一种圆帽类零件的冲压底模的脱模防卡死机构的制作方法
1.本实用新型涉及零件的冲压模具,特别是一种圆帽类零件的冲压底模的脱模防卡死机构。
背景技术:
2.如图1所示,它是一种用作端盖的圆帽类零件a,这类零件呈一圆形盖帽状,其底端通常具有一个缺口a1,为了用于与待封盖的零部件(如:管状零件)的端部进行焊接,需要在该圆帽类零件a的底部边沿冲压三点。
3.目前的冲压模具包括模具本体和固定在模具本体内的可配合冲压三点的凸模。使用时,圆帽类零件a的坯料在气动液压增压缸的作用下靠近凸模并在其底部边沿冲压出所需要的三点。冲压完毕后,气动液压增压缸后撤,并后续取出零件。
4.在实际操作过程中,取出零件通常需要人工操作(也有通过机械手抓取或真空抓取机构抓取),操作比较麻烦。且在冲压过程中的零件材料比较容易与凸模黏连,取出零件也比较费力。
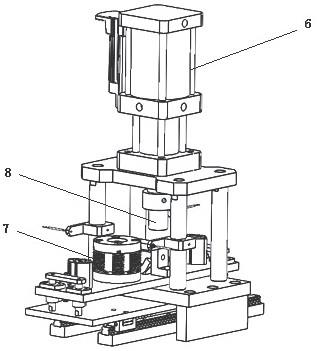
5.为了解决上述问题,本发明人设计了一种圆帽类零件的可自动脱模的冲压底模。请参阅图2,该圆帽类零件的可自动脱模的冲压底模6被可以移动的安装在气动液压增压缸7的下方,该气动液压增压缸7的气缸杆下端连接压头8。
6.再请结合图2参阅图3,该圆帽类零件的可自动脱模的冲压底模包括模具本体61,该模具本体61上段具有模腔,膜腔内设置有凸模62(若凸模62用于冲压三点,则凸模62上端应对应设置三个凸点),该凸模62被环形外限位部件63和环形内限位部件64夹持固定;该模具本体61底部固定连接模具底座65,该模具本体61的下段与模具底座65之间设置有导向杆活动腔66;导向杆67活动穿设在模具本体61内,该导向杆67的下段位于导向杆活动腔66内、上段则穿过环形内限位部件64的中间孔;该导向杆67的上、下段之间设置有限位部671,该限位部671位于导向杆活动腔66;该限位部671与模具底座65之间设置有第一弹性部件;该模具本体61上端设置有端盖68,该端盖68中央设置有圆帽类零件定位孔681,该端盖68的下端与模具底座65之间设置有第二弹性部件69;该圆帽类零件定位孔681与导向杆67同心并可供导向杆67的上端穿出。
7.使用时,先通过移动机构将圆帽类零件的可自动脱模的冲压底模6移动到气动液压增压缸7的气缸杆下端连接的压头8下方,确保圆帽类零件定位孔681恰位于压头8下方即可。此时,将圆帽类零件a的坯料放置到圆帽类零件定位孔681内。然后,启动气动液压增压缸7使压头8往下挤压圆帽类零件a的上端,圆帽类零件a上端被挤压后会带动端盖68一起往下移动(此时,导向杆67也随着圆帽类零件a下端的挤压往下移动)。当往下移动到一定位置时,凸模62上端设置的凸点开始挤压圆帽类零件a的底部边沿,并形成所需要形成的挤压结构。挤压结构形成后,控制气动液压增压缸7并使压头8后退,该端盖68(以及设置在端盖68定位孔681内的圆帽类零件a)通过第二弹性部件69的回复力作用,使圆帽类零件a逐步与凸模62脱离接触并进行脱模。同时,导向杆67也会在第一弹性部件的弹性回复力作用下往上
顶圆帽类零件a的底部,辅助圆帽类零件a进行脱模操作。
8.作为一种优选结构,该环形外限位部件63的下端为环形台阶631,该环形外限位部件63通过环形台阶631固定在模具本体61上段;该环形外限位部件63位于环形台阶631上的部分是端盖68的活动引导部632,该端盖68下端中间具有对应于活动引导部的引导孔682。因此,通过这种结构可以确保端盖8的上、下移动行程均在引导下,确保其轴向运动稳定、可靠。
9.虽然本发明人的上述设计可以实现圆帽类零件a冲压加工后的自动快速脱模,但是在实际操作中,也会偶尔遇到脱模失败或者脱模不顺畅的情况。这种情况主要是冲压过程中一些零件的碎屑使端盖68卡死,无法及时复位所造成。
技术实现要素:
10.本实用新型的目的在于提供一种圆帽类零件的冲压底模的脱模防卡死机构,主要解决圆帽类零件的冲压底模在自动脱模时会出现端盖卡死,造成脱模失败或者脱模不顺畅的技术问题,可以尽量避免端盖卡死的情况,提高生产效率。
11.为实现上述目的,本实用新型是这样实现的。
12.一种圆帽类零件的冲压底模的脱模防卡死机构,其特征在于:它包括一摆杆支架、一u型或v型的摆杆,该摆杆的一端通过转轴与摆杆支架活动连接,该摆杆的另一端为敲击头;该u型或v型的摆杆的弯折部位于下方;还包括一气缸连接驱动进行前、后运动的楔块,该楔块推动摆杆的弯折部位使摆杆的敲击头向上摆动敲击圆帽类零件的冲压底模的端盖底部。
13.所述的圆帽类零件的冲压底模的脱模防卡死机构,其特征在于:该圆帽类零件的冲压底模的脱模防卡死机构设置在圆帽类零件的可自动脱模的冲压底模的一侧;
14.该圆帽类零件的可自动脱模的冲压底模包括模具本体,该模具本体上段具有模腔,膜腔内设置有凸模,该凸模被环形外限位部件和环形内限位部件夹持固定;
15.该模具本体底部固定连接模具底座,该模具本体的下段与模具底座之间设置有导向杆活动腔;
16.导向杆活动穿设在模具本体内,该导向杆的下段位于导向杆活动腔内、上段则穿过环形内限位部件的中间孔;该导向杆的上、下段之间设置有限位部,该限位部位于导向杆活动腔;该限位部与模具底座之间设置有第一弹性部件;
17.该模具本体上端设置有端盖,该端盖中央设置有圆帽类零件定位孔,该端盖的下端与模具底座之间设置有第二弹性部件;该圆帽类零件定位孔与导向杆同心并可供导向杆的上端穿出。
18.所述的圆帽类零件的冲压底模的脱模防卡死机构,其特征在于:该环形外限位部件的下端为环形台阶,该环形外限位部件通过环形台阶固定在模具本体上段;该环形外限位部件位于环形台阶上的部分是端盖的活动引导部,该端盖下端中间具有对应于活动引导部的引导孔。
19.所述的圆帽类零件的冲压底模的脱模防卡死机构,其特征在于:该端盖附近具有用于感应端盖复位的到位感应装置,该到位感应装置的信号输出端连接控制器,该控制器的控制端连接并控制气缸。
20.所述的圆帽类零件的冲压底模的脱模防卡死机构,其特征在于:该敲击头外包覆缓冲材料。
21.本实用新型的优点是。
22.1、本实用新型使用时,当圆帽类零件的冲压底模的端盖在脱模时发生卡死的情况,气缸连接驱动楔块向前运动并推动摆杆的弯折部,此时,摆杆的敲击头向上运动并敲击圆帽类零件的冲压底模的端盖底部,促使端盖复位或者加速其复位,防止端盖复位时被卡死的情况,帮助零件及时完成脱模。
23.2、本实用新型敲击头外包覆缓冲材料(如:橡胶),可减小敲击的噪音。
附图说明
24.图1是圆帽类零件的结构示意图。
25.图2是配合本实用新型机构使用的圆帽类零件的可自动脱模的冲压底模的安装结构示意图。
26.图3是配合本实用新型机构使用的圆帽类零件的可自动脱模的冲压底模的剖面结构图。
27.图4是本实用新型的结构示意图。
28.图5是本实用新型的使用状态示意图。
具体实施方式
29.请参阅图4、5,它是本实用新型一种圆帽类零件的冲压底模的脱模防卡死机构,它可以配合如图2、3所示的圆帽类零件的冲压底模,该脱模防卡死机构设置在圆帽类零件的可自动脱模的冲压底模6的一侧,防止其在冲压脱模时防止端盖68卡死。如图所示:它包括一摆杆支架91、一u型或v型的摆杆92,该摆杆92的一端通过转轴93与摆杆支架91活动连接,该摆杆92的另一端为敲击头921;该u型或v型的摆杆92的弯折部位于下方;还包括一气缸94连接驱动进行前、后运动的楔块95,该楔块95推动摆杆92的弯折部位使摆杆92的敲击头921向上摆动敲击圆帽类零件的冲压底模的端盖68底部。
30.当圆帽类零件的冲压底模的端盖在脱模时发生卡死的情况,气缸94连接驱动楔块95向前运动并推动摆杆92的弯折部,此时,摆杆92的敲击头921向上运动并敲击圆帽类零件的冲压底模的端盖68底部,促使端盖68复位或者加速其复位,防止端盖68复位时被卡死的情况,帮助零件及时完成脱模。
31.为了实现端盖68防卡死的自动化操作,该端盖68附近可以设置用于感应端盖68复位的到位感应装置96。比如:到位感应装置可以是一对红外线的发射器和接收器,当端盖68复位后,发射器所发射的红外线就被端盖68阻断,接收器无法接收到红外线,判断为端盖未已复位(未被卡死)。若红外接收器持续感应到发射器所发射的红外线并超过一定时间间隔,则判断为端盖复位不顺畅,判断为端盖被卡死。该到位感应装置96的信号输出端连接控制器,该控制器的控制端连接并控制气缸94,并控制气缸94驱动楔块95,楔块95向前运动并推动摆杆92的弯折部,此时,摆杆92的敲击头921向上运动并敲击圆帽类零件的冲压底模的端盖68底部,促使端盖68复位或者加速其复位,防止端盖68复位时被卡死的情况,帮助零件及时完成脱模。当然,该到位感应装置96也可以是如图5中所示的红外发射、接收一体化的
装置。
32.为了减小噪音,该敲击头921外包覆缓冲材料(如:橡胶)。
33.综上所述仅为本实用新型的较佳实施例而已,并非用来限定本实用新型的实施范围。即凡依本实用新型申请专利范围的内容所作的等效变化与修饰,都应为本实用新型的技术范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1