立式车床用夹具的制作方法
1.本实用新型涉及机加工用工装技术领域,具体地说,涉及一种立式车床用夹具。
背景技术:
2.立式车床加工飞轮壳时,飞轮壳由立车卡盘夹紧,其中,卡盘的夹持爪是车床标配的,结构单一,通用性差,而市面上定制的夹持爪较为笨重,更换不便,且磨损后需全部更换,经济性差,也存在通用性差的问题。
技术实现要素:
3.针对上述不足,本实用新型所要解决的技术问题是:提供一种通用性好的立式车床用夹具。
4.为解决上述技术问题,本实用新型的技术方案是:
5.一种立式车床用夹具,包括:卡盘装置、夹持爪座、夹持爪、支撑座和定位垫块;
6.所述卡盘装置包括卡盘本体,所述卡盘本体周向均布有多个径向的第一滑槽,每个所述第一滑槽内分别滑动有一个卡爪;
7.多个所述夹持爪座周向均布设置,每个所述夹持爪座分别固定于一个所述卡爪上,每个所述夹持爪座分别固定有一个所述夹持爪,所述夹持爪设有与待加工产品接触的夹持面;
8.多个所述支撑座周向均布固定于所述卡盘本体,每个所述支撑座分别固定有一个所述定位垫块,所述定位垫块设有支撑待加工产品的支撑面;
9.所述夹持爪和所述定位垫块周向交替设置。
10.优选地,所述夹持爪座与所述夹持爪之间设有定位斜面,所述定位斜面与竖直方向的夹角为7
°
~10
°
。
11.优选地,所述定位斜面与竖直方向的夹角为10
°
。
12.优选地,所述夹持爪座呈三级台阶型,由下往上,所述夹持爪支撑于第二级台阶,所述第二级台阶与第三级台阶之间的连接面为所述夹持爪座的所述定位斜面。
13.优选地,所述卡盘本体设有底座锯齿,所述夹持爪座设有与所述底座锯齿适配的夹持爪座锯齿。
14.优选地,所述夹持面为圆柱面。
15.优选地,所述支撑座为l型。
16.优选地,所述卡盘装置为三爪卡盘,所述夹持爪座和所述夹持爪分别设有三个,所述支撑座和所述定位垫块分别设有三个。
17.优选地,所述卡盘本体设有沿其径向的三个第二滑槽,三个所述第一滑槽和三个所述第二滑槽周向均布且交替设置,每个所述第二滑槽内分别可拆卸固定有滑块,三个所述支撑座一一固定于三个所述滑块。
18.采用了上述技术方案后,本实用新型的有益效果是:
19.夹紧固定待加工产品时,首先将产品放置于定位垫块上,然后卡盘装置动作驱动三个夹持爪向中心靠近,直至三个夹持爪夹紧产品,产品定心并固定,然后即可对产品进行加工作业,对于不同的产品,可以更换夹持爪,以使其能够装夹不同的产品,通用性好,满足了立式车床对不同产品的加工需求。
附图说明
20.图1是本实用新型立式车床用夹具的主视结构示意图;
21.图2是图1的俯视结构示意图;
22.图3是图1中夹持爪座和夹持爪的装配结构示意图;
23.图4是图3中夹持爪座的立体结构示意图;
24.图5是图3中夹持爪的立体结构示意图;
25.图6是夹持爪座的锯齿和卡盘本体的锯齿的配合结构示意图;
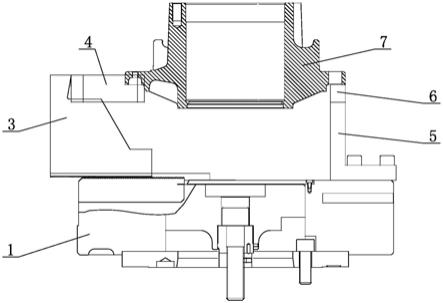
26.图7是本实用新型立式车床用夹具装夹飞轮壳时的主视结构示意图;
27.图8是图7的俯视结构示意图;
28.图中:1、卡盘本体;11、卡盘本体锯齿;2、卡爪;3、夹持爪座;31、夹持爪座定位斜面;32、夹持爪座螺栓孔;33、夹持爪座锯齿;4、夹持爪座;41、夹持爪定位斜面;42、夹持爪上螺栓孔;43、夹持爪侧螺栓孔;44、圆柱面;5、支撑座;6、定位垫块;7、飞轮壳。
具体实施方式
29.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,且不用于限定本实用新型。
30.如图1和图2共同所示,一种立式车床用夹具,包括:卡盘装置、夹持爪座3、夹持爪4、支撑座5和定位垫块6;
31.卡盘装置优选为三爪卡盘,三爪卡盘包括卡盘本体1,卡盘本体1设有三个周向均布的第一滑槽,每个第一滑槽内分别滑动有一个卡爪2,其中,三爪卡盘可以为手动卡盘、气动卡盘或者液压卡盘;
32.夹持爪座3和夹持爪4分别设有三个,三个夹持爪座3一一固定于三个卡爪2上,三个夹持爪4一一固定于三个夹持爪座3上,夹持爪4设有与待加工产品接触的夹持面;
33.支撑座5和定位垫块6分别设有三个,三个支撑座5周向均布设置,三个定位垫块6一一固定于三个支撑座5,定位垫块6设有支撑待加工产品的支撑面;
34.夹持爪4和定位垫块6周向交替设置。
35.如图3所示,夹持爪座3与夹持爪4之间设有定位斜面,定位斜面包括相接触的夹持爪座定位斜面31和夹持爪定位斜面41,定位斜面与竖直方向的夹角α为7
°
~10
°
,夹持产品时,产品反作用于夹持爪4,使得夹持爪座定位斜面31和夹持爪定位斜面41紧紧接触,由于接触面为斜面,使得两者之间接触面大,受力均匀,能够消除两者之间的配合间隙,装配精度高,进而提高了加工精度,优选地,α=10
°
,在此角度能够最大程度的消除配合间隙,装配精度最高,加工精度最好。
36.如图4所示,夹持爪座3呈三级台阶型,由下往上,夹持爪4支撑于第二级台阶,第二
级台阶与第三级台阶之间的连接面为夹持爪座定位斜面31,第一级台阶和第二级台阶分别设有用于与卡盘本体1连接的夹持爪座螺栓孔32。
37.如图6所示,夹持爪座3的底部设有夹持爪座锯齿33,卡盘本体1设有与夹持爪座锯33适配的卡盘本体锯齿11,锯齿配合便于两者之间精确定位。
38.如图5所示,夹持爪4通过螺栓固定于夹持爪座3,夹持爪4的上表面设有夹持爪上螺栓孔42,夹持爪4的侧表面设有夹持爪侧螺栓孔43,夹持面优选为圆柱面44,当然根据不同的产品可以选择不同的夹持面,如球面或者直面等。
39.支撑座5呈l型,包括固定连接的水平板和竖向板,水平板通过螺栓固定于卡盘本体1,定位垫块6通过螺栓固定于竖向板顶端。
40.如图7和图8共同所示,以飞轮壳7为例,解释说明本实用新型的立式车床用夹具的工作过程和工作原理:
41.夹紧固定飞轮壳7时,首先将飞轮壳7放置于定位垫块6上,然后三爪卡盘动作驱动三个夹持爪4向中心靠近,直至三个夹持爪4夹紧飞轮壳7,飞轮壳7定心并固定,然后即可对飞轮壳7进行加工作业,对于不同的飞轮壳7,可以更换夹持爪4,以使其能够装夹不同的飞轮壳7,通用性好,满足了立式车床对不同飞轮壳7的加工需求。
42.为更好的满足立式车床对不同尺寸飞轮壳7的加工需求,卡盘本体1设有沿其径向三个第二滑槽,三个第一滑槽和三个第二滑槽周向均布且交替设置,每个第二滑槽内分别可拆卸固定有滑块,三个支撑座5一一固定于三个滑块,实际使用时,根据产品的大小调整支撑座5在第二滑槽中的位置,进而调节定位垫块6的位置,以支撑不同大小的飞轮壳7。
43.本实用新型的立式车床用夹具不仅可以加工飞轮壳7,还可以用来加工轮毂、制动盘和转向节等圆形的产品。
44.以上所述为本实用新型最佳实施方式的举例,其中未详细述及的部分均为本领域普通技术人员的公知常识。本实用新型的保护范围以权利要求的内容为准,任何基于本实用新型的技术启示而进行的等效变换,也在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1