一种O型圈自动组装装置的制作方法
一种o型圈自动组装装置
技术领域
1.本实用新型涉及,尤其是一种o型圈自动组装装置。
背景技术:
2.阀芯是借助它的移动来实现方向控制、压力控制或流量控制的基本功能的阀零件,还是阀体中重要的配件,阀芯上通常需要套装o型圈,传统的组装方式大都是人工手动进行的,人工组装方式费时费力效率比较低下,并且长时间工作还会给工人带来较大的劳动强度。
3.为了提高o圈的组装效率,专利cn107962375a公开了一种阀芯o型圈的自动组装装置,包括有阀芯上料组件、移料组件、传送带和组装组件,所述组装组件位于传送带旁侧,所述移料组件位于上料组件和传送带之间,所述传送带顶部设有若干个用以对阀芯进行限位的限位柱,所述阀芯上料组件包括有第一震动盘和用以将阀芯移动至移料组件顶部的推送组件,所述第一震动盘上设有第一送料管道,所述组装组件包括有固定架、取料组件、套圈组件和送料组件,所述取料组件和套圈组件均位于固定架的正上方,所述送料组件位于取料组件和套圈组件顶部,所述取料组件旁侧设有用以对o型圈进行上料的第二震动盘,所述第二震动盘上设有第二送料管道。
4.专利cn110421337a公开了一种o型圈自动组装装置,并具体公开了如下技术内容:包括有机架,设于机架上的o型圈供料机构,阀轴组件供料机构,用于把阀轴组件上的弹簧压住使阀轴露出的压弹簧机构,用于把供料机构上的o 型圈组装到阀轴上的o型圈组装机构,以及用于把阀轴组件压住的压阀轴组件机构,阀轴组件供料机构对应组装工位上的阀轴组件供料机构设置;所述的压弹簧机构包括有对应组装工位上的阀轴组件供料机构设置的压杆,驱动压杆伸缩压住弹簧的压杆伸缩驱动机构,以及驱动压杆上下移动的压杆升降驱动机构;所述的o型圈组装机构包括有吸盘,吸盘的中部设有供阀轴错位的错位孔,吸盘上对应o型圈设有吸孔,吸孔与抽真空装置连接;所述的机架上设有驱动吸盘上下水平移动吸合o型圈并进行传送组装的吸盘驱动机构;所述的压阀轴组件机构包括有对应阀轴组件设置的压板,驱动压板伸缩把阀轴组件压住的压板驱动机构。
5.专利cn106541268b公开了一种用于铜管组装的o型圈自动套装装置,包含铜管上料机构、料盘工作台、工装、铜管送料机械手、铜管下料机构、工装机械手、o型圈送料机构和o型圈套装机构;所述铜管上料机构安装在料盘工作台的左侧,所述铜管下料机构安装在料盘工作台的右侧,所述工装固定安装在料盘工作台的顶面上且工装靠近料盘工作台的前侧面,所述铜管送料机械手固定安装在料盘工作台的顶面上且铜管送料机械手位于铜管下料机构的左侧,所述工装机械手安装在料盘工作台的顶面上且工装机械手位于工装的左侧,所述o型圈送料机构安装在料盘工作台的前侧,所述o型圈套装机构安装在料盘工作台的顶面上,所述工装由安装支架、套筒和锥柄工装组成,所述安装支架固定安装在料盘工作台的机座上,所述套筒固定安装在安装支架顶面上,所述锥柄工装安装在套筒的安装孔里,所述工装机械手由安装座、第三气缸、第三连接板、旋转气缸、夹持气缸和夹爪组成,所述安装座
固定安装在料盘工作台的机座上,所述第三气缸固定安装在安装座上,所述第三连接板固定安装在第三气缸的活塞杆上,所述旋转气缸固定安装在第三连接板上,所述夹持气缸固定安装在旋转气缸的活塞杆上,所述夹爪安装在夹持气缸上。
6.专利cn111069892a公开了一种汽车空调o型圈自动组装设备,包括o型圈供料机构(1),用于提供待组装的o型圈,并进行所述o型圈的供料工作和涂油工作;空调压缩机供料机构(4),设置在所述o型圈供料机构(1)的侧部,用于提供待组装的空调压缩机,并将所述空调压缩机输运至o型圈供料机构(1) 的输出端;o型圈组装机构(2),设置在所述空调压缩机供料机构(4)的侧部,用于将o型圈组装到空调压缩机上;空调压缩机定位机构(3),设置在o型圈组装机构(2)上,用于在进行o型圈组装时,压紧定位空调压缩机;机架(5),用于安装o型圈供料机构(1)、空调压缩机供料机构(4)、o型圈组装机构(2),和空调压缩机定位机构(3)。
7.但是,上述专利公开的o型圈自动组装装置不仅结构复杂,而且组装效率低,实用性较差。
技术实现要素:
8.针对现有技术的不足,本实用新型提供一种o型圈自动组装装置,该装置能够实现多个o型圈的自动组装,而且组装效率高。
9.本实用新型的技术方案为:一种o型圈自动组装装置,包括机架,移载转盘,以及设置在移载转盘外侧的机架上的堵头投料机构,多个o型圈投料机构、以及o型圈组装机构,所述的堵头投料机构用于将堵头输送至移载转盘上,并且多个所述的o型圈投料机构配合移载转盘和o型圈组装机构实现o型圈的组装。
10.作为优选的,所述的移载转盘通过旋转电机设置在机架的底板上。
11.作为优选的,所述的移载转盘上靠近移载转盘位置处设置有多个堵头固定座,所述的堵头固定座设置在顶料组件上。
12.所述的顶料组件包括固定套筒座、以及伸入固定套筒座内的顶杆,所述的固定套筒座通过螺钉固定在移载转盘的边缘位置处,且所述的固定套筒座上端连接有堵头固定座,所述的顶杆一端向上伸入固定套筒座内并与堵头固定座接触,所述的顶杆另一端连接有连接座,所述的连接座与固定套筒座之间的顶杆上还套设有弹簧。
13.作为优选的,所述的底板下端还设置有多个用于与顶料组件相配合的顶料气缸。
14.作为优选的,所述的堵头投料机构包括振动盘,送料轨道,以及多个夹料机构,所述的振动盘的出料端与送料轨道连接,多个所述的夹料机构设置在送料轨道上端且位于移载转盘一侧。
15.作为优选的,所述的送料轨道下端通过一固定支座设置在底板上。
16.作为优选的,所述的固定支座包括第一支撑座、第一支撑板、第二支撑板、第三支撑板、固定板,所述的第一支撑座通过多个调节螺栓设置在底板上,所述的第一支撑座两侧还设置有第一支撑板,所述的第一支撑板上设置有第二支撑板,所述的第二支撑板上设置有固定板,所述的固定板还通过第三支撑板与第一支撑座连接。
17.作为优选的,所述的夹料机构包括立柱、以及设置在立柱上的横向移动机构,所述的横向移动机构上还设置有多个可升降的夹持组件。
18.作为优选的,所述的横向移动机构包括横梁、横向移动驱动电机、丝杆、横向移动滑板,所述的横梁设置在立柱上,且所述的横梁一端设置有横向移动驱动电机,所述的横向移动驱动电机与设置在横梁上的丝杆连接,所述的横向移动滑板通过丝杆座与丝杆连接。
19.作为优选的,每个所述的可升降的夹持组件包括升降气缸、升降板、夹持气缸、两个相配合的夹持爪,所述的升降气缸固定在横向移动滑板上,且所述升降气缸的下端设置有升降板,所述的升降板的下端设置有夹持气缸,所述的夹持气缸与相配合的两夹持爪连接。
20.作为优选的,所述的o型圈投料机构包括o型圈储罐、料道、多个进气管,所述的o型圈储罐通过第二支撑座设置在底板上,且所述的o型圈储罐下端连接有多个进气管,所述的进气管与压缩空气发生器连接,所述的进气管向o型圈储罐内通入压缩空气,
21.所述的料道与o型圈储罐上端的出料口连通,且所述的o型圈储罐上端密封有可拆卸的储罐上盖;所述的料道的另一端与落料座连接,所述的落料座上开设有一上下贯穿的落料孔,通过压缩空气将o型圈储罐内的o型圈向上吹,由于o型圈储罐仅与料道连通,因此,被吹气的o型圈从料道内输出,然后进入落料座。
22.作为优选的,所述的o型圈组装机构包括导料杆、以及与导料杆相配合的推料机构,所述的导料杆设置在落料座下端,所述导料杆上端与落料座下端接触,且位于落料孔内,o型圈通过所述的落料座的落料孔落到导料杆上;
23.所述的导料杆包括圆柱形落料部和圆锥形落料部,且所述的圆锥形落料部的外侧还设置有推料机构。
24.作为优选的,所述的推料机构包括推料气缸、以及于推料气缸连接的两个推料爪,两个所述的推料爪对称设置在导料杆外侧。
25.作为优选的,所述的料道上还设置有止料组件,所述的止料组件包括止料气缸、止料板,止料杆,所述的止料板与所述的止料气缸连接,所述的止料板下端设置有多个止料杆,所述的止料杆向下伸入料道内,通过止料气缸控制止料杆,从而实现挡住o型圈移动。
26.本实用新型的有益效果为:
27.1、本实用新型结构简单,通过移载转盘可实现同时组装3个o型圈;
28.2、本实用新型通过堵头投料机构实现堵头的送料,同时通过夹持机构将堵头夹持到载转盘的堵头固定座上,同时通过o型圈投料机构实现o型圈的送料,并且o型圈投料机构通过压缩空气实现送料;
29.3、本实用新型通过将o型圈套在导料杆上,然后配合导料杆的锥形部撑开 o型圈,然后配合推料爪将导料杆的锥形部上的o型圈推到堵头上,从而实现 o型圈的组装。
附图说明
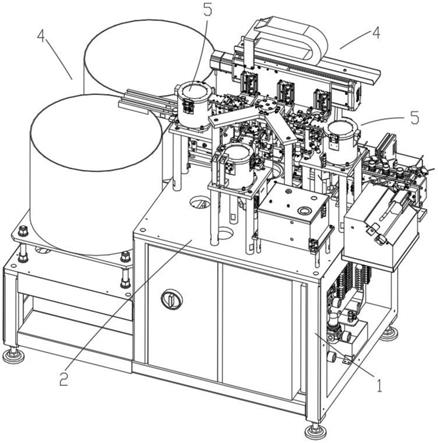
30.图1为本实用新型的结构示意图;
31.图2为本实用新型装置隐藏部分结构的示意图;
32.图3为本实用新型移载转盘的结构示意图;
33.图4为本实用新型顶料组件的结构示意图;
34.图5为本实用新型堵头投料机构的结构示意图;
35.图6为本实用新型固定支座的结构示意图;
36.图7为本实用新型可升降的夹持组件的结构示意图;
37.图8为本实用新型o型圈投料机构的结构示意图;
38.图9为本实用新型o型圈投料机构局部放大的结构示意图;
39.图10为本实用新型导料杆的结构示意图;
40.图11为本实用新型落料座的结构示意图;
41.图12为本实用新型o型圈组装机构的结构示意图;
42.图中,1-机架,2-底板,3-移载转盘,4-堵头投料机构,5-o型圈投料机构、6-o型圈组装机构;
43.31-堵头固定座,32-固定套筒座,33-顶杆,34-连接座,35-弹簧,36-顶料气缸;
44.41-振动盘,42-送料轨道,43-固定支座,44-立柱、45-横梁,46-横向移动驱动电机,47-横向移动滑板,48-升降气缸,49-升降板,50-夹持气缸,51-夹持爪;
45.52-o型圈储罐,53-料道,54-第二支撑座,55-储罐上盖,56-落料座,57
‑ꢀ
落料孔;
46.58-止料气缸,59-止料板,60-止料杆,
47.61-导料杆,62-圆柱形落料部,63-圆锥形落料部,64-推料爪;
48.431-第一支撑座,432-第一支撑板,433-第二支撑板,434-第三支撑板,435
‑ꢀ
固定板。
具体实施方式
49.下面结合附图对本实用新型的具体实施方式作进一步说明:
50.如图1和2所示,本实施例提供一种o型圈自动组装装置,包括机架1,所述的机架1上设置有底板2,所述的装置还包括设置在底板2移载转盘3,以及设置在移载转盘3外侧的机架1的底板2上的堵头投料机构4,多个o型圈投料机构5、以及o型圈组装机构6。本实施例中所述的堵头投料机构4用于将堵头输送至移载转盘3上,并且多个所述的o型圈投料机构5配合移载转盘3 和o型圈组装机构6实现o型圈的输送和组装。
51.作为本实施例优选的,如图3所示,所述的移载转盘3通过旋转电机设置在机架1的底板2上,通过所述的旋转电机驱动移载转盘3旋转,从而实现不同o型圈和堵头的组装动作。
52.作为本实施例优选的,如图3和4所示,所述的移载转盘3上靠近移载转盘3外侧位置处设置有多个堵头固定座31,多个所述的多个堵头固定座31用于安装待组装的堵头,所述的堵头固定座31设置在顶料组件上。
53.本实施例中,如图4所示,所述的顶料组件包括固定套筒座32、以及伸入固定套筒座32内的顶杆33,所述的固定套筒座32通过多个螺钉固定在移载转盘3的边缘位置处,且所述的固定套筒座32上端连接有堵头固定座31,所述的顶杆33一端向上伸入固定套筒座32内并与堵头固定座31接触,所述的顶杆33 下端连接有连接座34,所述的连接座34与固定套筒座32之间的顶杆33上还套设有弹簧35。并且所述的底板2下端还设置有多个用于与顶料组件相配合的顶料气缸36。
54.作为本实施例优选的,如图1和图5所示,所述的堵头投料机构4包括振动盘41,送料轨道42,以及多个夹料机构,所述的振动盘41的出料端与送料轨道42连接,多个所述的夹料机构设置在送料轨道42上端且位于移载转盘3 一侧。而所述的送料轨道42下端通过一固
定支座43设置在底板2上。
55.作为本实施例优选的,如图6所示,所述的固定支座43包括第一支撑座431、第一支撑板432、第二支撑板433、第三支撑板434、固定板435,所述的第一支撑座431通过多个调节螺栓设置在底板2上,所述的第一支撑座431两侧还设置有第一支撑板432,所述的第一支撑板432还与第二支撑板433连接,所述的第二支撑板433上设置有固定板435,所述的固定板435还通过第三支撑板 434与第一支撑座431连接。
56.作为本实施例优选的,如图5所示,所述的夹料机构包括立柱44、以及设置在立柱44上的横向移动机构,所述的横向移动机构上还设置有多个可升降的夹持组件。
57.作为本实施例优选的,所述的横向移动机构包括横梁45、横向移动驱动电机46、丝杆、横向移动滑板47,所述的横梁45设置在立柱44上,且所述的横梁45一端设置有横向移动驱动电机46,所述的横向移动驱动电机46与设置在横梁45上的丝杆连接,所述的横向移动滑板47通过丝杆座与丝杆连接。
58.作为本实施例优选的,如图7所示,每个所述的可升降的夹持组件包括升降气缸48、升降板49、夹持气缸50、两个相配合的夹持爪51,所述的升降气缸48固定在横向移动滑板47上,且所述升降气缸48的下端设置有升降板49,所述的升降板49的下端设置有夹持气缸50,所述的夹持气缸50与相配合的两夹持爪51连接。
59.作为本实施例优选的,如图8和9所示,所述的o型圈投料机构5包括o 型圈储罐52、料道53、多个进气管,所述的o型圈储罐52通过第二支撑座54 设置在底板2上,且所述的o型圈储罐52下端连接有多个进气管,所述的进气管与压缩空气发生器连接,所述的进气管向o型圈储罐52内通入压缩空气。所述的料道53与o型圈储罐52上端的出料口连通,且所述的o型圈储罐52上端密封有可拆卸的储罐上盖55;所述的料道53的另一端与落料座56连接,如图11所示,所述的落料座56上开设有一上下贯穿的落料孔57,通过压缩空气将o型圈储罐52内的o型圈向上吹,由于o型圈储罐52仅与料道53连通,因此,被吹起的o型圈从料道53内输出,然后进入落料座56。
60.作为本实施例优选的,所述的料道53上还设置有止料组件,所述的止料组件包括止料气缸58、止料板59,止料杆60,所述的止料板59与所述的止料气缸58连接,所述的止料板59下端设置有多个止料杆60,所述的止料杆60向下伸入料道53内,通过止料气缸58控制止料杆60,从而实现挡住o型圈移动。
61.作为本实施例优选的,如图12所示,所述的o型圈组装机构6包括导料杆 61、以及与导料杆61相配合的推料机构,所述的导料杆61设置在落料座56下端,所述导料杆61上端伸入落料座56的落料孔57内,o型圈通过所述的落料座56的落料孔57落到导料杆61上。
62.作为本实施例优选的,如图10所示,所述的导料杆61包括圆柱形落料部 62和圆锥形落料部63,且所述的圆锥形落料部63的外侧还设置有推料机构,所述的推料机构包括推料气缸、以及于推料气缸连接的两个推料爪64,两个所述的推料爪64对称设置在导料杆61外侧。
63.工作原理:
64.1)、振动盘41振动将堵头振动到送料轨道42上,然后通过送料轨道42将堵头输送至夹料机构位置处,然后夹料机构的夹持气缸50控制夹持爪51抓取堵头放置到移载转盘3的多个堵头固定座31上;
65.2)、o型圈储罐52下端的进气管向o型圈储罐52内通入压缩空气,将o 型圈储罐52内的o型圈吹起,并通过料道53输送至落料座56上,然后o型圈通过落料孔57掉落至导料杆61上;通过导料杆61的圆锥形落料部63时,同时移载转盘3上的堵头固定座31刚好转动至导料杆61正下方;
66.3)、推料机构的推料爪64将导料杆61的圆柱形落料部62上的o型圈推至圆锥形落料部63上,从而通过圆锥形落料部63将o型圈撑开,同时顶料气缸 36控制顶杆33向上顶出堵头固定座31,使得堵头刚好位于导料杆61下端,从而通过推料爪64将圆锥形落料部63上的o型圈推到堵头上,实现o型圈和堵头的自动组装。
67.上述实施例和说明书中描述的只是说明本实用新型的原理和最佳实施例,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1