一种新能源装配线中激光焊接机构的制作方法
1.本实用新型涉及焊接技术领域,尤其是一种新能源装配线中激光焊接机构。
背景技术:
2.在新能源汽车装配过程中,需要将继电器上面的钣金本体和陶瓷本体通过激光焊接在一起,目前还没有全自动的焊接设备,通常由人工手持焊枪进行焊接,工作效率较低,且不能保证焊接质量。
技术实现要素:
3.本技术人针对上述现有生产技术中的缺点,提供一种新能源装配线中激光焊接机构,能够实现全自动化焊接,生产效率较高且能保证焊接质量。
4.本实用新型所采用的技术方案如下:一种新能源装配线中激光焊接机构,包括上料输送线、下料输送线、转盘和上下料移载机构,上下料移载机构能够将产品在上料输送线、转盘和下料输送线之间移载,产品为继电器中钣金本体和陶瓷本体的装配体,转盘上沿周向放置多个用于固定产品的载具,转盘一侧沿转盘转动方向依次设置有用来将产品粗定位的定位机构一、用于将产品精定位的定位机构二以及激光焊接器,激光焊接器安装在移动机构上。
5.作为上述技术方案的进一步改进:
6.所述转盘由凸轮分割器的旋转环带动实现转动,转盘上间隙布置水平的固定板,固定板固定安装在凸轮分割器的本体上,载具沿转盘的四周边缘均匀间隔布置。
7.所述载具包括块状本体且块状本体的上表面开设用来放置产品的限位槽,块状本体上位于限位槽的两侧分别铰接固定有压爪,且压爪和块状本体之间设有扭簧,在无外力作用下,压爪能够将产品中的钣金本体两侧边缘压制在限位槽中,陶瓷本体布置在钣金本体上。
8.所述定位机构一包括立式的气缸一、气动夹指和u型压件一,气缸一间距布置在转盘的外侧,u型压件一由两个平行的压杆一和连接两个压杆一的条板一组成,气缸一的活塞杆一朝上布置且条板一水平固定在活塞杆一的上端,两个压杆一水平悬伸在气缸一的一侧,气动夹指安装在条板一上,气缸一能够带动两个压杆一移动至两个压杆一分别按压两个压爪使得两个压爪张开、以便将产品放至限位槽处,气动夹指中的两个夹持臂能够对产品进行夹持粗定位以调节产品在限位槽中的位置。
9.所述定位机构二包括气动夹爪一、气动夹爪二、气动夹爪三、气动夹爪四、立式的气缸二和安装板架,气缸二安装在固定板上,气缸二带动安装板架上下移动,气动夹爪一、气动夹爪二、气动夹爪三和气动夹爪四安装在安装板架的下板面且四者依次分布在四边形的四条边上,限位槽的左右两侧槽壁上分别开设缺口一,缺口一延伸至块状本体的左右两外侧面上,气动夹爪一中的两个夹臂一的夹持端能够分别穿过两侧缺口一对钣金本体的左右两侧进行夹持;限位槽的前后两侧槽壁上分别开设缺口二,缺口二延伸至块状本体的前
后两外侧面上,气动夹爪二中的两个夹臂二的夹持端能够分别穿过两侧缺口二对钣金本体的前后两侧进行夹持;气动夹爪三中的两个夹臂三的夹持端能够对陶瓷本体的左右两侧进行夹持;气动夹爪四中的两个夹臂四的夹持端能够对陶瓷本体的前后两侧进行夹持,以实现产品的精定位。
10.所述移动机构为xyz三轴直线模组。
11.所述上下料移载机构包括xy二轴直线模组、上料夹爪、下料夹爪和立式的安装板,安装板的上端安装在xy二轴直线模组上使得xy二轴直线模组能够带动安装板实现xy向移动,上料夹爪安装在立式气缸三的活塞杆三端部,下料夹爪安装在立式气缸四的活塞杆四端部,气缸三和气缸四并排安装在安装板的下端,上料夹爪和下料夹爪的夹臂均朝下布置。
12.所述转盘的外侧间距固定有水平气缸五和按压机构,按压机构包括安装架、立式气缸六和u型压件二,气缸六安装在安装架上,气缸五能够带动安装架沿水平直线导轨移动使得按压机构靠近或远离转盘,u型压件二由两个平行的压杆二和连接两个压杆二的条板二组成,气缸六的活塞杆六朝上布置且条板二水平固定在活塞杆六的上端,气缸六能够带动两个压杆二移动至两个压杆二分别按压其中一个载具上的两个压爪使得两个压爪张开、以便于激光焊接器对产品进行满焊。
13.本实用新型的有益效果如下:本技术整个焊接过程实现自动化,能够大大提高焊接效率,焊接过程中会对产品先进行粗定位、再进行精定位,保证激光焊接器能够对产品进行精准焊接,能够保证焊接质量。本技术中转盘上安装多个载具,能够放置多个产品,从而保证连续、自动化生产,提高生产效率。
附图说明
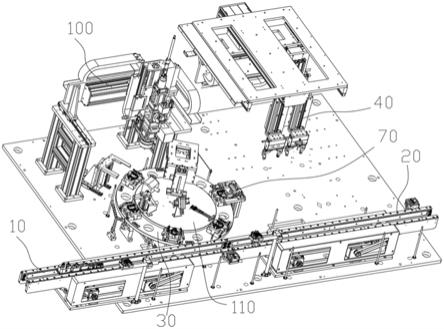
14.图1是本实用新型的结构图。
15.图2是图1的部分结构图。
16.图3是上下料移载机构的结构图。
17.图4是定位机构一的结构图。
18.图5是气缸五和按压机构的装配图。
19.图6是定位机构二的结构图。
20.图7是图6的部分爆炸图。
21.图8是压爪张开状态时载具和产品的装配图。
22.其中:10、上料输送线;20、下料输送线;30、转盘;40、上下料移载机构;41、xy二轴直线模组;42、上料夹爪;43、下料夹爪;44、安装板;45、气缸三;46、气缸四;50、产品;51、钣金本体;52、陶瓷本体;60、载具;61、块状本体;611、缺口一;612、缺口二;62、压爪;70、定位机构一;71、气缸一;72、气动夹指;721、夹持臂;74、压杆一;75、条板一;80、定位机构二;81、气动夹爪一;811、夹臂一;82、气动夹爪二;821、夹臂二;83、气动夹爪三;831、夹臂三;84、气动夹爪四;841、夹臂四;85、气缸二;86、安装板架;90、激光焊接器;100、移动机构;110、固定板;121、气缸五;122、安装架;123、气缸六;124、水平直线导轨;125、压杆二;126、条板二。
具体实施方式
23.下面结合附图,说明本实用新型的具体实施方式。
24.如图1
‑
8所示,本实施例的新能源装配线中激光焊接机构,包括上料输送线10、下料输送线20、转盘30和上下料移载机构40,上下料移载机构40能够将产品50在上料输送线10、转盘30和下料输送线20之间移载,产品50为继电器中钣金本体51和陶瓷本体52的装配体,转盘30上沿周向放置多个用于固定产品50的载具60,转盘30一侧沿转盘30转动方向依次设置有用来将产品50粗定位的定位机构一70、用于将产品50精定位的定位机构二80以及激光焊接器90,激光焊接器90安装在移动机构100上。
25.转盘30由凸轮分割器的旋转环带动实现转动,转盘30上间隙布置水平的固定板110,固定板110固定安装在凸轮分割器的本体上,载具60沿转盘30的四周边缘均匀间隔布置。
26.载具60包括块状本体61且块状本体61的上表面开设用来放置产品50的限位槽,块状本体61上位于限位槽的两侧分别铰接固定有压爪62,且压爪62和块状本体61之间设有扭簧,在无外力作用下,压爪62能够将产品50中的钣金本体51两侧边缘压制在限位槽中,陶瓷本体52布置在钣金本体51上。
27.定位机构一70包括立式的气缸一71、气动夹指72和u型压件一,气缸一71间距布置在转盘30的外侧,u型压件一由两个平行的压杆一74和连接两个压杆一74的条板一75组成,气缸一71的活塞杆一朝上布置且条板一75水平固定在活塞杆一的上端,两个压杆一74水平悬伸在气缸一71的一侧,气动夹指72安装在条板一75上,气缸一71能够带动两个压杆一74移动至两个压杆一74分别按压两个压爪62使得两个压爪62张开、以便将产品50放至限位槽处,气动夹指72中的两个夹持臂721能够对产品50进行夹持粗定位以调节产品50在限位槽中的位置。
28.定位机构二80包括气动夹爪一81、气动夹爪二82、气动夹爪三83、气动夹爪四84、立式的气缸二85和安装板架86,气缸二85安装在固定板110上,气缸二85带动安装板架86上下移动,气动夹爪一81、气动夹爪二82、气动夹爪三83和气动夹爪四84安装在安装板架86的下板面且四者依次分布在四边形的四条边上,限位槽的左右两侧槽壁上分别开设缺口一611,缺口一611延伸至块状本体61的左右两外侧面上,气动夹爪一81中的两个夹臂一811的夹持端能够分别穿过两侧缺口一611对钣金本体51的左右两侧进行夹持;限位槽的前后两侧槽壁上分别开设缺口二612,缺口二612延伸至块状本体61的前后两外侧面上,气动夹爪二82中的两个夹臂二821的夹持端能够分别穿过两侧缺口二612对钣金本体51的前后两侧进行夹持;气动夹爪三83中的两个夹臂三831的夹持端能够对陶瓷本体52的左右两侧进行夹持;气动夹爪四84中的两个夹臂四841的夹持端能够对陶瓷本体52的前后两侧进行夹持,以实现产品50的精定位。
29.移动机构100为xyz三轴直线模组,。xyz三轴直线模组能够带动激光焊接器90实现xyz方向的移动。
30.上下料移载机构40包括xy二轴直线模组41、上料夹爪42、下料夹爪43和立式的安装板44,安装板44的上端安装在xy二轴直线模组41上使得xy二轴直线模组41能够带动安装板44实现xy向移动,上料夹爪42安装在立式气缸三45的活塞杆三端部,下料夹爪43安装在立式气缸四46的活塞杆四端部,气缸三45和气缸四46并排安装在安装板44的下端,上料夹爪42和下料夹爪43的夹臂均朝下布置。xy二轴直线模组41能够带动安装板44实现xy方向的移动。
31.转盘30的外侧间距固定有水平气缸五121和按压机构,按压机构包括安装架122、立式气缸六123和u型压件二,气缸六123安装在安装架122上,气缸五121能够带动安装架122沿水平直线导轨124移动使得按压机构靠近或远离转盘30,u型压件二由两个平行的压杆二125和连接两个压杆二125的条板二126组成,气缸六123的活塞杆六朝上布置且条板二126水平固定在活塞杆六的上端,气缸六123能够带动两个压杆二125移动至两个压杆二125分别按压其中一个载具60上的两个压爪62使得两个压爪62张开、以便于激光焊接器90对产品50进行满焊。
32.具体使用时,由人工或机械手将装配好的产品50放至上料输送线10上进行输送,产品50输送至取料位时,启动xy二轴直线模组41将上料夹爪42移至取料位的上方,并启动气缸三45以带动上料夹爪42向下移动,上料夹爪42对产品50进行夹持,并利用xy二轴直线模组41、气缸三45将产品50移至上料位处的载具60上方,上料位即为定位机构一70所在处,启动气缸一71使得两个压杆一74分别按压两个压爪62以使两个压爪62张开,将产品50放至限位槽中,启动气动夹指72中的两个夹持臂721对产品50进行夹持实现粗定位以调节产品50在限位槽中的位置,控制气缸一71的活塞杆一向上移动使得两个压杆一74松开两个压爪62,因扭簧的作用力使得两个压爪62将钣金本体51的两侧边缘压住,转盘30转动,将产品50移至定位机构二80处,利用气动夹爪一81、气动夹爪二82、气动夹爪三83和气动夹爪四84将钣金本体51和陶瓷本体52的前后左右进行夹持,使得定位机构二80对产品50的位置进一步的进行精定位,转盘30转动,将产品50移动至按压机构处,利用移动机构100带动激光焊接器90移动至产品50的上方,利用激光焊接器90对钣金本体51和陶瓷本体52之间进行点焊,利用气缸五121带动安装架122沿水平直线导轨124移动使得两个压杆二125移动至两个压爪62的上方,利用气缸六123带动两个压杆二125分别按压两个压爪62使得两个压爪62张开、以松开产品50,利用激光焊接器90对钣金本体51和陶瓷本体52之间进行满焊即可。满焊完成以后,转盘30转动带动产品50移动至下料位,下料位即为定位机构一70所在处,利用定位机构一70的两个压杆一74按压两个压爪62将产品50松开,利用下料夹爪43将焊接好的产品50抓取移动至下料输送线20输送走即可。
33.整个焊接过程实现自动化,能够大大提高焊接效率,焊接过程中会对产品50先进行粗定位、再进行精定位,保证激光焊接器90能够对产品50进行精准焊接,能够保证焊接质量。
34.本技术中转盘30上安装多个载具60,能够放置多个产品50,从而保证连续、自动化生产,提高生产效率。
35.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1