
34.在一个具体实施例中,任意吸附工位2与负压源3之间设有低于支承区面的通气控制阀9。
35.具体地说明,在实际应用过程中,会存在局部吸附工位2损伤的情况,此时,仅需要关闭相应的通气控制阀9,即可满足其它吸附工位2的正常使用,如此不会出现局部漏气导致治具无法使用情况发生,延长了载具使用寿命。
36.该通气控制阀9为旋转阀,即其存在一个对通气路进行通断的盘状阀芯,通过对盘状阀芯进行旋转从而实现对气路的通断路控制需求。
37.在一个具体实施例中,吸附工位2的至少两个支撑凸起上设有定位凸起10。
38.仅需要在工件载座8的底部设计与该定位凸起10相配合的通孔,即可满足工件载座8的高精度对位搭载需求,应用非常可靠。
39.在一个具体实施例中,吸附工位2的任一支撑凸起内设有与负压源相连通的负压通孔11,负压通孔与负压气流通道相连通。
40.如图1所示,该负压通孔可以设置在中央位置,其通过在支撑凸起上开设连通槽从而满足负压气流通道的连通需求,如此吸附力更可靠稳定。
41.在一个具体实施例中,负压吸附载座的底部设有磁性吸附座12。
42.即通过磁性吸附座12能实现对负压吸附载座1的快速换型搭载,应用更高效灵活。
43.在一个具体实施例中,磁性吸附座12的一端设有旋转转轴桩位13和具备间隔空间的侧挡凸起14。
44.具体地说明,工件的顶端面会存在一定地倾斜度要求,在此情况下,采用该旋转转轴桩位13可设置在具备枢轴调节位移的搭载座上,满足一定倾斜度搭载需求,而该侧挡凸起14用于枢轴翻转状态下的底端限位需求,提高搭载稳定性。
45.该枢轴调节位移的搭载座属于机加工中常用装置,仅需要满足对磁性吸附座12的枢轴位移调节即可,在机加工过程中,仅需要根据装载位的行数间隔和高低差异进行设定,即可满足连排机加工需求,提高了机加工效率。
46.通过以上描述可以发现,本实用新型用于滚齿轴通道铣磨的负压吸附载具,提高了搭载灵活性,满足整体搭载或者多个不同规格载座的搭载,多吸附工位提高了吸附稳定性和应用灵活性,尤为适用于多种不同规格滚齿的相对统一性需求。吸附工位具备独立通断路的通气控制阀,在单个吸附工位出现缺陷时,不影响负压吸附载具的使用,延长了有效使用寿命。满足磁性换型搭载需求,同时满足机加工偏角调节需求。产品搭载精度得到有效保障,机加工合格率得到较大提升。
47.以上对本实用新型的技术方案进行了充分描述,需要说明的是,本实用新型的具体实施方式并不受上述描述的限制,本领域的普通技术人员依据本实用新型的精神实质在结构、方法或功能等方面采用等同变换或者等效变换而形成的所有技术方案,均落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1