汽车铝电池壳带视觉的柔性CMT焊接站的制作方法
汽车铝电池壳带视觉的柔性cmt焊接站
技术领域
1.本实用新型的实施例涉及cmt焊接站,特别涉及一种汽车铝电池壳带视觉的柔性cmt焊接站。
背景技术:
2.cmt(冷金属过渡技术)是一种全新的mig/mag焊接工艺。是cold metal transfer的缩写。由于其热输入量比普通的mig/mag焊要低,因而命名为cold;在现有的汽车铝电池壳带视觉的cmt焊接站中,普遍采用固定式的cmt焊接站,不能夹具边旋转边焊接,也不能翻转,这样的cmt焊接站既没有柔性又不能追踪焊缝位置,不能实时跟踪焊缝的位置也不能实现柔性焊接,焊接效果不能实施追踪,造成不必要的返工,并且焊接线比较长,浪费厂房空间。
技术实现要素:
3.本实用新型的实施方式的目的在于提供一种夹具边旋转边焊接,能翻转,同时,在焊接的过程中能够检测焊缝的位置和焊接效果,实现柔性焊接的cmt焊接站。
4.为了实现上述目的,本实用新型的实施方式设计了一种汽车铝电池壳带视觉的柔性cmt焊接站,其特征在于,包括:
5.变位机,在所述的汽车铝电池壳带视觉的柔性cmt焊接站中沿着预设的轴线上设置所述的变位机;
6.汽车铝电池壳焊接夹具,在所述的变位机上方的变位平台上固定所述的汽车铝电池壳焊接夹具;所述变位机带动所述汽车铝电池壳焊接夹具沿着预设轴线进行旋转变位;
7.焊接机器人,在所述变位机的两侧设置所述焊接机器人;所述的焊接机器人对固定在所述汽车铝电池壳焊接夹具上的汽车铝电池壳进行焊接;
8.焊枪,在所述焊接机器人的第六轴上固定所述焊枪,
9.视觉系统,在所述焊枪的四周固定所述的视觉系统,所述的视觉系统对所述焊接机器人在所述汽车铝电池壳焊接夹具上焊接的所述汽车铝电池壳进行检测。
10.进一步,所述的变位机,还包括:
11.底座,在所述的变位机的下方固定所述底座;
12.z轴旋转电机,在所述底座上固定所述z轴旋转电机;
13.减速箱,在所述z轴旋转电机上固定所述减速箱;
14.z轴旋转机构,在所述减速箱上活动连接所述z轴旋转机构;
15.z轴转盘,在所述z轴旋转机构上固定所述的z轴转盘;
16.旋转机支架,在所述z轴转盘上沿着所述z轴转盘的中心轴线固定所述旋转机支架;所述的旋转机支架呈u字型,在所述的旋转机支架两端的u型臂上分别固定x轴旋转机构的两端。
17.进一步,所述的x轴旋转机构,还包括:
18.x轴旋转电机,在所述的旋转机支架的一端的上方固定所述x轴旋转电机;
19.x轴旋转减速机,在所述x轴旋转电机上串联所述x轴旋转减速机;所述x轴旋转减速机的输出轴上连接x轴旋转转盘;在所述x轴旋转转盘上活动连接x轴旋转转轴;
20.x轴被动旋转转盘,在所述的旋转机支架的一端的上方固定所述x轴被动旋转转盘;在所述x轴被动旋转转盘上活动连接x轴被动旋转转轴;
21.所述x轴旋转转轴和所述x轴被动旋转转轴分别活动连接至变位平台的两端;
22.所述的x轴旋转电机驱动所述x轴旋转转轴,带动所述变位平台沿x轴方向转动。
23.进一步,所述的汽车铝电池壳焊接夹具沿着所述变位平台的中心轴线对称设置。
24.进一步,所述的汽车铝电池壳焊接夹具,还包括:
25.横向夹具组件,在所述汽车铝电池壳焊接夹具的一侧固定若干个所述横向夹具组件;所述横向夹具组件用于对汽车铝电池壳的侧面进行定位夹紧;
26.斜角夹具组件,在所述汽车铝电池壳焊接夹具的纵向侧面与所述汽车铝电池壳焊接夹具的横向侧面交叉处设置若干个所述的斜角夹具组件;
27.第一纵向夹具组件,在所述汽车铝电池壳焊接夹具的纵向第一侧面处固定所述第一纵向夹具组件;
28.第二纵向夹具组件,在所述汽车铝电池壳焊接夹具的纵向第二侧面处固定所述第二纵向夹具组件;
29.底板,所述横向夹具组件、斜角夹具组件、第一纵向夹具组件和第二纵向夹具组件的底部分别固定在所述底板的上方;
30.汽车铝电池壳框架,在所述的底板上方纵向固定导轨,在所述导轨上固定所述汽车铝电池壳框架,所述的汽车铝电池壳框架在所述的横向夹具组件之间前后滑动;在所述的汽车铝电池壳框架的底部沿所述汽车铝电池壳框架的边框上固定若干个定位块。
31.进一步,所述的横向夹具组件,还包括:
32.定位气缸,所述定位气缸的活塞杆通过活动连接块活动连接所述的汽车铝电池壳框架;所述定位气缸的另一端固定在所述底板上;用于将所述的汽车铝电池壳框架向所述汽车铝电池壳焊接夹具的中心轴线进行定位;
33.夹紧气缸,所述夹紧气缸的缸体的底部固定在所述底板上;在所述夹紧气缸的上方固定夹头,用于夹紧汽车铝电池壳。
34.进一步,所述的斜角夹具组件,还包括:
35.夹紧斜气缸,在所述底板上固定z字型支撑块的一端,在所述z字型支撑块的另一端上固定所述夹紧斜气缸的缸体;在所述夹紧斜气缸的活塞杆上固定夹紧头;
36.支座,在所述z字型支撑块的下方连接所述支座,在所述支座的下方固定在所述底板上。
37.进一步,所述的第一纵向夹具组件,还包括:
38.第一定位块,在所述底板上固定所述第一定位块的一端,在所述第一定位块的另一端上固定第一纵向夹具的第一下夹具;在所述第一定位块的中间固定第一纵向夹具的第二下夹具;
39.第一纵向夹具气缸,在所述第一定位块的侧面固定所述第一纵向夹具气缸的缸体;在所述第一纵向夹具气缸上方固定第一纵向夹具气缸的夹紧头;
40.所述的第二纵向夹具组件,还包括:
41.第二定位块,在所述汽车铝电池壳框架的边缘处固定所述第二定位块,在第二定位块的下方设置转动轴承座,并与所述底板活动连接,第二定位块在所述底板上形成上下翻转;
42.第二纵向夹具气缸,在所述的第二定位块一侧固定所述第二纵向夹具气缸,所述第二纵向夹具气缸的活塞杆与所述底板活动连接;所述第二纵向夹具气缸驱动所述第二定位块,进行上下翻转,用于汽车铝电池壳上下固定;
43.第三定位块,在所述第二定位块的一侧的所述底板上固定所述第三定位块;
44.定位销,在所述第三定位块的一侧的所述底板上固定所述定位销;
45.垫块,在所述第三定位块的一侧的所述底板上固定所述垫块。
46.进一步,所述的视觉系统,还包括:
47.3d照相机,在所述的焊枪环绕的四周的圆周上设置若干个3d照相机;所述的3d照相机在所述的焊枪的圆周上呈圆周平均分配设置;所述的3d照相机为3个或者4个,所述的3d照相机之间的夹角为90
°‑
120
°
;
48.图像处理控制器,在所述3d照相机的一侧固定所述图像处理控制器;
49.若干个所述的3d照相机均电性连接图像处理控制器。
50.进一步,所述的汽车铝电池壳带视觉的柔性cmt焊接站被置于焊接房内,在所述焊接房的两侧设置焊接门。
51.本实用新型的实施方式同现有技术相比,设计了变位机、汽车铝电池壳焊接夹具以及视觉系统,能够实现夹具边旋转边焊接,能翻转,同时,在焊接的过程中能够检测焊缝的位置和焊接效果,实现柔性焊接;解决了现有的cmt焊接站既没有柔性又不能追踪焊缝位置,不能实时跟踪焊缝的位置也不能实现柔性焊接,焊接效果不能实施追踪,造成不必要的返工,并且焊接线比较长,浪费厂房空间的技术问题。
附图说明
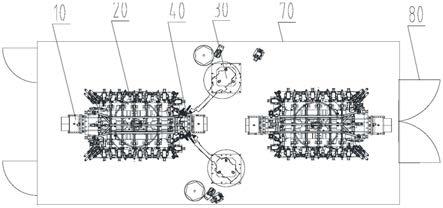
52.图1为本实用新型的结构示意图;
53.图2为本实用新型的柔性cmt焊接站的立体示意图;
54.图3为本实用新型的焊枪的示意图;
55.图4为本实用新型的视觉系统的示意图;
56.图5为本实用新型的汽车铝电池壳焊接夹具示意图;
57.图6为本实用新型的横向夹具组件的示意图;
58.图7为本实用新型的斜角夹具组件结构示意图;
59.图8为本实用新型的第一纵向夹具组件示意图;
60.图9为本实用新型的第二纵向夹具组件示意图。
具体实施方式
61.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的各实施方式进行详细的阐述。然而,本领域的普通技术人员可以理解,在本实用新型各实施方式中,为了使读者更好地理解本技术而提出了许多技术细节。但是,即使没有这些技
术细节和基于以下各实施方式的种种变化和修改,也可以实现本技术各权利要求所要求保护的技术方案。
62.本实用新型的第一实施方式涉及一种汽车铝电池壳带视觉的柔性cmt焊接站,如图1、图2、图3、图4所示,包括:
63.在汽车铝电池壳带视觉的柔性cmt焊接站中沿着预设的轴线上设置变位机20;变位机10用于对在汽车铝电池壳带视觉的柔性cmt焊接站进行z轴和x轴方向进行变位。
64.在变位机10上方的变位平台11上固定汽车铝电池壳焊接夹具20;变位机10带动汽车铝电池壳焊接夹具20沿着预设轴线进行旋转变位;汽车铝电池壳焊接夹具20用于汽车铝电池壳进行定位和固定。
65.在变位机10的两侧设置焊接机器人30;焊接机器人30对固定在汽车铝电池壳焊接夹具20上的汽车铝电池壳进行焊接;焊接机器人30用于对汽车铝电池壳进行驱动焊枪40。
66.在焊接机器人30的第六轴上固定焊枪40,焊枪40用于焊接汽车铝电池壳;
67.在焊枪40的四周固定视觉系统50,视觉系统50对焊接机器人30在汽车铝电池壳焊接夹具20上焊接的汽车铝电池壳进行检测。
68.上述的实施例中,设计了变位机10、汽车铝电池壳焊接夹具20以及视觉系统50,能够实现夹具边旋转边焊接,能翻转,同时,在焊接的过程中能够检测焊缝的位置和焊接效果,实现柔性焊接;解决了现有的cmt焊接站既没有柔性又不能追踪焊缝位置,不能实时跟踪焊缝的位置也不能实现柔性焊接,焊接效果不能实施追踪,造成不必要的返工,并且焊接线比较长,浪费厂房空间的技术问题。
69.为了实现上述的技术效果,如图1、图2、图3、图4所示,变位机10,还包括:
70.底座12,在变位机10的下方固定底座12;
71.在底座12上固定z轴旋转电机13;z轴旋转电机13用于驱动变位机10进行轴旋转;
72.在z轴旋转电机13上固定减速箱14,减速箱14用于对z轴旋转电机13进行减速;
73.在减速箱14上活动连接z轴旋转机构15;z轴旋转机构15用于支撑起变位机10上方的装置;
74.在z轴旋转机构15上固定z轴转盘16;z轴转盘16在z轴旋转机构15驱动下进行旋转,起到旋转的作用;
75.旋转机支架17,在z轴转盘16上沿着z轴转盘16的中心轴线固定旋转机支架17;旋转机支架17呈u字型,在旋转机支架17两端的u型臂上分别固定x轴旋转机构60的两端。变位机10由绕z轴旋转的机构和x轴旋转机构60组成,上述的结构能够起到带动z轴转盘16上方的装置绕z轴旋转的功能。
76.为此,x轴旋转机构60,还包括:
77.在旋转机支架17的一端的上方固定x轴旋转电机61;x轴旋转电机61用于驱动绕x轴方向旋转的变位平台11;
78.在x轴旋转电机61上串联x轴旋转减速机62;x轴旋转减速机62的输出轴上连接x轴旋转转盘63;在x轴旋转转盘63上活动连接x轴旋转转轴64;x轴旋转减速机62通过串联x轴旋转电机61上,对x轴旋转电机61进行减速,并活动连接x轴旋转转盘63和x轴旋转转轴64,从而形成x轴旋转机构60的绕x轴转动;
79.在旋转机支架17的一端的上方固定x轴被动旋转转盘65;在x轴被动旋转转盘65上
活动连接x轴被动旋转转轴66;x轴被动旋转转盘65用于连接绕x轴旋转装置;
80.x轴旋转转轴64和x轴被动旋转转轴65分别活动连接至变位平台11的两端;
81.x轴旋转电机61驱动x轴旋转转轴64,带动变位平台11沿x轴方向转动。
82.为了达到能够采用焊接机器人30能够对汽车铝电池壳进行焊接,需要在变位平台11上安装汽车铝电池壳焊接夹具20,如图5所示,汽车铝电池壳焊接夹具20沿着变位平台11的中心轴线对称设置。
83.同时,汽车铝电池壳焊接夹具20,还包括:
84.横向夹具组件21,在汽车铝电池壳焊接夹具20的一侧固定若干个横向夹具组件21;横向夹具组件21用于对汽车铝电池壳的侧面进行定位夹紧;
85.在汽车铝电池壳焊接夹具20的纵向侧面与汽车铝电池壳焊接夹具20的横向侧面交叉处设置若干个斜角夹具组件21;斜角夹具组件22用于定位汽车铝电池壳的四个角。
86.在汽车铝电池壳焊接夹具20的纵向第一侧面处固定第一纵向夹具组件23;
87.在汽车铝电池壳焊接夹具20的纵向第二侧面处固定第二纵向夹具组件24;第一纵向夹具组件23和第二纵向夹具组件24用于定位汽车铝电池壳焊接夹具20的的横向之间的位置。
88.横向夹具组件21、斜角夹具组件22、第一纵向夹具组件23和第二纵向夹具组件24的底部分别固定在底板25的上方;底板24主要是用于安装横向夹具组件21、斜角夹具组件22、第一纵向夹具组件23和第二纵向夹具组件24。
89.在底板25上方纵向固定导轨27,在导轨27上固定汽车铝电池壳框架26,汽车铝电池壳框架26在横向夹具组件21之间前后滑动;在汽车铝电池壳框架26的底部沿汽车铝电池壳框架26的边框28上固定若干个定位块29。汽车铝电池壳框架26主要用于放置汽车铝电池壳。
90.上述的部件的组成了汽车铝电池壳焊接夹具20,主要实现了对于汽车铝电池壳的定位和夹紧。
91.为此,如图5、图6所示,横向夹具组件21,还包括:
92.定位气缸211的活塞杆通过活动连接块212活动连接汽车铝电池壳框架26;定位气缸211的另一端固定底板25上;定位气缸211用于将汽车铝电池壳框架26向汽车铝电池壳焊接夹具20的中心轴线进行定位;
93.夹紧气缸213的缸体的底部固定在底板25上;在夹紧气缸213的上方固定夹头214,夹紧气缸213用于夹紧汽车铝电池壳。
94.如图5、图7所示,斜角夹具组件22,还包括:
95.在底板25上固定z字型支撑块222的一端,在z字型支撑块222的另一端上固定夹紧斜气缸221的缸体;在夹紧斜气缸221的活塞杆上固定夹紧头223;夹紧斜气缸221用于夹紧汽车铝电池壳。
96.在z字型支撑块222的下方连接支座224,在支座224的下方固定在底板25上。支座224用固定夹紧斜气缸221。
97.为此,如图5、图8所示,第一纵向夹具组件23,还包括:
98.在底板25上固定第一定位块231的一端,在第一定位块231的另一端上固定第一纵向夹具的第一下夹具232;在第一定位块231的中间固定第一纵向夹具的第二下夹具233;第
一定位块231用于固定第一纵向夹具气缸234;
99.在第一定位块231的侧面固定第一纵向夹具气缸234的缸体;在第一纵向夹具气缸234上方固定第一纵向夹具气缸的夹紧头235;第一纵向夹具气缸234用于夹紧汽车铝电池壳。
100.为此,如图5、图9所示,第二纵向夹具组件24,还包括:
101.在汽车铝电池壳框架26的边缘处固定第二定位块241,在第二定位块241的下方设置转动轴承座242,并与底板25活动连接,第二定位块241在底板25上形成上下翻转;第二定位块241翻转后从上至下压紧汽车铝电池壳。
102.在第二定位块241一侧固定所第二纵向夹具气缸243,第二纵向夹具气缸243的活塞杆与底板25活动连接;第二纵向夹具气缸243驱动第二定位块241,进行上下翻转,用于汽车铝电池壳上下固定;第二纵向夹具气缸243用于翻转第二定位块241。
103.在第二定位块244的一侧的底板25上固定第三定位块244;第三定位块244用于放置汽车铝电池壳。
104.在第三定位块244的一侧的底板25上固定定位销245;定位销245用于精确定位汽车铝电池壳的位置。
105.在第三定位块244的一侧的底板25上固定垫块246,垫块246上放置汽车铝电池壳。
106.如图3、图4、图5所示,视觉系统50,还包括:
107.3d照相机51,在焊枪40环绕的四周的圆周上设置若干个3d照相机51;3d照相机51在焊枪40的圆周上呈圆周平均分配设置;3d照相机51为3个或者4个,3d照相机51之间的夹角为90
°‑
120
°
;在本实施例中的3d照相机51为4个,3d照相机51之间的夹角为90
°
。
108.在3d照相机51的一侧固定图像处理控制器52;
109.若干个3d照相机51均电性连接图像处理控制器52。图像处理控制器52,用于控制3d照相机51的焊缝的拍摄以及焊缝的检测。
110.如图1所示,所述的汽车铝电池壳带视觉的柔性cmt焊接站被置于焊接房70内,在焊接房70的两侧设置焊接门80。
111.本领域的普通技术人员可以理解,上述各实施方式是实现本实用新型的具体实施例,而在实际应用中,可以在形式上和细节上对其作各种改变,而不偏离本实用新型的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1