一种高精度的锯床的制作方法
1.本技术涉及车床的技术领域,尤其是涉及一种高精度的锯床。
背景技术:
2.锯床是一种以锯带、锯条等刀具对需要切割的材料进行切割的机床,现有的锯床包括工作台及切割装置部分,其中工作台用于放置需要被切割的材料,切割装置用于对放置在工作台上的切割材料进行切割。
3.例如,公告号为cn211052723u的中国实用新型专利公开了一种双立柱卧式带锯床,包括底座,底座上安装有工作台以及切割装置,底座上位于切割端的两侧分别螺栓固定有定钳口以及安装有动钳口,待切割工件放置于定钳口和动钳口之间,动钳口远离定钳口的一侧安装有液压缸,液压缸固定于底座上,液压缸的活塞杆朝向动钳口移动,带动动钳口朝向定钳口的方向移动,通过液压缸推动动钳口使得动钳口和定钳口将工件夹紧,操作人员再启动切割装置对工件切割。
4.针对上述中的相关技术,发明人认为相关技术中仅通过定钳口和动钳口对工件夹紧固定,此种夹紧方式为点接触,工件的稳定性较差,当切割装置切割工件过程中,可能造成工件远离切割处的一端晃动的可能性,从而造成工件精度较差的问题。
技术实现要素:
5.为了提高工件的切割精度,本技术提供一种高精度的锯床。
6.本技术提供的一种高精度的锯床采用如下的技术方案:
7.一种高精度的锯床,其包括底座,所述底座上安装有夹紧工件的夹持组件和切割工件的切割机构,所述夹持组件包括安装于底座上的定钳板和与定钳板相配合使用的动钳板,所述动钳板远离定钳板的一侧安装有推动动钳板朝向定钳板方向移动的推动组件,所述动钳板与定钳板之间安装有稳固组件,所述稳固组件包括位于工件下方分别安装于定钳板和动钳板上的稳固条和位于工件上方并且分别安装于定钳板和动钳板上的抵压条,所述抵压条与所述稳固条均与工件相抵贴。
8.通过采用上述技术方案,推动组件推动动钳板朝向定钳板的方向移动将工件夹紧固定,切割机构对工件切割过程中,由于抵压条和稳固条同时对工件稳固,减少工件远离切割处的一端晃动的可能性,提高锯床切割工件过程中的稳定性。
9.可选的,所述抵压条分别可拆卸安装于定钳板上和动钳板上;所述稳固条分别可拆卸安装于定钳板上和动钳板上。
10.通过采用上述技术方案,由于切割机构需要对不同直径的工件进行切割,操作人员可只针对不同长度的工件更换不同尺寸的稳固条和抵压条,从而提高工件切割过程中的稳定性,提高工件的切割精度。
11.可选的,所述切割机构包括切割工件的锯条和安装锯条并且升降的切割机箱,所述切割机箱内安装有驱动锯条移动并且切割工件的驱动电机,所述底座上安装有带动切割
机箱升降的气缸,所述定钳板和所述动钳板沿竖直方向分别开设有供锯条竖直插入的切割口。
12.通过采用上述技术方案,气缸带动切割机箱朝向远离底座的一端升高,锯条切割工件时,切割机箱受自身重力竖直落下,锯条竖直插入切割口,切割口可对竖直向下移动的锯条限位,减少锯条切割工件过程中左右摆动的可能性,提高工件的切割精度。
13.可选的,所述切割口的两个相对的内侧壁上均安装有导向轮。
14.通过采用上述技术方案,导向轮给予锯条竖直方向上的导向,导向轮可减少锯条与切割口内侧壁的接触面积,减少锯条切割工件过程中所受的摩擦力,同时减少锯条倾斜的可能性,提高锯条的切割效果。
15.可选的,所述导向轮为球形。
16.通过采用上述技术方案,导向轮为球形导向效果更好,减少锯条错切导向轮的可能性,提高锯条的切割效果。
17.可选的,所述导向轮沿竖直方向设置有多个。
18.通过采用上述技术方案,由于切割口具有一定的长度,多个导向轮对锯条导向,锯条切割工件的准确性更高。
19.可选的,所述定钳板的端部安装有测量组件,所述测量组件包括固定于定钳板上的测量杆,所述测量杆上设置有测量刻度。
20.通过采用上述技术方案,操作人员可通过测量杆上的测量刻度,计算被切割工件的长度,操作人员可以更准确的切割工件,最终切割下适当长度的工件。
21.可选的,所述测量杆上滑动连接有与工件端部相贴合的竖直板,所述竖直板靠近测量杆的一端套接有卡接块,所述卡接块上贯穿有抵顶杆,所述抵顶杆插接于卡接块内的一端抵顶于测量杆上。
22.通过采用上述技术方案,工件的端部抵压于竖直板上,操作人员可以更准确的测量所需工件的长度,减少操作人员切割工件过程中误差出现的可能性,提高工件的精度。
23.可选的,所述抵顶杆与卡接块螺纹连接。
24.通过采用上述技术方案,操作人员通过旋转抵顶杆将卡接块固定,提高操作人员操作的便捷性,提高工作效率。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.1.推动组件推动动钳板朝向定钳板的方向移动将工件夹紧固定,切割机构对工件切割过程中,由于抵压条和稳固条同时对工件稳固,减少工件远离切割处的一端晃动的可能性,提高锯床切割工件过程中的稳定性;
27.2.由于切割机构需要对不同直径的工件进行切割,操作人员可只针对不同长度的工件更换不同尺寸的稳固条和抵压条,从而提高工件切割过程中的稳定性,提高工件的切割精度;
28.3.操作人员通过旋转抵顶杆,将卡接块固定,提高操作人员操作的便捷性,提高工作效率。
附图说明
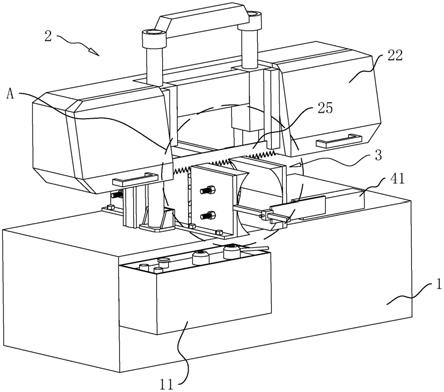
29.图1是高精度的锯床一视角的结构示意图。
30.图2是高精度的锯床另一视角的结构示意图。
31.图3是夹紧组件的机构示意图。
32.图4是夹紧组件在图1中a处的局部放大图。
33.附图标记说明:1、底座;11、控制台;12、滑动槽;2、切割机构;21、气缸;22、切割机箱;23、滑动臂;24、限制臂;25、锯条;3、夹持组件;31、定钳板;32、动钳板;321、滑动块;33、切割口;34、导向轮;4、推动组件;41、推动气缸;5、稳固组件;51、稳固条;511、贯穿杆;512、贯穿块;52、抵压条;521、插入杆;522、插入块;6、测量组件;61、测量杆;62、卡接块;63、竖直板;64、抵顶杆。
具体实施方式
34.以下结合附图1
‑
4对本技术作进一步详细说明。
35.本技术实施例公开一种高精度的锯床。参照图1,高精度的锯床包括用于放置工件的底座1,底座1为长条体形状,底座1固定于地面上,底座1的其中一个竖直侧壁的上端安装有控制台11。
36.参考图1和图2,底座1的上端面安装有切割机构2,切割机构2包括气缸21和切割机箱22,此处,气缸21的数量为两个,两个气缸21间隔分布,且两个气缸21垂直固定于底座1的上端面,两个气缸21的活塞杆均与切割机箱22相固定。底座1上还垂直固定有两个滑动臂23,两个滑动臂23间隔分布,且两个滑动臂23均垂直贯穿切割机箱22,两个滑动臂23之间连接有限制臂24,限制臂24位于滑动臂23远离底座1的一端。切割机箱22上安装有切割工件的锯条25,锯条25的切割齿边竖直向下设置。切割机箱22内安装有驱动电机(图中未画出),启动气缸21,气缸21带动切割机箱22缓慢升起,再将工件固定,启动驱动电机,驱动电机带动锯条25往复运动,切割机箱22受重力缓慢落下,锯条25对工件切割操作。
37.参考图2和图3,底座1上还安装有夹持工件的夹持组件3,夹持组件3包括定钳板31和动钳板32,定钳板31和动钳板32的长度相等,且定钳板31和动钳板32相平行,定钳板31和动钳板32均位于两个气缸21之间。
38.定钳板31位于靠近控制台11的一侧,定钳板31与底座1的长度方向相垂直,定钳板31通过螺栓垂直固定于底座1上。动钳板32位于定钳板31远离控制台11的一侧,底座1的上端面还开设有两个相平行的滑动槽12,滑动槽12的长度方向与底座1的长度方向相平行,两个滑动槽12分别位于切割机箱22的两侧,动钳板32靠近底座1的一端固定有滑动块321,此处,滑动块321的数量为两个,每个滑动块321各自卡接于其中一个滑动槽12内,滑动块321沿滑动槽12长度方向滑动,滑动块321带动动钳板32朝向或远离定钳板31的方向移动。
39.底座1上还固定有推动组件4,推动组件4包括液压油缸41,液压油缸41的数量为两个,两个液压油缸41分别位于切割机箱22的两侧,液压油缸41固定于底座1上,液压油缸41的活塞杆垂直固定于动钳板32远离定钳板31的侧面上。启动液压油缸41,液压油缸41带动动钳板32朝向靠近定钳板31的一端移动,从而将工件夹紧固定。
40.参考图3,动钳板32和定钳板31之间安装有稳固组件5,稳固组件5包括稳固条51和抵压条52,稳固条51与抵压条52的长度均与定钳板31的长度相等。稳固条51的数量和抵压条52的数量均为两个,两个稳固条51分别固定于动钳板32和定钳板31上,两个稳固条51朝向工件的面为弧形面,两个稳固条51均位于工件的下方且与工件的圆周侧面相抵贴。两个
抵压条52分别固定于动钳板32和定钳板31上,两个抵压条52朝向工件的面为弧形面,两个抵压条52均位于工件的上方且与工件的圆周侧面相抵贴。
41.两个稳固条51相背离的面上均垂直固定有贯穿杆511,其中一个贯穿杆511垂直贯穿于定钳板31,另一个贯穿杆511垂直贯穿于动钳板32。贯穿杆511远离稳固条51的一端均螺纹连接有贯穿块512,其中一个贯穿块512抵顶于定钳板31远离稳固条51的面上;另一个贯穿块512抵顶于动钳板32远离稳固条51的面上。
42.两个抵压条52相背离的面上均垂直固定有插入杆521,其中一个插入杆521垂直贯穿于定钳板31,另一个插入杆521垂直贯穿于动钳板32,插入杆521远离抵压条52的一端均螺纹连接有插入块522,其中一个插入块522抵顶于定钳板31远离抵压条52的面上;另一个插入块522抵顶于动钳板32远离抵压条52的面上。操作人员可根据实际情况更换适当的稳固条51和抵压条52,提高工件被切割过程中的稳定性。
43.参考图4,动钳板32和定钳板31上均沿竖直方向开设有切割口33,切割口33位于锯条25的正下方,锯条25切割工件过程中,锯条25竖直向下插入切割口33。切割口33的两个相对内侧壁上均安装有导向轮34,此处,导向轮34的数量为多个,多个导向轮34沿竖直方向均匀间隔分布。同一个切割口33的两个相对内侧壁上的导向轮34的数量相等,本技术中切割口33的内侧壁上导向轮34的数量为四个,且两个切割口33上两个相对内侧壁上导向轮34排布方向相同。本技术中导向轮34为球形。导向轮34减少锯条25切割工件过程中摆动的可能性,提高锯条25切割工件过程的稳定性。
44.参考图3,定钳板31靠近控制台11的一端安装有测量组件6,测量组件6包括测量杆61,测量杆61上设置有测量刻度,测量杆61固定于定钳板31竖直高度的中间位置。测量杆61的长度方向与定钳板31的长度方向相平行。
45.测量杆61上还套接有卡接块62,卡接块62上固定有竖直板63,竖直板63与测量杆61的长度方向相垂直。竖直板63朝向定钳板31的面与卡接块62朝向定钳板31的面相重合。卡接块62远离竖直板63的一侧贯穿有抵顶杆64,抵顶杆64与卡接块62螺纹连接,抵顶杆64插入卡接块62内侧的一端抵顶于测量杆61上。操作人员沿测量杆61长度方向滑动卡接块62,竖直板63朝向定钳板31的面与工件相贴合,锁紧抵顶杆64,使得抵顶杆64插入卡接块62内部的一端抵顶于测量杆61上。再对工件进行切割,最终得到所需长度的工件。
46.本技术实施例一种高精度的锯床的实施原理为:首先启动气缸21,气缸21带动切割机箱22沿竖直方向升起,将工件放置于定钳板31和动钳板32之间,再沿测量杆61长度方向滑动卡接块62,滑动至合适位置后,将抵顶杆64安装于卡接块62上,使得抵顶杆64插入卡接块62内部的一端抵顶于测量杆61上。将工件的一端与竖直板63相贴合。再启动液压缸41,液压缸41推动动钳板32朝向靠近定钳板31的一端移动,直至两个稳固条51与两个抵压条52与工件相抵贴。
47.启动驱动电机,驱动电机带动锯条25切割工件,切割机箱22带动锯条25朝向底座1移动,当锯条25进入切割口33时,切割口33两侧的导向轮34可对锯条25起到导向作用,从而提高锯条25切割工件过程中的精度。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1