一种光缆用并沟线夹冲压装置的制作方法
1.本实用新型涉及冲压成型技术领域,具体为一种光缆用并沟线夹冲压装置。
背景技术:
2.光缆用的并沟线夹是光缆在安装过程中所必不可少的零件,在光缆的安装过程中,需要通过并沟线夹来连接两跟不同给光缆,以保证光缆连接处不会断裂,现有的并沟线夹生产通过冲压车床冲压成型,再转到冲孔机床进行冲孔,然后人工打磨掉冲压冲孔产生的毛刺,工序繁琐,人工参与量大,工件上的毛刺容易划伤人,为此,我们提出一种光缆用并沟线夹冲压装置。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种光缆用并沟线夹冲压装置,自动冲压冲孔,机械搬运加工工件,自动打磨毛刺,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种光缆用并沟线夹冲压装置,包括底座、冲压机构、冲孔机构、夹料机构和输送机构;
5.底座:其上表面的前后均匀设有六个支撑柱,支撑柱的上表面设有安装板,安装板和底座上下位置对应,安装板上端的中部设有冲压机构,冲压机构包括一号液压泵、一号液压缸、冲压块、冲压底座和一号弹簧伸缩柱,所述一号液压泵设置于安装板上表面的左侧,安装板下表面的左侧设有一号液压缸,一号液压泵的输油口通过输油管连接一号液压缸的入油口,一号液压缸的下端设有冲压块,底座上端左侧的凹槽底部设有一号弹簧伸缩柱,的上端设有冲压底座,冲压底座和冲压块上下位置对应;
6.冲孔机构:设置于安装板和底座的中部,冲孔机构与冲压机构这样位置对应;
7.输送机构:设置于底座的前侧面;
8.夹料机构:设置于输送机构后侧面的上端;
9.其中:还包括plc控制器,所述plc控制器设置于左侧支撑柱的前侧面,plc控制器的输入端电连接外部电源,一号液压泵的输入端电连接plc控制器的输出端,自动冲压冲孔,自动输送放置工件,减小危险发生的可能,减轻人员劳动。
10.进一步的,所述冲孔机构包括二号液压泵、二号液压缸、二号弹簧伸缩柱、冲孔柱、下压块和冲孔底座,所述二号液压泵设置于安装板上表面的中部,安装板下表面的中部设有二号液压缸,二号液压泵的输油口通过输油管连接二号液压缸的入油口,二号液压缸的下端设有下压块,下压块下侧面的中部设有均匀分布的三个通孔,下压块的后侧面设有凹槽斜面,底座上端中部的凹槽底部左右两侧对称设有二号弹簧伸缩柱,二号弹簧伸缩柱的上端设有冲孔底座,冲孔底座与下压块上下位置对应,冲孔底座与冲压底座左右位置对应,冲孔底座设有与下压块中部的通孔一一对应的通孔,底座上端中部的凹槽底部设有与冲孔底座中部的通孔一一对应的冲孔柱,二号液压缸的输入端电连接plc控制器的输出端,自动化冲孔。
11.进一步的,还包括收集箱,所述收集箱滑动连接于底座后侧的中部开槽内,收集箱的后侧面设有把手,底座在收集箱的上侧面前端设有开槽,收集箱与下压块后侧面的凹槽斜面上下位置对应,收集冲孔时产生的废料。
12.进一步的,所述输送机构包括圆盘、支撑台、三号电机和u型板,所述两个圆盘的后端通过转轴对称转动连接于底座的前侧面,两侧的圆盘通过圆盘的前侧面设置的销轴转动连接有u型板,底座上表面前侧的左侧设有支撑台,支撑台的上表面设有三号电机,三号电机的输出轴后端与左侧圆盘固定连接,三号电机的输入端电连接plc控制器的输出端,将工件运输到指定位置。
13.进一步的,还包括打磨机构,所述打磨机构包括三号液压泵、三号液压缸、一号电机、安装桶、砂轮和打磨底座,所述三号液压泵设置于安装板上表面的右侧,安装板下表面的中部设有三号液压缸,三号液压泵的输油口通过输油管连接三号液压缸的入油口三号液压缸的下端通过螺栓固定连接有安装桶,安装桶内部的底面设有一号电机,一号电机的输出轴下端穿过安装桶的底面与砂轮的上表面固定连接,底座上表面的右侧设有打磨底座,打磨底座的上表面设有安装柱,打磨底座与砂轮上下位置对应,打磨底座与冲压底座左右位置对应,一号电机和三号液压泵的输入端均电连接plc控制器的输出端,打磨冲压和冲孔时产生的毛边。
14.进一步的,所述夹料机构包括滑杆、支撑板、齿轮、二号电机、传动杆、齿条板、支撑管、连接块和夹手,所述u型板的后表面设有支撑管,支撑管后端的u型块内部通过转轴左右对称设有夹手,夹手后端对应的左右两侧设有u型开槽,两侧夹手后端对应的u型开槽通过转轴转动连接有连接块,连接块的后侧面固定连接有滑杆,滑杆与支撑管滑动连接,滑杆的后端半圆柱上端设有齿条板,三个支撑板均匀设置于u型板前表面的上端,支撑板与传动杆转动连接,传动杆设有齿轮,齿轮与齿条板啮合连接,左侧支撑板的左侧面设有二号电机,二号电机的输出轴穿过左侧的支撑板与传动杆固定连接,二号电机的输入端电连接plc控制器的输出端,夹紧工件。
15.进一步的,还包括出料口,所述出料口设置于底座的上表面的右侧,出料口与冲压底座左右位置对应,输送成型的工件。
16.进一步的,加强肋,所述加强肋设置于支撑柱和安装板之间,减小剪应力的危害。
17.与现有技术相比,本实用新型的有益效果是:本光缆用并沟线夹冲压装置,具有以下好处:
18.1、plc控制器控制三号电机停止运动,plc控制器控制二号电机顺时针转动,传动杆带动齿轮顺时针转动,齿轮带动齿条板向前运动,齿条板带动滑杆向前运动,连接块在滑杆的拉动下向前运动,由于支撑管后端的u型块内部通过转轴左右对称设有夹手,两侧夹手后端对应的u型开槽通过转轴转动连接有连接块,使得两侧夹手夹紧冲压成型的工件,plc控制器控制三号电机顺时针转动,当左侧两个夹手运动到冲孔底座时停止转动,plc控制器控制二号电机反转,松开工件,中部的两个夹手将冲孔好的工件运输到打磨底座上,右侧的两个夹手将工件从打磨底座上拿起通过出料口向外输送,自动输送放置工件,减小危险发生的可能,减轻人员劳动。
19.2、plc控制器控制三号液压泵工作,三号液压泵将液压油通过输油管输入三号液压缸,三号液压缸带动安装桶下移,当砂轮的下表面接触工件后,plc控制器控制三号液压
泵停止工作,plc控制器控制一号电机开始工作,一号电机带动砂轮转动对工件进行打磨,打磨结束后plc控制器控制三号液压泵将液压油吸出,三号液压缸向上运动,plc控制器控制一号电机停止工作,冲孔完成后直接进行打磨,中间没有人员接触工件,有效减少冲孔时产生的毛边对工作人员造成伤害。
附图说明
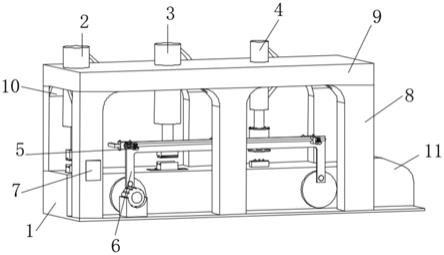
20.图1为本实用新型结构示意图;
21.图2为本实用新型剖视结构示意图;
22.图3为本实用新型输送机构的结构示意图;
23.图4为本实用新型夹料机构的结构示意图;
24.图5为本实用新型出料口结构示意图;
25.图6为本实用新型a处放大的结构示意图。
26.图中:1底座、2冲压机构、21一号液压泵、22一号液压缸、23冲压块、24冲压底座、25一号弹簧伸缩柱、3冲孔机构、31二号液压泵、32二号液压缸、33二号弹簧伸缩柱、34冲孔柱、35下压块、36冲孔底座、4打磨机构、41三号液压泵、42三号液压缸、43一号电机、44安装桶、45砂轮、46打磨底座、5夹料机构、51滑杆、52支撑板、53齿轮、54二号电机、55传动杆、56齿条板、57支撑管、58连接块、59夹手、6输送机构、61圆盘、62支撑台、63三号电机、64、7 plc控制器、8支撑柱、9安装板、10加强肋、11出料口、12把手、13收集箱。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.请参阅图1-6,本实施例提供一种技术方案:一种光缆用并沟线夹冲压装置,包括底座1、冲压机构2、冲孔机构3、夹料机构5和输送机构6;
29.底座1:其上表面的前后均匀设有六个支撑柱8,支撑柱8的上表面设有安装板9,安装板9和底座1上下位置对应,安装板9上端的中部设有冲压机构2,冲压机构2包括一号液压泵21、一号液压缸22、冲压块23、冲压底座24和一号弹簧伸缩柱25,一号液压泵21设置于安装板9上表面的左侧,安装板9下表面的左侧设有一号液压缸22,一号液压泵21的输油口通过输油管连接一号液压缸22的入油口,一号液压缸22的下端设有冲压块23,底座1上端左侧的凹槽底部设有一号弹簧伸缩柱25,的上端设有冲压底座24,冲压底座24和冲压块23上下位置对应,plc控制器7控制一号液压泵21工作,一号液压泵21通过输油管将液压油输入一号液压缸22中,一号液压缸22带动冲压块23下压,工件在冲压块23的压力下和冲压底座24一起进入底座1的左侧凹槽内,当冲压底座24的底部接触到底座1左侧凹槽内的限位台时停止运动,工件在冲压块23和冲压底座24之间冲压成型,plc控制器7控制一号液压泵21将液压油吸出,冲压块23在一号液压缸22的带动下上移,一号弹簧伸缩柱25推动冲压底座24复位;
30.冲孔机构3:设置于安装板9和底座1的中部,冲孔机构3与冲压机构2这样位置对
应,冲孔机构3包括二号液压泵31、二号液压缸32、二号弹簧伸缩柱33、冲孔柱34、下压块35和冲孔底座36,二号液压泵31设置于安装板9上表面的中部,安装板9下表面的中部设有二号液压缸32,二号液压泵31的输油口通过输油管连接二号液压缸32的入油口,二号液压缸32的下端设有下压块35,下压块35下侧面的中部设有均匀分布的三个通孔,下压块35的后侧面设有凹槽斜面,底座1上端中部的凹槽底部左右两侧对称设有二号弹簧伸缩柱33,二号弹簧伸缩柱33的上端设有冲孔底座36,冲孔底座36与下压块35上下位置对应,冲孔底座36与冲压底座24左右位置对应,冲孔底座36设有与下压块35中部的通孔一一对应的通孔,底座1上端中部的凹槽底部设有与冲孔底座36中部的通孔一一对应的冲孔柱34,二号液压缸32的输入端电连接plc控制器7的输出端,plc控制器7控制二号液压泵31工作,将液压油通过输油管输入二号液压缸32中,二号液压缸32带动下压块35下压,下移过程中冲孔柱34穿过冲孔底座36的通孔将工件打孔,plc控制器7控制二号液压泵31将液压油吸出,二号液压缸32复位;
31.输送机构6:设置于底座1的前侧面,输送机构6包括圆盘61、支撑台62、三号电机63和u型板64,两个圆盘61的后端通过转轴对称转动连接于底座1的前侧面,两侧的圆盘61通过圆盘61的前侧面设置的销轴转动连接有u型板64,底座1上表面前侧的左侧设有支撑台62,支撑台62的上表面设有三号电机63,三号电机63的输出轴后端与左侧圆盘61固定连接,三号电机63的输入端电连接plc控制器7的输出端,带动夹手59运动从而带动夹料机构5运动;
32.夹料机构5:设置于输送机构6后侧面的上端,夹料机构5包括滑杆51、支撑板52、齿轮53、二号电机54、传动杆55、齿条板56、支撑管57、连接块58和夹手59,u型板64的后表面设有支撑管57,支撑管57后端的u型块内部通过转轴左右对称设有夹手59,夹手59后端对应的左右两侧设有u型开槽,两侧夹手59后端对应的u型开槽通过转轴转动连接有连接块58,连接块58的后侧面固定连接有滑杆51,滑杆51与支撑管57滑动连接,滑杆51的后端半圆柱上端设有齿条板56,三个支撑板52均匀设置于u型板64前表面的上端,支撑板52与传动杆55转动连接,传动杆55设有齿轮53,齿轮53与齿条板56啮合连接左侧支撑板的左侧面设有二号电机54,二号电机54的输出轴穿过左侧的支撑板52与传动杆55固定连接,二号电机54的输入端电连接plc控制器7的输出端,plc控制器7控制二号电机54顺时针转动,传动杆55带动齿轮53顺时针转动,齿轮53带动齿条板56向前运动,齿条板56带动滑杆51向前运动,连接块58在滑杆51的拉动下向前运动,由于支撑管57后端的u型块内部通过转轴左右对称设有夹手59,两侧夹手59后端对应的u型开槽通过转轴转动连接有连接块58,使得两侧夹手59夹紧冲压成型的工件;
33.其中:还包括plc控制器7,plc控制器7设置于左侧支撑柱8的前侧面,plc控制器7的输入端电连接外部电源,一号液压泵21的输入端电连接plc控制器7的输出端。
34.其中:还包括收集箱13,收集箱13滑动连接于底座1后侧的中部开槽内,收集箱13的后侧面设有把手12,底座1在收集箱13的上侧面前端设有开槽,收集箱13与下压块36后侧面的凹槽斜面上下位置对应,废料通过下压块35后端的凹槽斜面掉入收集箱13内,一段时间后通过拉动把手12将收集箱13拉出更换新的收集箱13。
35.其中:还包括打磨机构4,打磨机构4包括三号液压泵41、三号液压缸42、一号电机43、安装桶44、砂轮45和打磨底座46,三号液压泵41设置于安装板9上表面的右侧,安装板9
下表面的中部设有三号液压缸42,三号液压泵41的输油口通过输油管连接三号液压缸42的入油口三号液压缸42的下端通过螺栓固定连接有安装桶44,安装桶44内部的底面设有一号电机43,一号电机43的输出轴下端穿过安装桶44的底面与砂轮45的上表面固定连接,底座1上表面的右侧设有打磨底座46,打磨底座46的上表面设有安装柱,打磨底座46与砂轮45上下位置对应,打磨底座46与冲压底座24左右位置对应,一号电机43和三号液压泵41的输入端均电连接plc控制器7的输出端,plc控制器7控制三号液压泵41工作,三号液压泵41将液压油通过输油管输入三号液压缸42,三号液压缸42带动安装桶44下移,当砂轮45的下表面接触工件后,plc控制器7控制三号液压泵41停止工作,plc控制器7控制一号电机43开始工作,一号电机43带动砂轮45转动对工件进行打磨,打磨结束后plc控制器7控制三号液压泵41将液压油吸出,三号液压缸42向上运动,plc控制器7控制一号电机43停止工作。
36.其中:还包括出料口11,出料口11设置于底座1的上表面的右侧,出料口11与冲压底座24左右位置对应,加工完成的工件从出料口11送出。
37.其中:还包括出料口11,出料口11设置于底座1的上表面的右侧,出料口11与冲压底座24左右位置对应,减小剪应力。
38.本实用新型提供的一种光缆用并沟线夹冲压装置的工作原理如下:工作人员将工件放到冲压底座24上面,plc控制器7控制一号液压泵21工作,一号液压泵21通过输油管将液压油输入一号液压缸22中,一号液压缸22带动冲压块23下压,工件在冲压块23的压力下和冲压底座24一起进入底座1的左侧凹槽内,当冲压底座24的底部接触到底座1左侧凹槽内的限位台时停止运动,工件在冲压块23和冲压底座24之间冲压成型,plc控制器7控制一号液压泵21将液压油吸出,冲压块23在一号液压缸22的带动下上移,一号弹簧伸缩柱25推动冲压底座24复位,plc控制器7控制三号电机63逆时针转动,63带动左侧圆盘61转动由于u型板64转动连接于圆盘61,支撑管57设置于夹手59的前侧面,从而带动夹手59运动,当左侧两个夹手59运动到冲压底座24时,plc控制器7控制三号电机63停止运动,plc控制器7控制二号电机54顺时针转动,传动杆55带动齿轮53顺时针转动,齿轮53带动齿条板56向前运动,齿条板56带动滑杆51向前运动,连接块58在滑杆51的拉动下向前运动,由于支撑管57后端的u型块内部通过转轴左右对称设有夹手59,两侧夹手59后端对应的u型开槽通过转轴转动连接有连接块58,使得两侧夹手59夹紧冲压成型的工件,plc控制器7控制三号电机63顺时针转动,当左侧两个夹手59运动到冲孔底座36时停止转动,plc控制器7控制二号电机54反转,松开工件,plc控制器7控制三号电机63逆时针转动,使u型板64复位,plc控制器7控制二号液压泵31工作,将液压油通过输油管输入二号液压缸32中,二号液压缸32带动下压块35下压,下移过程中冲孔柱34穿过冲孔底座36的通孔将工件打孔,废料通过下压块35后端的凹槽斜面掉入收集箱13内,一段时间后通过拉动把手12将收集箱13拉出更换新的收集箱13,plc控制器7控制二号液压泵31将液压油吸出,二号液压缸32复位,底座1中部凹槽底部的两侧二号弹簧伸缩柱33推动冲孔底座36复位,中部的两个夹手59将冲孔好的工件运输到打磨底座46上,打磨底座46的上端圆柱与工件的冲孔配合安装,plc控制器7控制三号液压泵41工作,三号液压泵41将液压油通过输油管输入三号液压缸42,三号液压缸42带动安装桶44下移,当砂轮45的下表面接触工件后,plc控制器7控制三号液压泵41停止工作,plc控制器7控制一号电机43开始工作,一号电机43带动砂轮45转动对工件进行打磨,打磨结束后plc控制器7控制三号液压泵41将液压油吸出,三号液压缸42向上运动,plc控制器7控制一号电机
43停止工作,右侧的两个夹手59将工件从打磨底座46上拿起通过出料口11向外输送。
39.值得注意的是,以上实施例中所公开的一号液压泵21和二号液压泵31均可选用k3vg180-10nrs-7lxx液压泵,三号液压泵41可选用a70-fro4hs-60液压泵,一号液压缸22、二号液压缸32和三号液压缸42均可选用hsg-125液压缸,一号电机43可选用5ik180ra-cf交流电机,二号电机54可选用51k90a-cf交流电机,三号电机63可选用5ik200a-cf交流电机,plc控制器7可选用s7-200,plc控制器7控制一号液压泵21,二号液压泵31、三号液压泵41、一号电机43、二号电机54和三号电机63工作采用现有技术中常用的方法。
40.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1