一种用于加工中心磁极的双柱卧式金属带锯床的制作方法
1.本技术涉及金属切割设备领域,尤其是涉及一种用于加工中心磁极的双柱卧式金属带锯床。
背景技术:
2.中心磁极是用于电机转子的构件,其加工前,需要先使用金属带锯床将棒状原料切割成预定长度的坯料。金属带锯床按其结构可分为:立式金属带锯床、单柱卧式金属带锯床、双柱卧式金属带锯床等。
3.现有公告号为cn208230980u的中国专利,公开了一种金属带锯床,其包括加工台,加工台的上表面固定设置有主体支架,主体支架位于加工台的宽度方向的其中一侧;主体支架的两端均转动设置有锯条轮,两个锯条轮的外周壁共同绕设有带锯条;主体支架固定安装有电动马达,电动马达的输出轴与其中一个锯条轮相连,以驱动锯条轮转动,从而带动带锯条转动。使用时,操作人员将待加工的工件放置在加工台的上表面,并调整工件的位置,以确定被切割下的工件的长度;最后,操作人员启动电动马达以驱动带锯条对工件进行切割。切割时,工件将要被切割下的部分称为落料。
4.针对上述中的现有技术,发明人认为,加工台对落料具有一定的支撑作用;但是,当落料的长度较长以致落料延伸至加工台的上表面的外部时,落料容易由被带锯条切割的切口的位置向下弯曲,可能导致被切割下的落料的端面的平整度较差,从而影响被切割下的落料的尺寸精度,故有待改善。
技术实现要素:
5.为了改善被切割下的落料的端面的平整度较差的问题,本技术提供一种用于加工中心磁极的双柱卧式金属带锯床。
6.本技术提供的一种用于加工中心磁极的双柱卧式金属带锯床采用如下的技术方案:
7.一种用于加工中心磁极的双柱卧式金属带锯床,包括工作台,所述工作台的上表面设置有用于切割工件的锯床本体,所述工作台远离锯床本体的一侧固定设置有用于支撑待加工工件的支撑座;所述工作台位于锯床本体远离支撑座的一侧固定设置有固定块,所述固定块远离锯床本体的一侧设置有用于支撑落料的支撑块;所述支撑块沿工作台的宽度方向与固定块滑移连接;所述支撑块设置有固定杆,所述固定杆远离支撑块的一端沿工作台的宽度方向向支撑座方向延伸设置;所述固定块设置有用于固定固定杆的固定件;所述固定块的上表面和支撑块的上表面均与支撑座的上表面平齐。
8.通过采用上述技术方案,支撑块与固定块配合,可支撑落料的两端,以减小落料在切割过程中发生弯曲的可能性,从而有利于提高被切割下的落料的端面的平整度,进而提高被切割下的落料的尺寸精度;操作人员可根据落料的长度调整支撑块的位置,以便于支撑块对不同长度的落料的支撑,从而提高带锯床对不同长度的落料的切割的适用性;支撑
座与固定块、支撑块配合,以支撑工件,使工件远离工作台的上表面,有利于减小锯床本体的带锯条与工作台接触以致带锯条或工作台发生损坏的可能性。
9.可选的,所述固定件包括沿工作台的长度方向与固定块滑移连接的限位杆,所述固定杆设置有用于供限位杆的一端插设的限位槽;所述限位槽沿固定杆的长度方向依次设置有若干个。
10.通过采用上述技术方案,将限位杆插入限位槽内,即可限制固定杆沿自身长度方向的移动,从而固定固定杆,进而固定支撑块;限位杆与限位槽配合,结构简单,操作便捷。
11.可选的,所述限位杆与固定块之间连接有用于驱动限位杆向固定杆方向移动的弹性件。
12.通过采用上述技术方案,弹性件对限位杆具有使限位杆向固定杆方向移动的作用力,从而可减小限位杆因设备运行时的振动或操作人员的误碰而与限位槽脱离的可能性,从而提高限位杆与限位槽之间配合的稳定性。
13.可选的,所述固定杆绕自身轴线与支撑块转动连接;所述限位杆靠近固定杆的一端的上表面或和下表面倾斜设置有导向面。
14.通过采用上述技术方案,当需要移动支撑块时,操作人员转动固定杆,限位槽的开口处的内侧壁与导向面抵接,从而驱动限位杆向远离限位槽的方向移动,直至限位杆的端壁与固定杆的外周壁抵接;此时,限位杆与限位槽脱离,操作人员可自由移动支撑块。
15.可选的,所述固定杆固定设置有抵接块;所述支撑块固定设置有定位块,所述抵接块沿固定杆的周向的侧壁可与定位块抵接。
16.通过采用上述技术方案,固定杆转动的过程中,当抵接块与定位块抵接时,在固定杆的轴向上,全部的限位槽均与限位杆对齐;此时移动支撑块,直至其中一个限位槽与限位杆完全对齐时,在弹性件的作用下,限位杆可自动插入对应的限位槽内,以固定固定杆,操作便捷、省力。
17.可选的,所述固定块设置有用于与固定杆滑移配合的支撑孔。
18.通过采用上述技术方案,支撑孔对固定杆靠近固定块的一端具有支撑作用,可提高固定杆靠近固定块的一端的刚度,减小固定杆弯曲以致限位槽与限位杆发生脱离的可能性。
19.可选的,所述固定块沿上下方向滑移连接有用于压紧落料的压紧块;所述固定块设置有用于驱动压紧块上下移动的驱动件。
20.通过采用上述技术方案,压紧块可压紧落料,减小落料随锯床本体的带锯条的移动而发生弯曲或移动的可能性,从而可减小落料的端面被带锯条二次切割的可能性,有利于提高被切割下的落料的端面的平整度;另一方面,落料被压紧块压紧,有利于操作人员对被切割下的落料的收纳。
21.可选的,所述压紧块设置有用于与落料抵接的弹性防护垫。
22.通过采用上述技术方案,弹性防护垫与落料抵接后可发生弹性变形以增大压紧块与落料之间的接触面积,从而减小压紧块对落料的压强,以减小落料的表面产生压痕的可能性,有利于保证被切割下的落料的外观质量。
23.可选的,所述弹性防护垫的上表面固定设置有弹性凸起,所述压紧块设置有用于与弹性凸起插接配合的安装凹槽。
24.通过采用上述技术方案,弹性凸起与安装凹槽插接配合,以使弹性防护垫与压紧块相连,结构简单,便于弹性防护垫的拆、装。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.1. 支撑块与固定块配合,可支撑落料的两端,以减小落料在切割过程中由切口处发生弯曲的可能性,从而有利于提高被切割下的落料的端面的平整度;
27.2. 弹性件与导向面配合,转动固定杆,即可使限位杆与限位槽自动脱离,再反向转动固定杆或继续转动固定杆,即可使限位槽与限位杆对齐,以供限位杆自动插入限位槽内,结构简单,操作方便、省力;
28.3. 压紧块可压紧并固定落料,从而有利于进一步提高被切割下的落料的端面的平整度。
附图说明
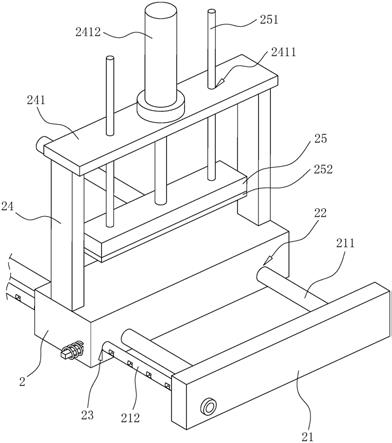
29.图1是本技术实施例一种用于加工中心磁极的双柱卧式金属带锯床的整体结构示意图。
30.图2是图1中的a部放大图。
31.图3是用于展示压紧块与固定块之间连接结构的示意图。
32.图4是用于展示弹性防护垫与压紧块之间连接结构的爆炸示意图。
33.图5是用于展示固定杆与固定块之间连接结构的示意图。
34.图6是用于图5中的b部放大图。
35.附图标记说明:
36.1、工作台;11、锯床本体;12、支撑座;121、固定板;1211、滑移块;122、滑移槽;123、液压缸;2、固定块;21、支撑块;211、导向杆;212、固定杆;2121、限位槽;2122、限位环;2123、抵接块;213、安装孔;214、定位块;22、导向孔;23、支撑孔;24、支撑杆;241、安装板;2411、滑移孔;2412、驱动件;25、压紧块;251、滑移杆;252、弹性防护垫;2521、弹性凸起;253、安装凹槽;26、滑动孔;3、限位杆;31、弹性件;32、导向面。
具体实施方式
37.以下结合附图1
‑
6对本技术作进一步详细说明。
38.本技术实施例公开一种用于加工中心磁极的双柱卧式金属带锯床。参照图1,一种用于加工中心磁极的双柱卧式金属带锯床包括工作台1,工作台1的上表面安装有锯床本体11;锯床本体11的长度方向沿工作台1的长度方向设置,且锯床本体11位于工作台1的宽度方向的其中一侧。工作台1的上表面焊接固定有支撑座12和固定块2。支撑座12位于工作台1远离锯床本体11的一侧,固定块2位于锯床本体11远离支撑座12的一侧;固定块2的长度方向沿工作台1的长队方向设置,且固定块2的上表面与支撑座12的上表面平齐。支撑座12与固定块2相互配合,以用于支撑待切割的工件。
39.参照图1和图2,支撑座12的上表面设置有相互平行的两个固定板121,且固定板121的长度方向沿上下方向设置;其中一个固定板121与支撑座12的其中一端焊接固定,另一固定板121的下端焊接固定有滑移块1211。支撑座12的上表面沿工作台1的长度方向开设有滑移槽122;滑移块1211位于滑移槽122内,且滑移块1211与滑移槽122的内侧壁滑移连
接,对应的固定板121可沿滑移槽122的长度方向向另一固定板121靠近或远离。
40.参照图1和图2,支撑座12设置有液压缸123,液压缸123的轴向沿滑移槽122的长度方向设置。液压缸123的缸体与支撑座12焊接固定,液压缸123的活塞杆与滑移块1211焊接固定。操作人员将待切割的工件放置在支撑座12的上表面,并使工件位于两个固定板121之间;然后,操作人员启动液压缸123,液压缸123可驱动滑移块1211移动,以使与滑移块1211相连的固定板121向另一固定板121方向移动,从而夹紧工件,以便于锯床本体11的带锯条对工件的切割加工。
41.参照图1和图2,固定块2设置有支撑块21,支撑块21的长度方向沿工作台1的长度方向设置;支撑块21位于固定块2远离锯床本体11的一侧,且支撑块21的上表面与固定块2的上表面平齐,以支撑落料的远离固定块2的一端。
42.参照图2和图3,支撑块21朝向固定块2方向的侧壁焊接固定有两个导向杆211,两个导向杆211沿支撑块21的长度方向依次设置;每个导向杆211的其中一端与支撑块21焊接固定,每个导向杆211远离支撑块21的一端均沿工作台1的宽度方向向固定块2方向延伸。固定块2位于每个导向杆211的位置均开设有导向孔22,导向孔22沿导向杆211的轴向贯穿开设;每个导向杆211均与对应的导向孔22的内侧壁滑移连接,支撑块21可向固定块2靠近或远离,以适用对不同长度的落料的支撑。
43.参照图2和图3,支撑块21设置有固定杆212,固定杆212为圆杆状,且固定杆212位于其中一个导向杆211远离另一导向杆211的一侧。固定杆212的其中一端与支撑块21朝向固定块2方向的侧壁相连,固定杆212的另一端沿导向杆211的轴向向支撑座12的方向延伸设置。固定块2朝向支撑块21方向的侧壁沿固定杆212的轴向贯穿开设有支撑孔23,支撑孔23与内径等于固定杆212的外径;固定杆212远离支撑块21的一端插设于支撑孔23内。固定块2设置有固定件,以固定固定杆212,从而固定支撑块21。
44.参照图3,固定块2的长度方向的两端的上表面均焊接固定有支撑杆24,两个支撑杆24远离固定块2的一端均向上延伸设置,且两个支撑杆24的上端共同焊接固定有安装板241;安装板241的上表面向下贯穿开设有两个滑移孔2411。固定块2设置有压紧块25,压紧块25位于安装板241与固定块2之间。压紧块25的上表面焊接固定有两个滑移杆251,两个滑移杆251与两个滑移孔2411一一对应,且每个滑移杆251均与对应的滑移孔2411的内侧壁滑移连接。滑移杆251与滑移孔2411配合,压紧块25可上下滑动。安装板241设置有驱动件2412,驱动件2412为油缸,油缸的轴向沿上下方向设置;油缸的缸体通过螺钉与安装板241固定连接,油缸的活塞杆与压紧块25焊接固定,以驱动压紧块25上下移动。当压紧块25向下移动时,压紧块25可压紧落料,以固定落料。
45.参照图3和图4,压紧块25的下表面设置有弹性防护垫252,本实施例中,弹性防护垫252为橡胶垫。弹性防护垫252的上表面一体成型有多个弹性凸起2521,弹性凸起2521为橡胶材质。压紧块25位于每个弹性凸起2521的位置的下表面均向上开设有安装凹槽253;每个弹性凸起2521均嵌置于对应的安装凹槽253内,以使弹性防护垫252与压紧块25固定。当压紧块25下压时,弹性防护垫252可与落料抵接并发生弹性变形,从而减小压紧块25对落料的压强。
46.参照图5和图6,固定块2靠近固定杆212的一端的端壁沿固定块2的长度方向开设有滑动孔26,滑动孔26与支撑孔23相通。固定件包括限位杆3,限位杆3为方杆状;限位杆3的
一端插设于滑动孔26内,且限位杆3与滑动孔26的内侧壁滑移连接。固定杆212朝向限位杆3方向的外周壁沿固定杆212的径向开设有限位槽2121,且限位槽2121沿固定杆212的轴向依次设置有多个。固定杆212移动时,限位杆3靠近固定杆212的一端可与任一限位槽2121对齐,且限位杆3可插设于任一限位槽2121内,以限制固定杆212沿自身轴向的移动,从而固定固定杆212。
47.参照图6,限位杆3位于滑动孔26外一端与固定块2之间设置有弹性件31,本实施例中,弹性件31为弹簧。弹性件31的一端与固定块2焊接固定,弹性件31的另一端与限位杆3焊接固定;弹性件31处于拉伸状态,弹性件31对限位杆3具有使限位杆3向固定杆212方向移动的作用力,以减小限位杆3脱离限位槽2121的可能性。
48.参照图5,支撑块21位于固定杆212的位置开设有安装孔213,安装孔213沿固定杆212的轴向贯穿开设。固定杆212靠近支撑块21的一端贯穿插设于安装孔213内,且固定杆212与安装孔213适配连接,固定杆212可绕自身轴线转动。固定杆212位于支撑块21的两侧的外周壁均焊接固定有限位环2122,每个限位环2122均与支撑块21的对应一侧的侧壁抵接,以便于固定杆212随支撑块21的移动而移动。
49.参照图5和图6,限位杆3靠近固定杆212的一端倾斜开设有导向面32;导向面32可以开设在限位杆3的上表面,导向面32也可以开设在限位杆3的下表面,限位杆3的上表面和下表面也可以同时开设导向面32;本实施例中,导向面32开设在限位杆3的上表面。当操作人员转动固定杆212以使限位槽2121的内侧壁与导向面32相抵后,继续转动固定杆212,在导向面32的作用下,限位杆3可退出限位槽2121,以便于固定杆212的移动。
50.参照图5和图6,固定杆212靠近支撑块21的一端的外周壁焊接固定有抵接块2123;支撑块21焊接固定有定位块214。定位块214和抵接块2123位于以固定杆212的轴线为中心的同一圆周上,抵接块2123沿固定杆212的周向的其中一个侧壁可与定位块214抵接,此时,在固定杆212的轴线上,限位杆3与全部的限位槽2121对齐;操作人员继续滑动支撑块21,即可使其中一个限位槽2121与限位杆3对齐,以便于限位杆3与限位槽2121的插接配合。
51.本技术实施例一种用于加工中心磁极的双柱卧式金属带锯床的实施原理为:
52.使用时,操作人员先将待切割的工件放置在支撑座12的上表面,然后移动工件,以确定落料的长度;接着,启动液压缸123,以使固定板121夹紧工件;然后,操作人员转动固定杆212至限位杆3与限位槽2121脱离;此时,操作人员移动支撑块21,直至支撑块21与落料远离固定块2的一端的外壁抵接后,操作人员再反向转动固定杆212;当抵接块2123与定位块214抵接时,操作人员再继续移动支撑块21,直至限位杆3插入限位槽2121内即可;然后,操作人员再启动驱动件2412,以使压紧块25压紧落料;最后,操作人员启动锯床本体11,即可进行切割加工。
53.操作人员可根据落料的长度移动并固定支撑块21,以使支撑块21支撑落料的远离固定块2的一端,减小落料在切割过程中由切口处发生弯曲的可能性,从而有利于提高落料的切口的平整度,进而提高被切割下的工件的尺寸精度。
54.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1