一种用于金属丝网圈加工的加工装置的制作方法
1.本实用新型涉及密封垫加工领域,尤其涉及一种用于金属丝网圈加工的加工装置。
背景技术:
2.密封垫片是用在发动机隔热罩处的减震垫片,当转速达到3000r/min时,振动的频率可以达到100hz,所以一般使用丝网垫片,但是丝网压制工艺容易有毛刺外露,容易造成碎丝网掉落,进而影响密封效果,同时减震效果变差。为此一专利号为zl201921337023.6(授权公告号为cn210599965u)的中国实用新型专利《一种非平面结构的金属网圈》其公开了一种包括有网圈本体,该网圈本体为由筒形金属丝网经中部边缘冲切后经过折叠并且压制而成的多层结构的弧形网圈,该金属网圈的加工为先将筒形金属丝网下料,根据产品工艺和尺寸要求裁剪固定长度的筒形金属丝网备用,通过压制设备将裁剪好的筒形金属丝网压制成矩形金属网薄片,或是直接将筒形金属丝网压制成环状金属网薄片,但其采用的均是工人通过手工裁剪,或是一次压制多组成型制备而成,工人的劳动强度大,操作较为繁琐,为此需要对现有压制成型装置作进一步的改进。
技术实现要素:
3.本实用新型所要解决的技术问题是针对上述现有技术现状而提供一种能减轻工人劳动强度,操作较为简单的用于金属丝网圈加工的加工装置。
4.本实用新型解决上述第一个技术问题所采用的技术方案为:该用于金属丝网圈加工的加工装置,其特征在于:包括有:
5.机体;
6.底座,设于前述的机体上;
7.转盘,设置在所述底座上,所述转盘具有沿周向间隔分布的放料工位、压料工位以及取料工位;
8.压装组件,设于前述的机体上对应所述压料工位,以将金属丝网圈压入所述压料工位中;以及
9.第一驱动机构,用于驱动所述转盘转动,并在所述转盘发生周向转动至压装组件对应位置的状态下,所述压装组件能将放入至所述放料工位中的待加工的金属丝网圈压入至所述压料工位,进而完成对金属丝网圈的压装,最后可从所述取料工位中取出已压装完的金属丝网圈。
10.进一步地,所述放料工位、压料工位以及取料工位均包括有用于定位金属丝网圈的下模,所述压装组件包括有对金属丝网圈进行冲压的上模以及驱动所述上模相对下模上下移的第二驱动机构,所述下模的成型面具有开口朝上的凹陷部;相应地,所述上模也具有与凹陷部相适配的外凸部。通过上模的外凸部在被第二驱动机构驱动下移的过程中能与下模的凹陷部适配,从而将金属丝网圈冲压成型。
11.为了能够将冲压成型好的金属丝网圈自动取出,优选地,所述下模的凹陷部沿周向设置有至少两个通孔,所述机体对应取料工位设置有位于所述转盘之下的顶持部,所述顶持部能在第三驱动机构的驱动下向上移动以至少局部伸入对应的所述通孔中,继而顶开己压装完的金属丝网圈。
12.从结构简单的角度出发,优选地,所述顶持部包括有底板以及沿着所述底板周向间隔设置的至少两块竖向顶板,各个竖向顶板能伸入对应的所述通孔中,而所述第三驱动机构设置在所述转盘之下,包括有油缸,该油缸的活塞杆能带动各个竖向顶板向上移动并伸入对应的所述通孔中,从而能将己压装完的金属丝网圈顶出所述凹陷部的顶端。
13.进一步地,所述机体对应压装位置设置有防止压装组件相对金属丝网圈偏离的限位组件。
14.进一步地,所述限位组件包括有设置在所述转盘上、并邻近所述压装工位的限位槽以及相对该限位槽上下移动的限位柱。
15.与现有技术相比,本实用新型的优点在于设计一种自动加工金属丝网圈的加工装置,通过将待压装的金属丝网圈放置在转盘的放料工位中,当第一驱动机构驱动转盘发生周向转动至压装装置对应位置的状态下,压装组件能将金属丝网圈压入压料工位,进而完成对金属丝网圈的压装,最后可从取料工位中取出已压装完的金属丝网圈,采用自动化的加工方式加工金属丝网圈,能代替手工加工的方式,减轻了劳动强度,操作更加方便快捷。
附图说明
16.图1为本实用新型实施例中金属丝网圈的结构示意图;
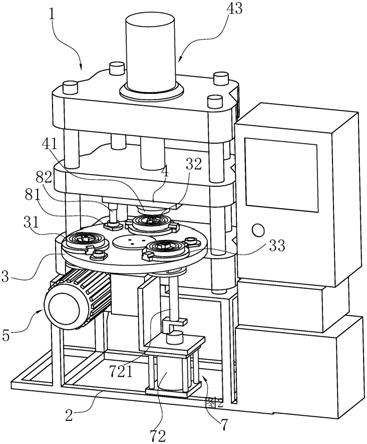
17.图2为本实用新型实施例中加工装置一个角度的结构示意图;
18.图3为本实用新型实施例中加工装置另一个角度的结构示意图;
19.图4为本实用新型实施例中顶持部的结构示意图;
20.图5为本实用新型实施例中下模的结构示意图;
21.图6为本实用新型实施例中转盘一个角度的结构示意图;
22.图7为本实用新型实施例中转盘另一个角度的结构示意图。
具体实施方式
23.以下结合附图实施例对本实用新型作进一步详细描述。
24.如图1~7所示,为本实用新型的最佳实施例。本实施例的用于金属丝网圈加工的加工装置,包括有机体1;设于前述的机体1上的底座2,设置在底座2上的转盘3,该转盘3具有沿周向间隔分布的放料工位31、压料工位32以及取料工位33;以及设于前述的机体1上并能将金属丝网圈6压入压料工位32中的压装组件4,以及用于驱动转盘3转动的第一驱动机构5,并在转盘3发生周向转动至压装组件4对应位置的状态下,压装组件4能将放入至放料工位31中的待加工金属丝网圈6压入至压料工位32,进而完成对金属丝网圈6的压装,最后可从取料工位33中取出已压装完的金属丝网圈6。自动加工金属丝网圈6的加工装置,通过将待压装的金属丝网圈6放置在转盘3的放料工位31中,当第一驱动机构5驱动转盘3发生周向转动至压装组件4对应位置的状态下,压装组件4能将金属丝网圈6压入压料工位32,进而完成对金属丝网圈6的压装,最后可从取料工位33中取出已压装完的金属丝网圈6,采用自
动化的加工方式加工金属丝网圈6,能代替手工加工的方式,减轻了劳动强度,操作更加方便快捷。
25.具体地,放料工位31、压料工位32以及取料工位33均包括有用于定位金属丝网圈6的下模42,压装组件4包括有对金属丝网圈6进行冲压的上模41以及驱动上模41相对下模42上下移的第二驱动机构43,下模42的成型面具有开口朝上的凹陷部421;相应地,上模41也具有与凹陷部421相适配的外凸部411。通过上模41的外凸部411在被第二驱动机构43驱动下移的过程中能与下模42的凹陷部421适配,从而将金属丝网圈6冲压成型。为了能够将冲压成型好的金属丝网圈6自动取出,优选地,下模42的凹陷部421沿周向设置有至少两个通孔4211,机体1对应取料工位33设置有位于转盘3之下的顶持部71,该顶持部71能在第三驱动机构7的驱动下向上移动以至少局部伸入对应的通孔4211中,继而顶开己压装完的金属丝网圈6。其中顶持部71包括有底板711以及沿着底板711周向间隔设置的至少两块竖向顶板712,各个竖向顶板712能伸入对应的通孔4211中,而第三驱动机构7设置在转盘3之下,包括有油缸72,该油缸72的活塞杆721能带动各个竖向顶板712向上移动并伸入对应的通孔4211中,从而能将己压装完的金属丝网圈6顶出凹陷部421的顶端。另外,机体1对应压装位置设置有防止压装组件4相对金属丝网圈6偏离的限位组件。其中限位组件包括有设置在转盘3上、并邻近压装工位32的限位槽81以及相对该限位槽81上下移动的限位柱82。
26.本实施例用于金属丝网圈6加工的加工装置的加工方法包括有如下步骤:
27.a、将金属丝网圈6放置在放料工位31的凹陷部421,启动第一驱动机构5驱动转盘3发生转动,待放料工位31转至压料工位32时,启动第二驱动机构43驱动上模41相对下模42下移从而对金属丝网圈6进行冲压,使得金属丝网圈6紧贴凹陷部421;
28.b、待金属丝网圈6被冲压至紧贴凹陷部421时,启动第三驱动机构7驱动顶持部71上移,从而将冲压好的金属丝网圈6脱离凹陷部421,最后可从取料工位33中取出已压装完的金属丝网圈6。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1