一种手工钨极氩弧焊手持式自动送丝装置的制作方法
1.本实用新型属于手工钨极氩弧焊送丝技术领域,更具体地,涉及一种手工钨极氩弧焊手持式自动送丝装置。
背景技术:
2.目前钨极氩弧焊过程一般是手动送丝,操作过程是左手送丝,右手持焊枪焊接。手动焊接方式需要焊接工人双手协调性好和左手送丝速度均匀、精准,一旦手动送丝不均匀、准确,极易在焊缝中形成夹钨、气孔、焊缝成形不良等焊接缺陷。
3.产生送丝速度不均匀及回收送进位置不准确的原因是,氩弧焊焊丝一般较细,常用φ1mm~φ2.5mm,长度1m的直条。手工送丝由于焊丝细长,手指捻送焊丝时,焊丝极易颤动,导致焊丝送进时不能准确的送到熔池,且容易触碰钨极,在焊缝内部形成夹钨的焊接缺陷,且钨极被焊丝触碰后一般不能连续焊接;再者由于焊工技能水平的问题,送丝速度掌握不好,送丝过快易使焊丝触碰钨极,产生夹钨的焊接缺陷;送丝速度过慢,焊缝不易连续,影响焊缝成形,且影响焊接速度,易产生焊瘤或烧穿等焊接缺陷;送丝速度忽快忽慢,使焊接过程间断较多,焊接接头增多,焊缝的宽窄、高低不均匀,影响焊缝的外观成形,也容易形成熔合不良等较严重的焊接缺陷。
4.钨极氩弧焊手动送丝所出现的问题,极易在焊缝中形成夹钨、气孔、焊缝成形不良等焊接缺陷。
技术实现要素:
5.本实用新型的目的是提供一种手工钨极氩弧焊手持式自动送丝装置,该装置结构简单、便携,焊丝送进导向准确,焊丝送进速度稳定,且可调节,操作简便,有效避免送丝不稳定及送丝位置不准确,有效的避免焊丝触碰钨极产生夹钨和长直焊缝的连续焊接,较好的避免产生焊接缺陷,焊缝成形美观、焊接质量得到明显提高。
6.为了实现上述目的,本实用新型提供一种手工钨极氩弧焊手持式自动送丝装置,包括:
7.壳体,所述壳体为盒状,所述壳体的内部设置有空腔;
8.主动辊和从动辊,所述主动辊和所述从动辊间隙设置在所述空腔内,焊丝能够从所述间隙内通过;
9.电机,所述电机设置在所述壳体上,所述电机能够驱动所述主动辊转动;
10.第一通孔和第二通孔,所述第一通孔和所述第二通孔分别设置在所述壳体的两侧,所述第一通孔和所述第二通孔用于穿设焊丝。
11.可选地,所述壳体的前侧壁开设有第一开口,所述第一开口上铰接有第一盖板,所述第一盖板与所述壳体通过磁吸连接。
12.可选地,所述壳体的上侧壁开设有第二开口,所述第二开口上铰接有第二盖板,所述从动辊设置在所述第二盖板上。
13.可选地,还包括元宝螺母和螺栓,所述螺栓的一端设置在所述空腔内,所述第二盖板上设置有与所述螺栓相配合第三开口,所述螺栓上套设有弹簧,所述元宝螺母与所述螺栓螺纹配合。
14.可选地,所述第二通孔上设置有导丝管。
15.可选地,所述导丝管为紫铜导丝管,所述导丝管的内部轴向开设有导丝孔,所述导丝管的一端设置有圆管,所述圆管的一端穿过所述第二通孔,所述圆管的所述一端螺纹连接有螺母。
16.可选地,所述主动辊的外周上设置有滚花,所述从动辊的外周上设置有凹槽。
17.可选地,所述凹槽的截面为半圆形,所述凹槽的圆心与所述导丝管的圆心同心。
18.可选地,所述导丝管的另一端为锥状。
19.可选地,还包括把手,所述把手设置在所述壳体上,所述把手上设置有与所述电机电连接的启动开关和调速开关。
20.本实用新型提供一种手工钨极氩弧焊手持式自动送丝装置,其有益效果在于:
21.该装置结构简单、便携,焊丝送进导向准确,焊丝送进速度稳定,且可调节,操作简便,有效避免送丝不稳定及送丝位置不准确,有效的避免焊丝触碰钨极产生夹钨和长直焊缝的连续焊接,较好的避免产生焊接缺陷,焊缝成形美观、焊接质量得到明显提高。
22.本实用新型的其它特征和优点将在随后具体实施方式部分予以详细说明。
附图说明
23.通过结合附图对本实用新型示例性实施方式进行更详细的描述,本实用新型的上述以及其它目的、特征和优势将变得更加明显,其中,在本实用新型示例性实施方式中,相同的参考标号通常代表相同部件。
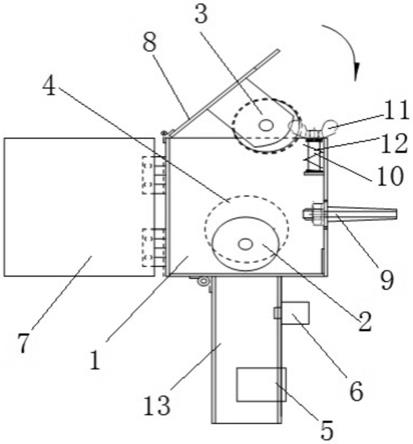
24.图1示出了根据本实用新型的一个实施例的一种手工钨极氩弧焊手持式自动送丝装置的结构示意图。
25.图2示出了根据本实用新型的一个实施例的一种手工钨极氩弧焊手持式自动送丝装置的电机的电路图。
26.附图标记说明:
27.1、壳体;2、主动辊;3、从动辊;4、电机;5、启动开关;6、调速开关;7、第一盖板;8、第二盖板;9、导丝管;10、螺栓;11、元宝螺母;12、弹簧;13、把手。
具体实施方式
28.下面将更详细地描述本实用新型的优选实施方式。虽然以下描述了本实用新型的优选实施方式,然而应该理解,可以以各种形式实现本实用新型而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本实用新型更加透彻和完整,并且能够将本实用新型的范围完整地传达给本领域的技术人员。
29.图1示出了根据本实用新型的一个实施例的一种手工钨极氩弧焊手持式自动送丝装置的结构示意图;图2示出了根据本实用新型的一个实施例的一种手工钨极氩弧焊手持式自动送丝装置的电机的电路图。。
30.如图1-2所示,一种手工钨极氩弧焊手持式自动送丝装置,包括:
31.壳体1,壳体1为盒状,壳体1的内部设置有空腔;
32.主动辊2和从动辊3,主动辊2和从动辊3间隙设置在空腔内,焊丝能够从间隙内通过;
33.电机4,电机4设置在壳体1上,电机4的能欧驱动主动辊2转动;
34.第一通孔和第二通孔,第一通孔和第二通孔分别设置在壳体1的两侧,第一通孔和第二通孔用于穿设焊丝。
35.具体的,通过电机4提供动力驱动主动辊2旋转,通过从动辊3配合主动辊2步进输送焊丝,进而保证焊丝的供给稳定连续,并能够通过调节电机4的转速改变输送速度,使用时焊丝的一端依次穿过第一通孔、间隙和第二通孔,通过从动辊3配合主动辊2输送焊丝。
36.进一步,电机4为微型直流电机,经直流电机调速器可调节为0~450m/min速度,微型电机工作电压和直流调速器工作电压都是经过小型电源适配器变220v交流电为安全电压12v,保证操作者的人身安全。
37.在本实施例中,壳体1的前侧壁开设有第一开口,第一开口上铰接有第一盖板7,第一盖板7与壳体1通过磁吸连接。
38.具体的,通过第一开口检查壳体1内部状况,方便进行维修检测,通过磁体方便第一盖板7的开闭。
39.在本实施例中,壳体1的上侧壁开设有第二开口,第二开口上铰接有第二盖板8,从动辊3设置在第二盖板8上。
40.具体的,第二盖板8和从动辊3集合一体方便更换,通过更换第二盖板8即可更换从动辊3,方便快捷。
41.在本实施例中,还包括元宝螺母11和螺栓10,螺栓10的一端设置在空腔内,第二盖板8的另一端设置有与螺栓10相配合第三开口,螺栓10上套设有弹簧12,元宝螺母11与螺栓10螺纹配合。
42.具体的,通过第三开口与螺栓10配合限制第二盖板8,避免第二盖板8扭曲歪斜,通过弹簧12和元宝螺母11从两侧限制第二盖板8,使第二盖板8保持在合适位置,进而保证从动辊3与主动辊2之间的间隙适合。
43.在本实施例中,第二通孔上设置有导丝管9。
44.具体的,通过导丝管9使从第二通孔穿出的焊丝更加稳定,对焊丝进行引导,保证焊接部分焊丝的位置形状稳定。
45.在本实施例中,导丝管9为紫铜导丝管,导丝管9的内部轴向开设有导丝孔,导丝管9的一端设置有圆管,圆管的一端穿过第二通孔,圆管的一端螺纹连接有螺母。
46.具体的,通过利用紫铜导丝管9的自润性减少摩擦阻力,同时减少焊丝与导丝管9摩擦附着杂质影响焊接效果,同时导丝管9通过圆管配合螺母固定在第二通孔上,拆卸更换方便。
47.在本实施例中,主动辊2的外周上设置有滚花,从动辊3的外周上设置有凹槽。
48.具体的,通过滚花提高摩擦力,保证焊丝稳定步进,通过凹槽限制固定焊丝的位置,保证焊丝步进稳定。
49.在本实施例中,凹槽的截面为半圆形,凹槽的圆心与导丝管9的圆心同心。
50.具体的,通过槽的圆心与导丝管9的圆心同心提高焊丝与导丝管9的连接精准度,
确保焊丝送进方向的精准。
51.在本实施例中,导丝管9的另一端为锥状。
52.具体的,通过锥状方便观测焊接处,减少导丝管9的视线干扰。
53.在本实施例中,还包括把手13,把手13设置在壳体1上,把手13上设置有与电机4电连接的启动开关5和调速开关6。
54.具体的,通过启动开关5控制电机4的启动和关闭,通过调速开关6调整电机4的转速,进而改变焊丝的步进速度。
55.本实用新型提供的可调速钨极氩弧焊自动送丝装置在使用时,以匀速送丝使用为例,打开第一盖板7和第二盖板8,将焊丝的一端穿入第一通孔内进入空腔内,之后从第二通孔穿出,关闭第二盖板8,使焊丝滑动连接在凹槽内,位于从动辊3和主动辊2之间,通过调节元宝螺母11使主动辊2和从动辊3之间的缝隙适合焊丝的直径,之后关闭第一盖板7,通过启动开关5控制电机4转动,电机4提供动力驱动主动辊2旋转,通过从动辊3配合主动辊2步进输送焊丝,进而保证焊丝的供给稳定连续,同时通过调速开关6调整电机4转速,保证焊丝供给速度与焊接速度配合,利用可调速微型电机4实现匀速或变速的焊丝送进、焊丝送进位置将更精准,以此提升焊缝焊接质量,本装置将手动传递送丝改成自动送丝,降低了焊接时工作难度,改善工件焊接质量。
56.以上已经描述了本实用新型的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1