煨弯成型铝框的制作方法
1.本申请涉及一种铝框,特别是涉及一种煨弯成型铝框。
背景技术:
2.轨道交通铝窗框,为了达到减重和美观的要求,铝框型材采用空腔设计结构。然而铝框r角煨弯成型时,型材受到拉伸,而型腔内又无支撑,造成铝框表面型材凹陷,出现外观缺陷。
技术实现要素:
3.为解决上述现有技术中存在的技术问题,本申请实施例提供一种煨弯成型铝框。具体的技术方案如下:
4.第一方面,提供一种控制铝框煨弯焊接变形的工艺方法,其包括以下步骤:将铝型材煨弯成型,形成煨弯铝型材;去除铝型材的煨弯处外侧的变形部分;将铝板与铝型材的煨弯处对接焊接;对焊接部位进行光滑处理。
5.在第一方面的第一种可能实现方式中,在将铝型材煨弯成型时,预先去除铝型材在煨弯处的部分型材。
6.在第一方面的第二种可能实现方式中,采用铣加工方式去除铝型材的煨弯处外侧的变形部分。
7.在第一方面的第三种可能实现方式中,铝板与铝型材采用角接焊接连接。
8.在第一方面的第四种可能实现方式中,光滑处理还包括以下步骤:对铝板与铝型材的焊接部位进行打磨拉丝。
9.在第一方面的第五种可能实现方式中,光滑处理还包括以下步骤:对铝板与铝型材的表面进行喷塑处理。
10.第二方面,提供一种煨弯成型铝框,其包括:两个直铝型材,其呈平行设置;两个煨弯铝型材,其中一个煨弯铝型材的两端与两个直铝型材的一端对应对接连接,另一个煨弯铝型材的两端与两个直铝型材的另一端对应对接连接;多个铝板,每个铝板的内侧具有与煨弯铝型材煨弯处对应的圆弧,每个铝板与煨弯铝型材的煨弯处的外侧对应焊接连接。
11.在第二方面的第一种可能实现方式中,每个铝板为直角铝板。
12.在第二方面的第二种可能实现方式中,煨弯铝型材与铝板的焊缝为角接焊缝。
13.在第二方面的第三种可能实现方式中,铝板的数量为四个,每个煨弯铝型材的两侧呈煨弯状态,且其煨弯处具有与圆弧对应的弧形缺口。
14.本申请与现有技术相比具有的优点有:
15.本申请的煨弯成型铝框,其通过先去除铝型材在煨弯处的部分型材之后再煨弯,接着去除铝型材的变形部分,然后再焊接铝板,这样就能使铝型材与铝板实现无缝拼接,提高其表面的平整度。
附图说明
16.此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中:
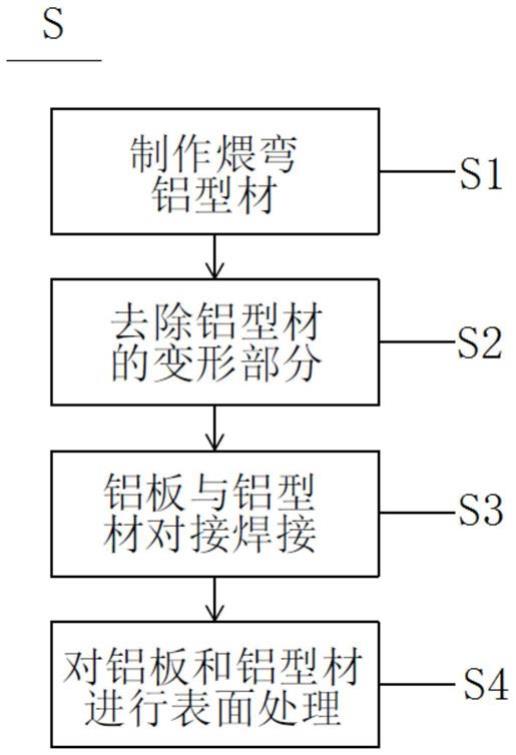
17.图1是本申请一实施例的控制铝框煨弯焊接变形的工艺方法的步骤流程示意图;
18.图2是本申请二实施例的煨弯成型铝框的结构示意图;
19.图3是本申请二实施例的煨弯铝型材的结构示意图;
20.图4是本申请二实施例的铝板的示意图。
具体实施方式
21.下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
22.请参阅图1,其是本申请一实施例的控制铝框煨弯焊接变形的工艺方法的步骤流程示意图;如图所示,控制铝框煨弯焊接变形的工艺方法s包括以下步骤s1至步骤s4,其中:
23.步骤s1,制作煨弯铝型材。将铝型材煨弯成型,形成煨弯铝型材。
24.具体的,由于铝型材的截面尺寸较宽,不易煨弯成型(1/4圆),所以预先去除铝型材在煨弯处的部分型材,然后再将铝型材的两端煨弯成型。
25.步骤s2,去除铝型材的变形部分。去除铝型材的煨弯处外侧的变形部分。
26.具体的,铝型材在煨弯时,其煨弯处会因拉伸而变形,现有技术所采用的方案是焊接多道来填平铝板与型材的拼缝,而本申请与此相反,本申请是采用铣加工方式去除铝型材的煨弯处外侧的变形部分,这样在除铝型材的煨弯处外侧会形成一道坡口,一方面会使后续的焊缝的坡口拼接时更平整,另一方面也可以减少焊缝的数量,减少了焊接热输入,从而减小变形
27.步骤s3,铝板与铝型材对接焊接。将铝板与铝型材的煨弯处对接焊接。
28.具体的,铝板与铝型材对接,由于步骤2中铣出坡口,如此可以对铝板和铝型材进行角接焊接,这样相对于现有所采用的对接焊缝更为平整,可以减少了平面打磨痕迹。
29.步骤s4,对铝板和铝型材进行表面处理。对焊接部位进行光滑处理。
30.具体的,先对铝板与铝型材的焊接部位进行打磨拉丝,使铝板与铝型材的拼接平整,然后对铝板与铝型材的表面进行喷塑处理,对其表面进行保护及增加美观性。
31.请参阅图2,其是本申请二实施例的煨弯成型铝框的结构示意图;如图所示,煨弯成型铝框1包括两个直铝型材2、两个煨弯铝型材3和多个铝板4。两个直铝型材2呈平行设置。请参阅图3且同时参阅图2,图3是本申请二实施例的煨弯铝型材的结构示意图;如图所示,每个煨弯铝型材3的两侧呈煨弯状态。其中一个煨弯铝型材3的两端与两个直铝型材2的一端对应对接连接,另一个煨弯铝型材3的两端与两个直铝型材2的另一端对应对接连接,两个直铝型材2与两个煨弯铝型材3如此形成铝框结构。
32.请参阅图4,其是本申请二实施例的铝板的示意图;如图所示,每个铝板 4为直角铝板4。每个铝板4的内侧具有与煨弯铝型材3煨弯处对应的圆弧41。每个煨弯铝型材3的煨弯处具有与圆弧41对应的弧形缺口31,铝板4安装于弧形缺口31内。每个铝板4与煨弯铝型
材3的煨弯处的外侧对应焊接连接,优选的,煨弯铝型材3与铝板4的焊缝为角接焊缝。在本实施例中,铝板4的数量为四个,四个铝板4分别位于两个煨弯铝型材3的两侧煨弯处。
33.综上所述,本申请提供了一种煨弯成型铝框,其通过先去除铝型材在煨弯处的部分型材之后再煨弯,接着去除铝型材的变形部分,然后再焊接铝板,这样就能使铝型材与铝板实现无缝拼接,提高其表面的平整度。
34.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。
35.上面结合附图对本申请的实施例进行了描述,但是本申请并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本申请的启示下,在不脱离本申请宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本申请的保护之内。
技术特征:
1.一种煨弯成型铝框,其特征在于,包括:两个直铝型材,其呈平行设置;两个煨弯铝型材,其中一个所述煨弯铝型材的两端与两个所述直铝型材的一端对应对接连接,另一个所述煨弯铝型材的两端与两个所述直铝型材的另一端对应对接连接;多个铝板,每个所述铝板的内侧具有与所述煨弯铝型材煨弯处对应的圆弧,每个所述铝板与所述煨弯铝型材的煨弯处的外侧对应焊接连接。2.根据权利要求1所述的煨弯成型铝框,其特征在于,每个所述铝板为直角铝板。3.根据权利要求1所述的煨弯成型铝框,其特征在于,所述煨弯铝型材与所述铝板的焊缝为角接焊缝。4.根据权利要求1所述的煨弯成型铝框,其特征在于,所述铝板的数量为四个,每个所述煨弯铝型材的两侧呈煨弯状态,且其煨弯处具有与所述圆弧对应的弧形缺口。
技术总结
本申请涉及一种煨弯成型铝框。该煨弯成型铝框包括:两个直铝型材,其呈平行设置;两个煨弯铝型材,其中一个煨弯铝型材的两端与两个直铝型材的一端对应对接连接,另一个煨弯铝型材的两端与两个直铝型材的另一端对应对接连接;多个铝板,每个铝板的内侧具有与煨弯铝型材煨弯处对应的圆弧,每个铝板与煨弯铝型材的煨弯处的外侧对应焊接连接。本申请能使铝型材与铝板实现无缝拼接,提高其表面的平整度。提高其表面的平整度。提高其表面的平整度。
技术研发人员:吴贲华 方亮 王银茂
受保护的技术使用者:江苏铁锚玻璃股份有限公司
技术研发日:2021.06.29
技术公布日:2021/12/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1