一种磁铁装配机的制作方法
1.本实用新型涉及磁铁自动化装配设备技术领域,特别涉及一种磁铁装配机。
背景技术:
2.耳机的电池仓内需要装配电池,以往通过是通过人工进行装配,该方式装配效率低下,难以满足市场需求,另外市面上也具有一些自动装配磁铁的机器,但是存在定位精度低,结构复杂,成本高等问题,因此还需进行改进。
技术实现要素:
3.本实用新型的目的是提供一种磁铁装配机以解决背景技术中提及问题。
4.为了实现上述目的,本实用新型提供如下技术方案:
5.一种磁铁装配机,包括箱体以及安装在箱体上的载具送料机构、搬运机构和磁铁送料机构;所述载具送料机构设置在磁铁送料机构前侧;所述搬运机构设置在磁铁送料机构旁侧;所述磁铁送料机构包括安装座、磁铁上料架、磁铁落料仓、磁铁顶压装置、磁铁分料板和磁铁分料板驱动装置;所述磁铁分料板可左右滑动地安装在安装座上并通过磁铁分料板驱动装置驱动其左右运动;所述磁铁分料板上设有磁铁接料槽;所述磁铁落料仓对应设置在磁铁分料板上方且固定在安装座上;所述磁铁落料仓内具有一条竖直设置的磁铁落料孔;所述磁铁落料仓一侧设有上下分布设置的两个检测光纤分别用于检测磁铁落料孔内上下两端有无磁铁;所述磁铁顶压装置设置在磁铁落料仓旁侧用于顶压固定磁铁落料仓内部的磁铁;所述磁铁上料架设置在磁铁落料仓上方;所述磁铁上料架内设有至少一条用于与磁铁落料孔对接的磁铁放料孔。
6.对本实用新型的进一步描述,还包括磁铁上料架驱动装置;所述磁铁上料架上设有两条前后分布设置的磁铁放料孔;所述磁铁上料架驱动装置安装在安装座上且动力输出端与磁铁上料架连接驱动磁铁上料架前后运动。
7.对本实用新型的进一步描述,所述磁铁顶压装置包括第一气缸、第一顶块、第二气缸和第二顶块;所述第一气缸设置在磁铁落料仓后侧且动力输出端与第一顶块连接驱动第一顶块前后运动;所述第一顶块从磁铁落料仓后侧插入至磁铁落料孔内;所述第二气缸设置在磁铁落料仓右侧且动力输出端与第二顶块连接驱动第二顶块左右运动;所述第二顶块从磁铁落料仓右侧插入至磁铁落料孔内。
8.对本实用新型的进一步描述,所述安装座上设有滑槽;所述磁铁分料板设置在滑槽内。
9.对本实用新型的进一步描述,还包括极性检测传感器和磁铁储存箱;所述磁铁存储箱安装在箱体上;所述极性检测传感器固定在安装座底部;所述极性检测传感器且对应在磁铁分料板运动至左端位置时的磁铁接料槽下方。
10.对本实用新型的进一步描述,所述载具送料机构包括第一安装架、第一驱动装置、进料输送带、载具定位装置和三组载具挡料装置;所述进料输送带安装在第一安装架上;所
述第一驱动装置安装在第一安装架上且与进料输送带驱动连接;三组所述载具挡料装置从左往右依次分布设置在第一安装架上;所述载具挡料装置包括第二气缸和载具挡料块;所述第二气缸固定在第一安装架前侧且动力输出端与载具挡料块连接驱动载具挡料块前后运动;所述载具定位装置设置在中间位置处的载具挡料装置旁侧。
11.对本实用新型的进一步描述,所述载具定位装置包括第三气缸、连接架和两个定位柱;所述第三气缸固定在第一安装架前侧且动力输出端与连接架连接驱动连接架前后运动;两个所述定位柱左右分布设置在连接架后侧。
12.对本实用新型的进一步描述,还包括载具回流机构;所述载具回流机构包括第二安装架、回流输送带和第二驱动装置;所述第二安装架设置在载具送料机构前侧且固定在箱体上;所述回流输送带安装在第二安装架上;所述第二驱动装置安装在第二安装架上且与回流输送带连接。
13.对本实用新型的进一步描述,所述搬运机构包括四轴机械手和安装在四轴机械手动力输出端的吸附头;所述四轴机械手包括底座、y轴驱动装置、x轴驱动装置、z轴驱动装置和c轴驱动装置;所述底座设置在脱标机构左侧;所述y轴驱动装置安装在底座上方;所述x轴驱动装置安装在y轴驱动装置的动力输出端;所述z轴驱动装置安装在x轴驱动装置的动力输出端;所述c轴驱动装置安装在z轴驱动装置的动力输出端;所述吸附头设置两组且左右分布设置在c轴驱动装置的动力输出端。
14.本实用新型的有益效果为:
15.本实用新型的磁铁送料机构通过两个检测光纤分别检测磁铁落料仓内的上下两端有无磁铁,上端检测无磁铁则发出信号,提醒工作人员在磁铁上料架内补充磁铁,下端检测无磁铁则说明磁铁卡料,无法正常落下,则发出信号提醒工作人员进行调整,磁铁顶压装置用于顶压以及整平磁铁落料孔内的磁铁,为磁铁送入磁铁接料槽做准备,磁铁分料板往右运动到位后,磁铁接料槽与磁铁落料孔下端对接,磁铁顶压装置松开磁铁落料孔内的磁铁,最下端的磁铁则落入到磁铁接料槽内,磁铁顶压装置在压紧磁铁落料孔的磁铁,然后磁铁分料板驱动装置驱动磁铁粉料板往左运动,再通过搬运机构将磁铁接料槽上的磁铁搬运至载具送料机构上进行装配,该结构控制精度高,稳定性强,工作效率高,而且结构简单,成本低。
附图说明
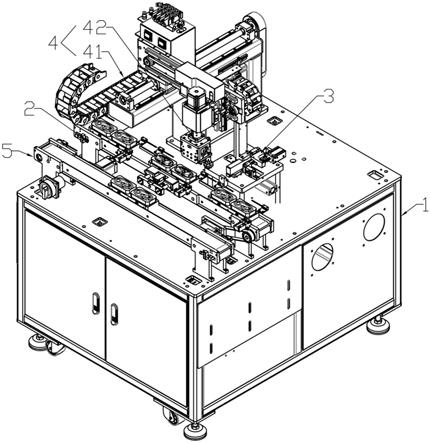
16.图1是本实用新型的整体结构图;
17.图2是本实用新型载具送料机构和载具回流机构的结构图;
18.图3是本实用新型结构图。
具体实施方式
19.以下结合附图对本实用新型进行进一步说明:
20.如图1-3所示,一种磁铁装配机,包括箱体1以及安装在箱体1上的载具送料机构2、磁铁送料机构3和搬运机构4;所述载具送料机构2设置在磁铁送料机构3前侧;所述搬运机构4设置在磁铁送料机构3旁侧;所述磁铁送料机构3包括安装座31、磁铁上料架32、磁铁落料仓33、磁铁顶压装置34、磁铁分料板35和磁铁分料板驱动装置351;所述磁铁分料板35可
左右滑动地安装在安装座31上并通过磁铁分料板驱动装置351驱动其左右运动;所述磁铁分料板35上设有磁铁接料槽351;所述磁铁落料仓33对应设置在磁铁分料板35上方且固定在安装座31上;所述磁铁落料仓33内具有一条竖直设置的磁铁落料孔;所述磁铁落料仓33一侧设有上下分布设置的两个检测光纤36分别用于检测磁铁落料孔内上下两端有无磁铁;所述磁铁顶压装置34设置在磁铁落料仓33旁侧用于顶压固定磁铁落料仓33内部的磁铁;所述磁铁上料架32设置在磁铁落料仓33上方;所述磁铁上料架32内设有至少一条用于与磁铁落料孔对接的磁铁放料孔321;磁铁送料机构3通过两个检测光纤36分别检测磁铁落料仓33内的上下两端有无磁铁,上端检测无磁铁则发出信号,提醒工作人员在磁铁上料架32内补充磁铁,下端检测无磁铁则说明磁铁卡料,无法正常落下,则发出信号提醒工作人员进行调整,磁铁顶压装置34用于顶压以及整平磁铁落料孔内的磁铁,为磁铁送入磁铁接料槽351做准备,磁铁分料板35往右运动到位后,磁铁接料槽351与磁铁落料孔下端对接,磁铁顶压装置34松开磁铁落料孔内的磁铁,最下端的磁铁则落入到磁铁接料槽351内,磁铁顶压装置34在压紧磁铁落料孔的磁铁,然后磁铁分料板驱动装置351驱动磁铁粉料板往左运动,再通过搬运机构4将磁铁接料槽351上的磁铁搬运至载具送料机构2上进行装配。
21.还包括磁铁上料架驱动装置37;所述磁铁上料架32上设有两条前后分布设置的磁铁放料孔321;所述磁铁上料架驱动装置37安装在安装座31上且动力输出端与磁铁上料架32连接驱动磁铁上料架32前后运动,在磁铁上料架32上设置了两个磁铁放料孔321,其中一个磁铁放料孔321与磁铁落料孔对接,另一个磁铁放料孔321的磁铁则通过磁铁落料仓33的上表面进行支撑,从而上方的检测光纤36检测到无料时,则证明与该磁铁落料孔对接的磁铁放料孔321上已经无磁铁,则磁铁上料架驱动装置37带动磁铁上料架32往前或者往后运动,使得另一个磁铁放料孔321与磁铁落料孔对接上料,人工在空料的磁铁放料孔321上放入磁铁。
22.所述磁铁顶压装置34包括第一气缸341、第一顶块342、第二气缸343和第二顶块;所述第一气缸341设置在磁铁落料仓33后侧且动力输出端与第一顶块342连接驱动第一顶块342前后运动;所述第一顶块342从磁铁落料仓33后侧插入至磁铁落料孔内;所述第二气缸343设置在磁铁落料仓右侧且动力输出端与第二顶块连接驱动第二顶块左右运动;所述第二顶块从磁铁落料仓33右侧插入至磁铁落料孔内;第一气缸341推动第一顶块342将磁铁落料孔内的磁铁顶压在磁铁落料孔的前侧壁上,第二气缸343推动第二顶块将磁铁落料孔内的磁铁顶压在磁铁落料孔的左侧壁上,从而对磁铁落料仓33内的磁铁进行夹持固定并整平。
23.所述安装座31上设有滑槽311;所述磁铁分料板35设置在滑槽311内,节省空间并提高磁铁分料板35活动的稳定性。
24.还包括极性检测传感器38和磁铁储存箱;所述磁铁存储箱安装在箱体1上;所述极性检测传感器38固定在安装座31底部;所述极性检测传感器38且对应在磁铁分料板35运动至左端位置时的磁铁接料槽351下方;当磁铁分料板35运动至左端时,通过极性检测传感器38检测磁铁分料板35内磁铁的极性,从而判断磁铁有无装反,若装反了,则通过搬运机构4搬运至磁铁储存箱上收集,若方向正确,则搬运至载具送料机构2上装配在产品内。
25.所述载具送料机构2包括第一安装架21、第一驱动装置22、进料输送带23、载具定位装置24和三组载具挡料装置25;所述进料输送带23安装在第一安装架21上;所述第一驱
动装置22安装在第一安装架21上且与进料输送带23驱动连接;三组所述载具挡料装置25从左往右依次分布设置在第一安装架21上;所述载具挡料装置25包括第二气缸251和载具挡料块252;所述第二气缸251固定在第一安装架21前侧且动力输出端与载具挡料块252连接驱动载具挡料块252前后运动;所述载具定位装置24设置在中间位置处的载具挡料装置25旁侧,载具从进料输送带23左端流入并通过三组载具挡料装置25对载具进行阻挡,控制载具的流动,第二气缸251推动载具挡料块252往后运动则可对载具进行阻挡,防止载具继续往右输送,左端的载具挡料装置25用于控制载具的流入,中部的载具挡料装置25位置为产品上料工位,通过载具挡料装置25阻挡载具后,再通过载具定位装置24对载具进行定位后,再进行产品的上料,右端的载具挡料装置25则用于控制载具的流出。
26.所述载具定位装置24包括第三气缸241、连接架242和两个定位柱;所述第三气缸241固定在第一安装架21前侧且动力输出端与连接架242连接驱动连接架242前后运动;两个所述定位柱左右分布设置在连接架242后侧;载具上具有与定位柱相配合的定位孔,第三气缸241驱动连接架242往后运动,使得定位柱插入至载具的第二定位孔内进行定位。
27.还包括载具回流机构5;所述载具回流机构5包括第二安装架51、回流输送带52和第二驱动装置53;所述第二安装架51设置在载具送料机构2前侧且固定在箱体11上;所述回流输送带52安装在第二安装架51上;所述第二驱动装置53安装在第二安装架51上且与回流输送带52连接;该料磁铁装配机为生产线中的其中一段,载具输送至生产线末端会搬运至载具回流机构5中回流,循环使用。
28.所述搬运机构4包括四轴机械手41和安装在四轴机械手41动力输出端的吸附头42;所述四轴机械手41包括底座、y轴驱动装置、x轴驱动装置、z轴驱动装置和c轴驱动装置;所述底座设置在脱标机构左侧;所述y轴驱动装置安装在底座上方;所述x轴驱动装置安装在y轴驱动装置的动力输出端;所述z轴驱动装置安装在x轴驱动装置的动力输出端;所述c轴驱动装置安装在z轴驱动装置的动力输出端;所述吸附头42设置两组且左右分布设置在c轴驱动装置的动力输出端;通过四轴机械手41联动将磁铁接料槽351上的磁铁搬运至载具送料机构2的载具上进行装配。
29.本实施例的工作原理:
30.磁铁送料机构3通过两个检测光纤36分别检测磁铁落料仓33内的上下两端有无磁铁,上端检测无磁铁则发出信号,提醒工作人员在磁铁上料架32内补充磁铁,下端检测无磁铁则说明磁铁卡料,无法正常落下,则发出信号提醒工作人员进行调整,磁铁顶压装置34用于顶压以及整平磁铁落料孔内的磁铁,为磁铁送入磁铁分料板35的磁铁接料孔做准备,磁铁分料板35往右运动到位后,磁铁接料槽351与磁铁落料孔下端对接,磁铁顶压装置34松开磁铁落料孔内的磁铁,最下端的磁铁则落入到磁铁接料槽351内,磁铁顶压装置34在压紧磁铁落料孔的磁铁,然后磁铁分料板驱动装置351驱动磁铁粉料板往左运动,再通过搬运机构4将磁铁接料槽351上的磁铁搬运至载具送料机构2上进行装配。
31.以上所述并非对本新型的技术范围作任何限制,凡依据本实用新型技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本新型的技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1