一种铝材固定打孔装置的制作方法
1.本实用新型涉及铝材生产技术领域,特别涉及一种铝材固定打孔装置。
背景技术:
2.铝材由铝和其它合金元素制造的制品,通常是先加工成铸造品、锻造品以及箔板带管棒型材等,再经冷弯、锯切、钻孔、拼装、上色等工序而制成,主要金属元素是铝,再加上一些合金元素,提高铝材的性能,铝材是按照一定标准,标准化、规模化生产制造的材料,此类材料具有一定外观尺寸,断面呈一定形状,具有一定力学物理性能,铝材既能单独使用也能进一步加工成其他制造品,常用于建筑结构与制造安装。为了便于固定安装,铝材在生产过程中,需要根据安装的需要将铝材进行打孔。
3.现有的铝材打孔装置存在些许的不足之处,譬如:打孔效率较低且打孔质量较差、工人的劳动强度较大。无法满足现代的使用需求,十分不便。
技术实现要素:
4.本实用新型要解决的技术问题是克服现有技术的缺陷,提供一种铝材固定打孔装置。
5.为了解决上述技术问题,本实用新型提供了如下的技术方案:
6.本实用新型一种铝材固定打孔装置,包括支撑主体,所述支撑主体的顶部对称安装有两个型材冲孔机构,所述支撑主体的内侧依次设置有呈竖直方向的冲孔限位机构和呈水平方向的固定机构,所述固定机构的顶部设置有型材固定装置,所述型材固定装置包括壳体,所述壳体的两侧均设置有矩形凸起,且矩形凸起沿壳体的长度方向设置,所述壳体的内侧设置有开口,所述壳体的顶部开设有呈贯穿结构的第一通孔,所述开口的内侧底部中央设置有第二通孔,所述支撑主体和固定机构构成围框结构,所述围框结构内依次设置有若干承重板,所述支撑主体的内侧活动连接有废料槽。
7.作为本实用新型的一种优选技术方案,所述型材冲孔机构包括矩形安装座,所述矩形安装座呈矩形结构,所述矩形安装座的内侧安装有缸体,所述缸体的内部活动连接有活塞杆,所述活塞杆的端部螺纹连接有冲孔钻头。
8.作为本实用新型的一种优选技术方案,所述支撑主体的顶部设置有贯穿结构的安装孔,所述支撑主体内侧还设置有沿其长度方向布置的滑槽,所述废料槽的两侧设置有凸起,所述滑槽的间距与废料槽的凸起相适配,且滑槽和废料槽构成直线副。
9.作为本实用新型的一种优选技术方案,所述冲孔限位机构包括安装背板,所述安装背板与支撑主体焊接相固定,所述安装背板的一侧表面通过螺丝安装有滑轨,所述滑轨的内侧活动连接有滑块,所述滑块的外侧通过螺丝安装有活塞杆限位件,所述活塞杆限位件由吊耳和环状件构成,所述环状件的内径与活塞杆相适配。
10.作为本实用新型的一种优选技术方案,所述固定机构包括横梁,所述横梁两侧表面均设置有侧围板,所述横梁的顶部表面依次设置有冲压孔和固定装置限位结构,所述冲
压孔呈贯穿式结构。
11.作为本实用新型的一种优选技术方案,所述固定装置限位结构包括螺栓,所述螺栓上活动套接有挡板,所述螺栓上旋合固定有六角螺母,且六角螺母的底面与挡板的顶部相接触。
12.作为本实用新型的一种优选技术方案,所述承重板的两端侧面均安装有角码。
13.与现有技术相比,本实用新型的有益效果如下:
14.本实用新型是一种铝材固定打孔装置,可以有效解决铝材打孔过程效率低的问题。该铝材固定打孔装置通过型材冲孔机构的液压缸完成对铝材的冲孔工序,即可完成铝材孔的加工,方便快捷,进一步提高了铝材的生产效率;该铝材固定打孔装置通过固定机构完成对铝材冲孔前的固定,防止铝材在冲孔过程中各方向产生较大的位移,同时降低了铝材固定、加工过程可能出现形变发生的情况,从而提高了铝材的加工质量;该铝材固定打孔装置的打孔操作简单,降低了工作人员的劳动量。
附图说明
15.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
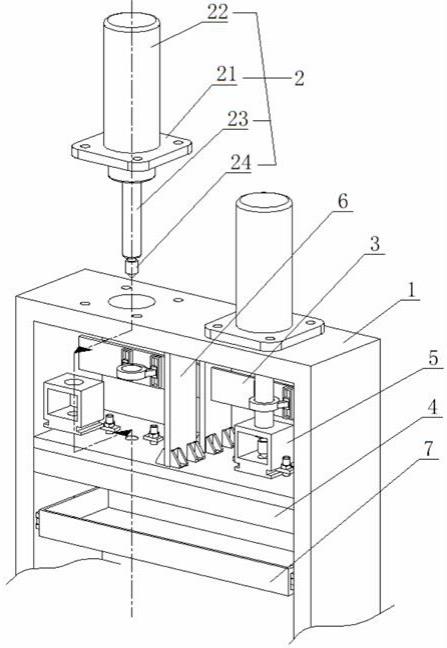
16.图1是本实用新型的使用状态参考图;
17.图2是本实用新型的结构拆分图;
18.图3是本实用新型的结构示意图;
19.图4是本实用新型的部分结构示意图;
20.图5是本实用新型的型材固定装置结构示意图;
21.图中:1、支撑主体;101、安装孔;102、滑槽;2、型材冲孔机构;21、矩形安装座;22、缸体;23、活塞杆;24、冲孔钻头;3、冲孔限位机构;31、安装背板;32、滑轨;33、滑块;34、活塞杆限位件;4、固定机构;41、横梁;42、冲压孔;43、侧围板;44、固定装置限位结构;441、螺栓;442、六角螺母;443、挡板;5、型材固定装置;51、壳体;52、矩形凸起;53、开口;54、第一通孔;55、第二通孔;6、承重板;7、废料槽。
具体实施方式
22.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
23.实施例1
24.如图1-5所示,本实用新型提供一种铝材固定打孔装置,包括支撑主体1,支撑主体1的顶部对称安装有两个型材冲孔机构2,支撑主体1的内侧依次设置有呈竖直方向的冲孔限位机构3和呈水平方向的固定机构4,固定机构4的顶部设置有型材固定装置5,型材固定装置5包括壳体51,壳体51的两侧均设置有矩形凸起52,且矩形凸起52沿壳体51的长度方向设置,壳体51的内侧设置有开口53,壳体51的顶部开设有呈贯穿结构的第一通孔54,开口53的内侧底部中央设置有第二通孔55,支撑主体1和固定机构4构成围框结构,围框结构内依次设置有若干承重板6,支撑主体1的内侧活动连接有废料槽7。
25.进一步的,型材冲孔机构2包括矩形安装座21,矩形安装座21呈矩形结构,矩形安
装座21的内侧安装有缸体22,缸体22的内部活动连接有活塞杆23,活塞杆23的端部螺纹连接有冲孔钻头24。
26.矩形安装座21用于固定缸体22,缸体22的顶端外接泵体及电磁阀门,缸体22内部有液压油进入时,活塞杆23将变现为伸长过程,当活塞杆23进行伸长工况时,冲孔钻头24将对铝材进行冲孔工序。
27.支撑主体1的顶部设置有贯穿结构的安装孔101,支撑主体1内侧还设置有沿其长度方向布置的滑槽102,废料槽7的两侧设置有凸起,滑槽102的间距与废料槽7的凸起相适配,且滑槽102和废料槽7构成直线副。
28.安装孔101用于与矩形安装座21通过螺丝相安装,滑槽102用于与废料槽7构成直线副,废料槽7用于铝材完成冲孔工序时废屑的收集,废料槽7可沿着滑槽102的长度方向进行移动,利于废料槽7的拆卸,避免废屑直接落在厂房地面,导致厂房卫生环境降低。
29.冲孔限位机构3包括安装背板31,安装背板31与支撑主体1焊接相固定,安装背板31的一侧表面通过螺丝安装有滑轨32,滑轨32的内侧活动连接有滑块33,滑块33的外侧通过螺丝安装有活塞杆限位件34,活塞杆限位件34由吊耳和环状件构成,环状件的内径与活塞杆23相适配。
30.冲孔限位机构3用于对活塞杆23的活塞运动进行限定,防止冲孔工序过程中,活塞杆23与冲压孔42的共轴情况,导致铝材冲孔过程中导致孔的走偏问题。安装背板31用于安装滑轨32,滑块33可沿着滑轨32的长度方向进行移动,活塞杆限位件34的吊耳通过螺丝与滑块33相固定,活塞杆限位件34的环状固定件可通过机米螺丝反顶活塞杆23的外圆周,从而完成活塞杆限位件34与活塞杆23的固定。
31.固定机构4包括横梁41,横梁41两侧表面均设置有侧围板43,横梁41的顶部表面依次设置有冲压孔42和固定装置限位结构44,冲压孔42呈贯穿式结构。
32.横梁41用于安装侧围板43及固定装置限位结构44,侧围板43构成围框结构,避免铝材废屑无规则落下时无法落入废料槽7的内部,冲压孔42用于铝材冲孔过程中废屑的落下及冲孔过程的完整度,避免冲出的孔无法打穿。
33.固定装置限位结构44包括螺栓441,螺栓441上活动套接有挡板443,螺栓441上旋合固定有六角螺母442,且六角螺母442的底面与挡板443的顶部相接触。
34.螺栓441为带螺纹的螺丝,六角螺母442与螺栓441旋合固定,六角螺母442与挡板443较为紧密得接触,挡板443可绕着螺栓441的轴线方向进行旋转,挡板443的底部可加设垫高块,在垫高块和六角螺母442的共同作用下,完成对挡板443轴向的限位,防止铝材冲孔过程中型材固定装置5发生轴向的跳动,导致铝材加工质量的降低。
35.承重板6的两端侧面均安装有角码。
36.承重板6一定程度上起到支撑主体1和固定机构4的连接作用,承重板6和角码可充当加强肋的作用,避免支撑主体1顶部安装型材冲孔机构2时,长期工作之后,从较微观的受力情况来说,对于支撑主体1的顶部中段将产生较大的挠度,当长时间工作后,挠度可能带来较大的应变,从而导致型材冲孔机构2轴线与冲压孔42孔的共轴情况。
37.具体的,该打孔装置的相关电控组成:型材冲孔机构2外接有软管、电磁阀门和相应的液压控制系统以及控制开关,控制开关采用实体按钮(包括脚踏开关或触点开关),当实体按钮反馈给控制器相关数据后,将控制泵体、电磁阀门进行液压油相对缸体22的进、出
液操作,当缸体22内液压油进液时,活塞杆23将做推出操作,当缸体22内液压油出液时,活塞杆23将做缩进操作;该打孔装置铝材固定步骤:如图1所示,将型材固定装置5放置于预定位置后,旋转挡板443,使得挡板443位于矩形凸起52处,即可完成型材固定装置5相对位置的定位,当型材固定装置5完成固定后,沿着开口53的方向缓慢插入型材,即完成了铝材的固定;该打孔装置打孔过程:当完成了铝材的固定步骤后,人员通过控制实体按钮,使得缸体22做推出操作,活塞杆23将沿着垂直负方向进行移动,活塞杆23端面固定的冲孔钻头24将对铝材的表面进行打孔操作(铝材的伸展性较好,对于铝合金室内门窗相关的型材厚度为0.8mm、1.0mm、1.2mm等厚度,当铝材的厚度较低时,采用类似“冲孔”的方式进行打孔,能够实现。当铝材厚度较高时,冲孔方式进行打孔可能造成打孔的周边铝材发生较大的应变,可能会影响铝材整体的表面质量问题),按照型材的批量生产,若需间歇式对铝材表面进行打孔时,铝材在与型材固定装置5固定时,可采用步进式的给料方式,一定周期式的控制泵体向缸体22进、出油,即可完成自动对铝材表面进行打孔操作(活塞杆23、冲孔钻头24与型材固定装置5的关系,当活塞杆23做伸出、缩进操作时,冲孔钻头24的端面可以在型材固定装置5的内部,此时冲孔钻头24相当于在型材固定装置5的垂直方向做往复的直线运动,用于起活塞杆23导向作用的活塞杆限位件34可在滑轨32的垂向方向进行移动,降低活塞杆23、冲压孔42和第一通孔54轴线可能跑偏的发生概率);该打孔装置的具体使用过程:首先完成相关控制系统的调试工作,其次将型材固定装置5与固定机构4完成固定,再将铝材送入型材固定装置5的开口53内,最后通过控制缸体22的伸出、缩进量实现对铝材表面进行打孔操作。
38.该打孔装置可以有效解决铝材打孔过程效率低的问题。该铝材固定打孔装置通过型材冲孔机构的液压缸完成对铝材的冲孔工序,即可完成铝材孔的加工,方便快捷,进一步提高了铝材的生产效率;该铝材固定打孔装置通过固定机构完成对铝材冲孔前的固定,防止铝材在冲孔过程中各方向产生较大的位移,同时降低了铝材固定、加工过程可能出现形变发生的情况,从而提高了铝材的加工质量;该铝材固定打孔装置的打孔操作简单,降低了工作人员的劳动量。
39.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1