手写笔自动组装系统的制作方法
1.本实用新型涉及机械设备技术领域,具体涉及一种手写笔自动组装系统。
背景技术:
2.随着科技进步,数字化电子信息设备已具备轨迹输入的功能,这种功能的实现通常采用手写输入的方式。作为数字化电子信息设备的电子手写笔得到了广泛的应用,其不但能够通过手写输入文字,还可以实现绘画、点控操作等。相关技术的电子手写笔包括笔壳、笔端、支架、谐振电路板、电感、笔芯等。
3.手写笔的组装工序较多,且流程复杂,在生产组装过程中,需要更加精准的组装工艺和更高的成品率。
技术实现要素:
4.有鉴于此,有必要提供一种可以快速组装手写笔支架和大磁铁、小磁铁的手写笔自动组装系统。
5.一种手写笔自动组装系统,用于手写笔支架上磁铁的自动组装,包括分度盘和依次绕设于所述分度盘周围的上料搬运机构、第一磁铁点胶机构、第一磁铁组装机构、第二磁铁组装机构、第二磁铁点胶机构、下料搬运机构,所述分度盘采用多工位旋转工作台,所述分度盘包括转盘和设于所述转盘上的均匀分布的多个手写笔支架固定装置,通过所述转盘旋转使每一个所述手写笔支架固定装置依次经过所述上料搬运机构、所述第一磁铁点胶机构、所述第一磁铁组装机构、所述第二磁铁组装机构、所述第二磁铁点胶机构和所述下料搬运机构所在的位置,以实现在手写笔支架上安装、固定小磁铁和大磁铁。
6.进一步地,所述分度盘包括八个工位,分别为上料工位、调整工位、小磁铁点胶工位、小磁铁组装工位、大磁铁组装工位、大磁铁点胶工位、下料工位、产品检测工位,八个所述手写笔支架固定装置分别设于所述八个工位,所述转盘旋转时,每个所述手写笔固定装置依次经过所述八个工位;所述分度盘还包括滑环,所述滑环穿设于所述转盘的圆心,八个所述手写笔支架固定装置均匀分布于以所述滑环为圆心的同一个圆周上,所述滑环用于带动所述转盘和八个所述手写笔支架固定装置转动。
7.进一步地,所述手写笔支架固定装置包括支架治具和设于所述支架治具侧面的两个定位气缸,所述支架治具具有工件槽,两个所述定位气缸末端分别设有一个定位块,所述定位块穿设于所述工件槽的侧壁,两个所述定位气缸分别推动所述定位块,分别从所述工件槽的宽度方向和长度方向固定所述工件槽内放置的工件。
8.进一步地,所述上料搬运机构包括上料皮带线和设于所述上料皮带线末端的上料搬运模组,所述上料搬运模组包括第一上料搬运模组和第二上料搬运模组,所述第一上料搬运模组与所述第二上料搬运模组之间设有工件暂存治具,所述第一上料搬运模组将工件从所述上料皮带线上搬运至所述工件暂存治具中,所述第二上料搬运模组将工件从所述工件暂存治具搬运至所述支架治具的工件槽中;所述第一上料搬运模组和所述第二上料搬运
模组分别包括一个上料x轴模组、一个上料z轴模组和一个上料工件夹爪机构,所述上料z轴模组固定安装于所述上料x轴模组上,所述上料工件夹爪机构固定安装于所述上料z轴模组上,所述上料x轴模组用于带动所述上料z轴模组水平移动,所述上料z轴模组用于带动所述上料工件夹爪机构竖直移动,所述上料工件夹爪机构用于抓取工件;所述工件暂存治具具有工件暂存槽,所述工件暂存槽的一端设有工件位移气缸,所述工件移位气缸用于调整所述工件暂存槽内放置的工件的位置。
9.进一步地,所述第一磁铁点胶机构包括支架组件和设于所述支架组件顶端的小磁铁点胶模组,所述小磁铁点胶模组包括角度调节机构和小磁铁点胶z轴模组和设于所述小磁铁点胶z轴模组上的小磁铁点胶胶筒,所述小磁铁点胶z轴模组用于带动所述小磁铁点胶胶筒竖直移动;所述支架组件包括竖直固定件和水平固定件,所述竖直固定件与所述水平固定件之间通过一个支架连接块连接,所述支架连接块具有两个互相垂直且分离的固定件安装通孔,所述竖直固定件和所述水平固定件分别穿设于两个所述固定件安装通孔中,调节所述固定件安装通孔中的所述竖直固定件或者水平固定件的安装角度,以调节所述角度调节机构在竖直平面上的旋转角度和位置;所述角度调节机构设于所述水平固定件的末端,所述角度调节机构包括角度调节件和点胶模组固定件,所述角度调节件设于所述点胶模组固定件的一侧,所述点胶模组固定件用于固定安装所述小磁铁点胶模组;所述角度调节件具有第一安装通孔和以所述第一安装通孔为圆心的圆弧形通孔,所述第一安装通孔通过一个固定螺栓与所述水平固定件连接,所述圆弧形通孔通过一个角度调节螺栓与所述水平固定件连接,调节所述角度调节件,使所述角度调节螺栓位于所述圆弧形通孔中的不同位置,达到调节所述角度调节机构的角度的目的;所述小磁铁点胶胶筒末端设有点胶针头和点胶阀,所述点胶阀用于控制所述点胶针头的开闭。
10.进一步地,所述第一磁铁组装机构和所述第二磁铁组装机构分别包括磁铁组装机构支架和分别设于所述磁铁组装机构支架两侧的磁铁上料机构和磁铁组装搬运机构,所述磁铁组装机构支架的相对的两个侧面分别为磁铁上料侧和磁铁组装侧,所述磁铁组装侧面向所述分度盘,所述磁铁上料机构设于所述磁铁上料侧,所述磁铁上料机构包括双排料仓和料仓切换气缸,所述磁铁组装搬运机构包括磁铁组装搬运装置、磁铁导向架和磁铁分料气缸。
11.进一步地,所述磁铁组装机构支架上设有磁铁上料滑轨,所述双排料仓沿所述磁铁上料滑轨移动,所述双排料仓用于平行放置两排磁铁,所述料仓切换气缸设于所述双排料仓侧面,所述料仓切换气缸用于推动所述双排料仓沿所述磁铁上料滑轨移动,以实现所述双排料仓中的两排磁铁的切换上料;所述磁铁组装机构支架的下方设有磁铁导向架和磁铁分料气缸,所述磁铁分料气缸将磁铁沿所述磁铁导向架由所述磁铁组件机构支架的所述磁铁上料侧推送至所述磁铁组装侧,所述磁铁组装搬运装置包括磁铁水平移动模组和磁铁垂直移动模组,所述磁铁垂直移动模组的末端设有磁铁抓取机构,所述磁铁抓取机构抓取磁铁后,由所述磁铁水平移动模组和所述磁铁垂直移动模组移动至手写笔的磁铁安装位置。
12.进一步地,所述第二磁铁点胶机构包括两个并列设置的第一磁铁点胶机构,两个所述第一磁铁点胶机构分别为第三磁铁点胶机构和第四磁铁点胶机构,所述第三磁铁点胶机构和所述第四磁铁点胶机构的第一水平固定件和第二水平固定件旋转相应的角度,使第
一小磁铁点胶模组和第二小磁铁点胶模组在竖直平面旋转相应的角度,从而使第一点胶针头和第二点胶针头分别设于大磁铁的对角线的上方。
13.进一步地,所述下料搬运机构包括出料皮带线和设于所述出料皮带线末端的下料搬运模组,所述下料搬运模组包括下料x轴模组、下料z轴模组和下料工件夹爪机构,所述下料z轴模组固定安装于所述下料x轴模组上,并在所述下料x轴模组的带动下水平移动,所述下料工件夹爪机构固定安装于所述下料z轴模组上,并在所述下料z轴模组的带动下竖直移动,所述下料工件夹爪机构用于抓取工件,并将工件由所述手写笔支架固定装置移动至所述出料皮带线上。
14.进一步地,还包括产品检测组件,所述产品检测组件设于所述产品检测工位外侧,所述产品检测组件用于检测所述手写笔支架固定装置内是否已放置有手写笔。
15.上述手写笔自动组装系统中,所述上料搬运机构、所述第一磁铁点胶机构、所述第一磁铁组装机构、所述第二磁铁组装机构、所述第二磁铁点胶机构、所述下料搬运机构和所述产品检测组件依次设置于所述分度盘的八个工位上,为所述手写笔支架固定装置内放置的手写笔支架组装小磁铁和大磁铁,所述分度盘将手写笔依次搬运至各个工位,八个工位上的各个机构同步工作,既保证了精准的组装工艺,减少生产过程中的不良因素影响,也提高了生产效率。本实用新型的结构简单,易于实现,成本低廉,便于推广。
附图说明
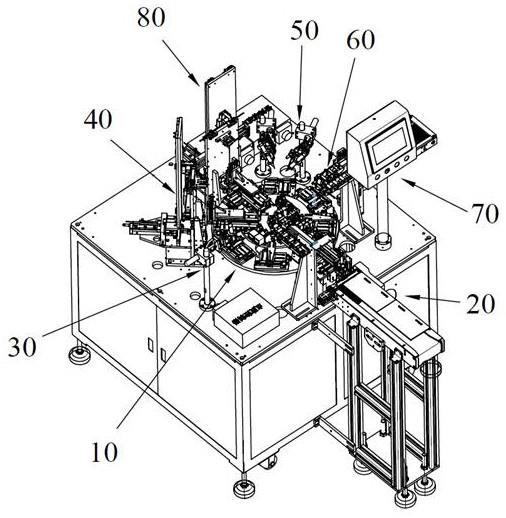
16.图1是本实用新型实施例手写笔自动组装系统的结构示意图。
17.图2是本实用新型实施例手写笔自动组装系统的结构俯视图。
18.图3是本实用新型实施例手写笔自动组装系统的分度盘的结构示意图。
19.图4是本实用新型实施例手写笔自动组装系统的上料搬运机构的结构示意图。
20.图5是本实用新型实施例手写笔自动组装系统的第一磁铁点胶机构的结构示意图。
21.图6是本实用新型实施例手写笔自动组装系统的第一磁铁组装机构的结构示意图。
22.图7是本实用新型实施例手写笔自动组装系统的第二磁铁点胶机构的结构示意图。
23.图8是本实用新型实施例手写笔自动组装系统的下料搬运机构的结构示意图。
24.图9是本实用新型实施例手写笔自动组装系统的控制方法的流程图。
具体实施方式
25.本实施例以手写笔自动组装系统为例,以下将结合具体实施例和附图对本实用新型进行详细说明。
26.请参阅图1和图2,示出本实用新型实施例提供的一种手写笔自动组装系统100,用于手写笔支架上磁铁的自动组装,包括分度盘10和依次绕设于所述分度盘10周围的上料搬运机构20、第一磁铁点胶机构30、第一磁铁组装机构40、第二磁铁组装机构80、第二磁铁点胶机构50、下料搬运机构60,所述分度盘10采用多工位旋转工作台,所述分度盘10包括转盘11和设于所述转盘11上的均匀分布的多个手写笔支架固定装置12,通过所述转盘11旋转使
每一个所述手写笔支架固定装置12依次经过所述上料搬运机构20、所述第一磁铁点胶机构30、所述第一磁铁组装机构40、所述第二磁铁组装机构80、所述第二磁铁点胶机构50和所述下料搬运机构60所在的位置,以实现在手写笔支架上安装、固定小磁铁和大磁铁。
27.进一步地,请参阅图3,所述分度盘10包括八个工位,分别为上料工位、调整工位、小磁铁点胶工位、小磁铁组装工位、大磁铁组装工位、大磁铁点胶工位、下料工位、产品检测工位,八个所述手写笔支架固定装置12分别设于所述八个工位,所述转盘11旋转时,每个所述手写笔固定装置依次经过所述八个工位。
28.进一步地,所述分度盘10还包括滑环13,所述滑环13穿设于所述转盘11的圆心,八个所述手写笔支架固定装置12均匀分布于以所述滑环13为圆心的同一个圆周上,所述滑环13用于带动所述转盘11和八个所述手写笔支架固定装置12转动。
29.具体地,所述转盘11下方设有滑环13旋转电机,所述滑环13旋转电机用于驱动所述滑环13旋转。所述滑环13带动所述转盘11以固定方向旋转。
30.进一步地,所述手写笔支架固定装置12包括支架治具121和设于所述支架治具121侧面的两个定位气缸124,所述支架治具121具有工件槽122,两个所述定位气缸124末端分别设有一个定位块123,所述定位块123穿设于所述工件槽122的侧壁,两个所述定位气缸124分别推动所述定位块123,分别从所述工件槽122的宽度方向和长度方向固定所述工件槽122内放置的工件。
31.进一步地,请参阅图4,所述上料搬运机构20包括上料皮带线21和设于所述上料皮带线21末端的上料搬运模组,所述上料搬运模组包括第一上料搬运模组23和第二上料搬运模组24,所述第一上料搬运模组23与所述第二上料搬运模组24之间设有工件暂存治具22,所述第一上料搬运模组23将工件从所述上料皮带线21上搬运至所述工件暂存治具22中,所述第二上料搬运模组24将工件从所述工件暂存治具22搬运至所述支架治具121的工件槽122中。
32.具体地,将工件放置于所述工件暂存治具22中,可以调整工件的位置和朝向,使所述第二上料搬运模组24搬运工件时,抓取和放置工件的位置更加精准,工件放置于所述支架治具121内的位置更加准确。
33.进一步地,所述上料搬运搬运模组还包括上料x轴模组25,所述第一上料搬运模组23和所述第二上料搬运模组24分别包括一个上料z轴模组和一个上料工件夹爪机构,所述上料z轴模组固定安装于所述上料x轴模组25上,所述上料工件夹爪机构固定安装于所述上料z轴模组上,所述上料x轴模组25用于带动所述上料z轴模组水平移动,所述上料z轴模组用于带动所述上料工件夹爪机构竖直移动,所述上料工件夹爪机构用于抓取工件。
34.进一步地,所述工件暂存治具22具有工件暂存槽221,所述工件暂存槽221的一端设有工件位移气缸,所述工件移位气缸用于调整所述工件暂存槽221内放置的工件的位置。
35.具体地,所述上料皮带线21上方设有挡板,所述挡板用于使位于所述上料皮带线21上的手写笔支架能够整齐排列。
36.进一步地,请参阅图5,所述第一磁铁点胶机构30包括支架组件31和设于所述支架组件31顶端的小磁铁点胶模组32,所述小磁铁点胶模组32包括角度调节机构321和小磁铁点胶z轴模组322和设于所述小磁铁点胶z轴模组322上的小磁铁点胶胶筒323,所述小磁铁点胶z轴模组322用于带动所述小磁铁点胶胶筒323竖直移动。
37.进一步地,所述支架组件31包括竖直固定件311和水平固定件312,所述竖直固定件311与所述水平固定件312之间通过一个支架连接块313连接,所述支架连接块313具有两个互相垂直且分离的固定件安装通孔,所述竖直固定件311和所述水平固定件312分别穿设于两个所述固定件安装通孔中,调节所述固定件安装通孔中的所述竖直固定件311或者水平固定件312的安装角度,以调节所述角度调节机构321在竖直平面上的旋转角度和位置;所述角度调节机构321设于所述水平固定件312的末端,所述角度调节机构321包括角度调节件和点胶模组固定件,所述角度调节件设于所述点胶模组固定件的一侧,所述点胶模组固定件用于固定安装所述小磁铁点胶模组32。
38.进一步地,所述角度调节件具有第一安装通孔和以所述第一安装通孔为圆心的圆弧形通孔,所述第一安装通孔通过一个固定螺栓与所述水平固定件312连接,所述圆弧形通孔通过一个角度调节螺栓与所述水平固定件312连接,调节所述角度调节件,使所述角度调节螺栓位于所述圆弧形通孔中的不同位置,达到调节所述角度调节机构321的角度的目的。
39.具体地,所述角度调节件与所述点胶模组固定件一体成型,松开所述角度调节螺栓,旋转所述角度调节件,使所述点胶模组固定上的所述小磁铁点胶z轴模组322达到适当的角度后,拧紧所述角度调节螺栓,达到调节所述小磁铁点胶模组32的角度的目的。
40.进一步地,所述小磁铁点胶胶筒323末端设有点胶针头和点胶阀,所述点胶阀用于控制所述点胶针头的开闭。
41.具体地,所述第一磁铁点胶机构30还包括点胶控制器33,所述点胶控制器33用于控制所述点胶阀的开闭,以及所述点胶针头的出胶量。
42.具体地,请参阅图6,所述第二磁铁组装机构80与所述第一磁铁组装机构40的结构相同。
43.进一步地,所述第一磁铁组装机构40和所述第二磁铁组装机构80分别包括磁铁组装机构支架41和分别设于所述磁铁组装机构支架41两侧的磁铁上料机构42和磁铁组装搬运机构43,所述磁铁组装机构支架41的相对的两个侧面分别为磁铁上料侧和磁铁组装侧,所述磁铁组装侧面向所述分度盘10,所述磁铁上料机构42设于所述磁铁上料侧,所述磁铁上料机构42包括双排料仓421和料仓切换气缸,所述磁铁组装搬运机构43包括磁铁组装搬运装置、磁铁导向架和磁铁分料气缸。
44.进一步地,所述磁铁组装机构支架41上设有磁铁上料滑轨,所述双排料仓421沿所述磁铁上料滑轨移动,所述双排料仓421用于平行放置两排磁铁,所述料仓切换气缸设于所述双排料仓421侧面,所述料仓切换气缸用于推动所述双排料仓421沿所述磁铁上料滑轨移动,以实现所述双排料仓421中的两排磁铁的切换上料。
45.进一步地,所述磁铁组装机构支架41的下方设有磁铁导向架和磁铁分料气缸,所述磁铁分料气缸将磁铁沿所述磁铁导向架由所述磁铁组件机构支架的所述磁铁上料侧推送至所述磁铁组装侧,所述磁铁组装搬运装置包括磁铁水平移动模组和磁铁垂直移动模组,所述磁铁垂直移动模组的末端设有磁铁抓取机构,所述磁铁抓取机构抓取磁铁后,由所述磁铁水平移动模组和所述磁铁垂直移动模组移动至手写笔的磁铁安装位置。
46.具体地,所述第一磁铁组装机构40和所述第二磁铁组装机构80还分别包括一组磁铁组装定位装置,所述磁铁组装定位装置用于所述磁铁抓取机构准确地抓取和组装磁铁。
47.进一步地,请参阅图7,所述第二磁铁点胶机构50包括两个并列设置的第一磁铁点
胶机构30,两个所述第一磁铁点胶机构30分别为第三磁铁点胶机构30和第四磁铁点胶机构30,所述第三磁铁点胶机构30和所述第四磁铁点胶机构30的第一水平固定件312和第二水平固定件312旋转相应的角度,使第一小磁铁点胶模组5132和第二小磁铁点胶模组5232在竖直平面旋转相应的角度,从而使第一点胶针头511和第二点胶针头521分别设于大磁铁的对角线的上方。
48.具体地,所述第一点胶针头511和所述第二点胶针头521的移动轨迹呈v型,在v型底部时,要避免触碰。
49.具体地,所述第二磁铁点胶机构50采用两个所述第一磁铁点胶机构30组成,使设备的机械结构及控制方式更加简单。
50.进一步地,请参阅图8,所述下料搬运机构60包括出料皮带线61和设于所述出料皮带线61末端的下料搬运模组,所述下料搬运模组包括下料x轴模组62、下料z轴模组63和下料工件夹爪机构64,所述下料z轴模组63固定安装于所述下料x轴模组62上,并在所述下料x轴模组62的带动下水平移动,所述下料工件夹爪机构64固定安装于所述下料z轴模组63上,并在所述下料z轴模组63的带动下竖直移动,所述下料工件夹爪机构64用于抓取工件,并将工件由所述手写笔支架固定装置12移动至所述出料皮带线61上。
51.进一步地,还包括产品检测组件,所述产品检测组件设于所述产品检测工位外侧,所述产品检测组件用于检测所述手写笔支架固定装置12内是否已放置有手写笔。
52.具体地,所述手写笔自动组装系统还包括控制模块,所述控制模块用于控制上述分度盘10及上料搬运机构20、第一磁铁点胶机构30、第一磁铁组装机构40、第二磁铁组装机构80、第二磁铁点胶机构50、下料搬运机构60的统一协同动作,使八个工位的设备同步工作。
53.具体地,所述控制模块还包括控制显示屏70,所述控制显示屏70用于显示各个部件的参数设置和工作状态。
54.以及,请参阅图9,示出一种手写笔自动组装系统的控制方法,使用如上所述的手写笔自动组装系统,为手写笔自动安装小磁铁和大磁铁,包括如下步骤:
55.步骤一,上料搬运机构20将手写笔放置于分度盘10的上料工位的手写笔支架固定装置12内;
56.步骤二,分度盘10转动,所述手写笔支架固定装置12旋转至调整工位,所述手写笔支架固定装置12的两个单位气缸调整支架治具121内的手写笔的位置;
57.步骤三,分度盘10转动,所述手写笔支架固定装置12旋转至小磁铁点胶工位,第一磁铁点胶机构30完成点胶;
58.步骤四,分度盘10转动,所述手写笔支架固定装置12旋转至小磁铁组装工位,第一磁铁组装机构40将小磁铁组装至手写笔支架上;
59.步骤五,分度盘10转动,所述手写笔支架固定装置12旋转至大磁铁组装工位,第二磁铁组装机构80将大磁铁组装至手写笔支架上;
60.步骤六,分度盘10转动,所述手写笔支架固定装置12旋转至大磁铁点胶工位,第二磁铁点胶机构50完成大磁铁对角线点胶;
61.步骤七,分度盘10转动,所述手写笔支架固定装置12旋转至下料工位,下料搬运机构60将手写笔搬运至出料皮带线61;
62.步骤八,分度盘10转动,所述手写笔支架固定装置12旋转至产品检测工位,产品检测组件检测所述手写笔支架固定装置12内是否已放置有手写笔;无,转至步骤一;有,转至步骤九;
63.步骤九,手写笔自动组装系统停止工作,并发出报警提示。
64.上述手写笔自动组装系统中,所述上料搬运机构20、所述第一磁铁点胶机构30、所述第一磁铁组装机构40、所述第二磁铁组装机构80、所述第二磁铁点胶机构50、所述下料搬运机构60和所述产品检测组件依次设置于所述分度盘10的八个工位上,为所述手写笔支架固定装置12内放置的手写笔支架组装小磁铁和大磁铁,所述分度盘10将手写笔依次搬运至各个工位,八个工位上的各个机构同步工作,既保证了精准的组装工艺,减少生产过程中的不良因素影响,也提高了生产效率。本实用新型的结构简单,易于实现,成本低廉,便于推广。
65.需要说明的是,以上所述仅为本实用新型的优选实施例,并不用于限制本实用新型,对于本领域技术人员而言,本实用新型可以有各种改动和变化。凡在本实用新型的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1