一种圆盘剪标定装置的制作方法
1.本实用新型涉及圆盘剪技术领域,尤其涉及一种圆盘剪标定装置。
背景技术:
2.近年来,国内的汽车板行业井喷式发展,市场的需求已经从原来高产量向高质量发展,人们对汽车板产品质量要求的不断提升,对高精度、无毛刺的高质量带钢的需求越来越大。作为冷轧汽车板连退、镀锌生产线中的重要设备之一,切边圆盘剪是保证带钢边部质量的核心设备,设备精度的高低直接影响剪切后板带材切边质量的好坏。但传统精度测量只能测量圆盘剪刀轴本体的精度,无法测量圆盘剪刀轴与剪刃装配好的状态下的端面精度,从而无法反映圆盘剪在工作状态下的实际精度状况。
技术实现要素:
3.本技术提供一种圆盘剪标定装置,解决了现有技术中无法测量圆盘剪刀轴与剪刃装配好的状态下的端面精度的技术问题。
4.本技术提供了一种圆盘剪标定装置,适用于圆盘剪的剪刃端面精度的测试,所述圆盘剪包括第一刀轴以及第二刀轴,所述第二刀轴设置在所述第一刀轴下方,所述第一刀轴上套装有上剪刃,所述第二刀轴上套装有下剪刃,所述标定环装置包括可装配在所述第一刀轴上的第一压环以及可装配所述第二刀轴上的第二压环,其中:
5.所述第一压环与所述上剪刃紧贴设置,所述第一压环的外径小于所述上剪刃的外径;所述第二压环与所述下剪刃紧贴设置,所述第二压环的外径小于所述下剪刃的外径。
6.进一步地,所述装置包括两个所述第一压环,两个所述第一压环紧贴设置在所述第一刀轴上,且两个所述第一压环依次与所述上剪刃紧贴设置。
7.进一步地,所述第一压环的外径比所述上剪刃的外径小45
±
0.2mm。
8.进一步地,所述第一压环的外径比所述上剪刃的外径小45mm。
9.进一步地,所述第一压环的内径为160
±
0.2mm。
10.进一步地,所述第一压环的内径为160mm。
11.进一步地,所述第二压环的外径比所述下剪刃的外径小50
±
0.2mm。
12.进一步地,所述第二压环的外径比所述下剪刃的外径小50mm。
13.进一步地,所述第二压环的内径为200mm
±
0.2mm。
14.进一步地,所述第二压环的内径为200mm。
15.本技术有益效果如下:
16.本技术提供的一种圆盘剪标定装置,包括第一压环以及第二压环,由于第一压环的外径小于上剪刃的外径,因此将上剪刃以及第一压环套装在第一刀轴上且紧贴设置后,上剪刃的外侧与第一压环的外侧之间会形成环形的第一测量圈,此时通过千分表在第一测量圈中测量便可测得第一刀轴在装配上剪刃状态下的端面精度;同样的,由于第二压环的外径小于下剪刃的外径,因此将下剪刃以及第二压环套装在第二刀轴上且紧贴设置后,下
剪刃的外侧与第二压环的外侧之间会形成环形的第二测量圈,此时通过千分表在第二测量圈中测量便可测得第二刀轴在装配下剪刃状态下的端面精度。
17.本技术提供的一种圆盘剪标定装置,通过将第一压环的外径设置为小于上剪刃的外径,第二压环的外径设置为小于下剪刃的外径,即可实现测量圆盘剪刀轴在装配剪刃下的端面精度,反映出圆盘剪在工作状态下的实际精度状况,从而提升了剪切后板带材的切边质量,结构简单,操作方便,效果显著。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例。
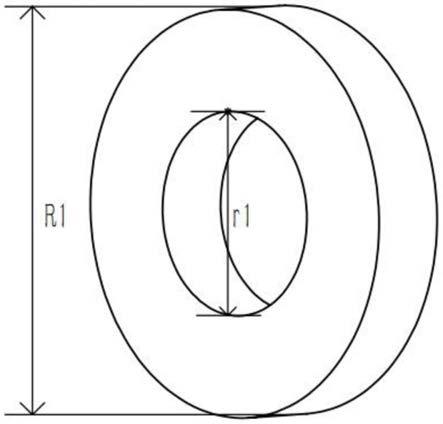
19.图1为本实施例提供的第一压环的结构示意图;
20.图2为本实施例提供的第二压环的结构示意图。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.本实施例提供了一种圆盘剪标定装置,适用于圆盘剪的刀轴端面精度的测试,该圆盘剪包括第一刀轴以及第二刀轴,第二刀轴设置在第一刀轴下方,第一刀轴上套装有上剪刃,第二刀轴上套装有下剪刃,标定环装置包括可装配在第一刀轴上的第一压环以及可装配第二刀轴上的第二压环,图1为本实施例提供的第一压环的结构示意图,图2为本实施例提供的第二压环的结构示意图,结合图1及图2,第一压环与上剪刃紧贴设置,第一压环的外径d1小于上剪刃的外径;第二压环与下剪刃紧贴设置,第二压环的外径d2小于下剪刃的外径。
23.本实施例提供的一种圆盘剪标定装置,由于第一压环的外径d1小于上剪刃的外径,因此将上剪刃以及第一压环套装在第一刀轴上且紧贴设置后,上剪刃的外侧与第一压环的外侧之间会形成环形的第一测量圈,此时通过千分表在第一测量圈中测量便可测得第一刀轴在装配上剪刃状态下的端面精度;同样的,由于第二压环的外径d2小于下剪刃的外径,因此将下剪刃以及第二压环套装在第二刀轴上且紧贴设置后,下剪刃的外侧与第二压环的外侧之间会形成环形的第二测量圈,此时通过千分表在第二测量圈中测量便可测得第二刀轴在装配下剪刃状态下的端面精度。
24.由于实际中第一刀轴的长度较长,为保证更好的固定效果,本实施例中装置包括两个第一压环,两个第一压环紧贴设置在第一刀轴上,且两个第一压环与依次与上剪刃紧贴设置,即通过设置两个第一压环来固定上剪刃,避免上剪刃安装在第一刀轴上时偏向一侧。
25.进一步地,本实施例中上剪刃的外径可以为315
±
0.2mm,下剪刃的外径可以为320
±
0.2mm;第一压环的外径d1可以比上剪刃的外径小45
±
0.2mm,第二压环的外径d2比下剪
刃的外径小50
±
0.2mm,即第一压环的外径d1以及第二压环的外径d2均可以为270
±
0.2mm。
26.优选的,本实施例中上剪刃的外径可以为315mm,下剪刃的外径可以为320mm;第一压环的外径d1可以比上剪刃的外径小45mm,第二压环的外径d2比下剪刃的外径小50mm,即第一压环的外径d1以及第二压环的外径d2均可以为270mm。
27.结合图1及图2,本实施例中第一压环的内径r1可以为160
±
0.2mm,第二压环的内径r2可以为200mm
±
0.2mm;具体到本实施例中,第一压环的内径r1为160mm,第二压环的内径r2为200mm。
28.本实施例提供的一种圆盘剪标定装置,通过将第一压环的外径d1设置为小于上剪刃的外径,第二压环的外径d2设置为小于下剪刃的外径,即可实现测量圆盘剪刀轴在装配剪刃下的端面精度,反映出圆盘剪在工作状态下的实际精度状况,从而提升了剪切后板带材的切边质量,结构简单,操作方便,效果显著。
29.尽管已描述了本实用新型的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本实用新型范围的所有变更和修改。
30.显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1