一种带冲孔的C型槽轧机的制作方法
一种带冲孔的c型槽轧机
技术领域
1.本实用新型涉及槽轧机技术领域,具体为一种带冲孔的c型槽轧机。
背景技术:
2.轧机是实现金属轧制过程的设备,泛指完成轧材生产全过程的装备,主要由放卷机,辊压系统,驱动系统,液压系统,控制系统,拆辊装置等组成。槽轧机属于轧机中的一种。钢带压扎加工过程中,常用槽轧机进行加工,现有的原料快速清洗设备依旧存在一定的问题和缺陷,具体问题如下:
3.1、现有的c型槽轧机,工作效率低,不能满足各种加工需求,加工中不够连贯,无法快速便捷的对所需产品进行加工;
4.2、现有的c型槽轧机,加工立柱无法限位,加工中产生偏移影响成品质量;
5.3、现有的c型槽轧机,冲床模具长时间使用产生损耗,不误快速拆卸更换。
技术实现要素:
6.本实用新型的目的在于提供一种带冲孔的c型槽轧机,以解决上述背景技术中提出的现有的原料快速清洗设备,只能实现单一面制品的生产,使其使用范围受限等缺点等问题。
7.为实现上述目的,本实用新型提供如下技术方案:一种带冲孔的c型槽轧机,包括放料架、平直机、成型机和液压机,所述放料架的一侧固定设置有平直机,且平直机的一侧固定设置有第一限位器,并且第一限位器的一侧固定设置有冲床,所述冲床的顶端固定安装有冲压装置,且冲压装置的底端固定连接有固定装置,所述冲床的一侧固定设置有第二限位器,且第二限位器的一侧固定设置有成型机,并且成型机的顶端等距离均匀设置有成型轧辊,所述成型机的一侧固定连接有液压机,且液压机的内部安装有切断液压站。
8.优选的,所述冲床顶端的一侧固定连接有送料器,且冲床顶端的中间位置固定设置有冲压台。
9.优选的,所述固定装置内部的中间位置固定安装有双向电机,且双向电机的两侧活动连接有螺纹轴,所述螺纹轴外部的一侧活动连接有滑块,且滑块的底端固定连接有固定夹。
10.优选的,所述固定装置的底端设置有冲压模具,且冲压模具的两侧活动连接有固定夹,并且冲压模具的底端设置有冲压台。
11.优选的,所述液压机的顶端固定安装有切断装置,且液压机顶端的一侧固定安装有调直器。
12.优选的,所述液压机的一侧固定连接有托料架,且液压机的一侧设置有电控箱。
13.优选的,所述成型轧辊的一侧活动连接有金属立柱,且金属立柱的顶端设置有冲孔。
14.与现有技术相比,本实用新型的有益效果是:
15.1.该种带冲孔的c型槽轧机,通过在将需要加工的金属立柱放置在放料架上,通过放料架将金属立柱推送至平直机上,经过平直机的加压,使金属立柱被压成水平状态;同时在冲床上一侧设置有送料器,可以对金属立柱进行推送,通过电控箱启动冲压装置,带动冲压装置下方的冲压模具进行冲压打孔,并将打孔完成的金属立柱送至成型机上的成型轧辊进行挤压成型,通过成型轧辊推动金属立柱,可以将金属立柱送至液压机上的调直器进行位置调整,同时通过切断液压站启动切断装置,使金属立柱按预设的长图进行切割,切割成符合设计的长度,通过流水线处理,节约的时间,降低劳动强度,提高工作效率;
16.2.该种带冲孔的c型槽轧机,通过在冲压装置的两侧设置有第一限位器与第二限位器,通过平直机将平直后的金属立柱传入第一限位器进行限位,防止在加工过程中金属立柱出现偏移情况,并使冲床打孔出现偏移,并且在冲床的另一侧设置有第二限位器,通过第一限位器与第二限位器的同时启动,可以完成对金属立柱的绷直,并进行限位,保证成品的精准性;
17.3.该种带冲孔的c型槽轧机,通过固定装置底端两侧的固定夹,可以对冲压模具进行固定,使冲压模具对下方冲压台上的金属立柱进行冲孔作业,通过电控箱启动固定装置内部的双向电机,使双向电机带动螺纹轴进行旋转,并使螺纹轴上的滑块在螺纹轴上进行移动,通过滑块的底端固定设置有固定夹,则固定夹可以对冲压模具进行限位,通过反转双向电机,可以使滑块带动固定夹向反方向运动,取消的冲压模具的夹持,此时可以对冲压模具进行检修更换作业。
附图说明
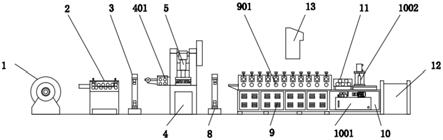
18.图1为本实用新型正视结构示意图;
19.图2为本实用新型冲压装置的正面剖视结构示意图;
20.图3为本实用新型金属立柱的结构示意图;
21.图4为本实用新型的工作流程示意图。
22.图中:1、放料架;2、平直机;3、第一限位器;4、冲床;401、送料器;402、冲压台;5、冲压装置;6、固定装置;601、双向电机;602、螺纹轴;603、滑块;604、固定夹;7、冲压模具;8、第二限位器;9、成型机;901、成型轧辊;10、液压机;1001、切断液压站;1002、切断装置;11、调直器;12、托料架;13、电控箱;14、金属立柱;1401、冲孔。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.请参阅图1
‑
4,本实用新型提供的一种实施例:一种带冲孔的c型槽轧机,包括放料架1、平直机2、成型机9和液压机10,放料架1的一侧固定设置有平直机2,且平直机2的一侧固定设置有第一限位器3,并且第一限位器3的一侧固定设置有冲床4,通过放料架1可以对金属立柱14进行放置,并通过平直机2进行挤压平整作业,平直机2采用采用矢轮及链条传动;
25.冲床4顶端的一侧固定连接有送料器401,且冲床4顶端的中间位置固定设置有冲
压台402,通过送料器401可以对金属立柱14进行传输,使金属立柱14在冲床4上的冲压台402进行冲孔作业;
26.冲床4的顶端固定安装有冲压装置5,且冲压装置5的底端固定连接有固定装置6,固定装置6内部的中间位置固定安装有双向电机601,且双向电机601的两侧活动连接有螺纹轴602,螺纹轴602外部的一侧活动连接有滑块603,且滑块603的底端固定连接有固定夹604,固定装置6的底端设置有冲压模具7,且冲压模具7的两侧活动连接有固定夹604,并且冲压模具7的底端设置有冲压台402,通过双向电机601启动可以带动螺纹轴602进行旋转,使螺纹轴602上的滑块603通过下方固定夹604对冲压模具7进行加持,完成冲压模具7的固定,该双向电机601为ktyz双向电机,该冲压模具7材料为gr12mov钢,每次冲孔4排,间距约300mm;
27.冲床4的一侧固定设置有第二限位器8,且第二限位器8的一侧固定设置有成型机9,并且成型机9的顶端等距离均匀设置有成型轧辊901,通过成型机9上的成型轧辊901,可以对金属立柱14进行挤压成型,成型轧辊901表面热处理后精加工外径再抛光处理;
28.成型机9的一侧固定连接有液压机10,且液压机10的内部安装有切断液压站1001,液压机10的顶端固定安装有切断装置1002,且液压机10顶端的一侧固定安装有调直器11,液压机10的一侧固定连接有托料架12,且液压机10的一侧设置有电控箱13,通过切断装置1002启动,将金属立柱14切断成需要的长度,并通过托料架12进行托料,托料架12采用无动力滚轴方式;
29.成型轧辊901的一侧活动连接有金属立柱14,且金属立柱14的顶端设置有1104,金属立柱14加工完成后成c型,并且金属立柱14上设置有冲孔1401。
30.工作原理:通过电控箱13启动装置运行,将需要加工的金属立柱14放置在放料架1上,通过放料架1将金属立柱14推送至平直机2上,经过平直机2的加压,使金属立柱14被压成水平状态;同时在冲床4上一侧设置有送料器401,可以对金属立柱14进行推送,通过电控箱13启动冲压装置5,带动冲压装置5下方的冲压模具7进行冲压打孔,并将打孔完成的金属立柱14送至成型机9上的成型轧辊901进行挤压成型,通过成型轧辊901推动金属立柱14,可以将金属立柱14送至液压机10上的调直器11进行位置调整,同时通过切断液压站1001启动切断装置1002,使金属立柱14按预设的长图进行切割,切割成符合设计的长度,过在冲压装置5的两侧设置有第一限位器3与第二限位器8,通过平直机2将平直后的金属立柱14传入第一限位器3进行限位,防止在加工过程中金属立柱14出现偏移情况,并使冲床打孔出现偏移,并且在冲床4的另一侧设置有第二限位器8,通过第一限位器3与第二限位器8的同时启动,可以完成对金属立柱14的绷直,并进行限位,保证成品的精准性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1