螺丝机拉分装置的制作方法
1.本实用新型涉及自动锁螺丝技术领域,尤其涉及一种螺丝机中用于分切螺丝用的拉分装置。
背景技术:
2.近年来电子行业发展迅速,针对电子产品制造技术的要求越来越高,制造电子产品的生产线上的工序越来越多,越来越复杂,其中,锁螺丝是一项十分繁复且要求较高的基本工作。传统的锁螺丝设备精度低,操作复杂,通用性差。随着技术要求的不断提高,新一代的锁螺丝设备逐渐具备了精度高、操作简单、通用性强的特点。
3.锁螺丝机一般包括用于供应物料(螺丝)的供料部分和用于吸取物料并进行螺丝锁付工作的吸取锁付部分。现有技术中,属于供料部分的螺丝机供料器在结构上主要由滚筒01、振动料道02、分割圆盘03和有料感应器04构成,如附图1所示。
4.上述现有螺丝机供料器的工作原理是通过滚筒01的转动将置于其中的螺丝转传到振动料道02中,所述振动料道02通过自身的振动将螺丝振动传送至分割圆盘03处,所述分割圆盘03通过旋转(一般为顺时针旋转)将螺丝旋至有料感应器04处,如果有料感应器04未感应到有螺丝存在于设定位置则分割圆盘03会继续旋转,直到有料感应器04感应到有螺丝处于设定位置,则传送有料信号给控制模块,控制模块发送信号给螺丝机头(吸取锁付部分)并驱动螺丝机头过来吸取处于设定位置的待吸取螺丝并进行后续的螺丝锁付工作,如此依次循环进行螺丝的供料操作。
5.针对上述现有技术中螺丝机供料器在运行供料操作过程中,所述螺丝机头需要等待供料并来回取料,占据大部分时间,工作速度很慢,导致设备运行效率低下这些问题,本案发明人提出一种改进的螺丝振动供料装置(专利申请号:202022912936.5),在该供料装置的方案中,如图2所示,分料部分20包括拉料气缸202和由所述拉料气缸202驱动的拉料片201,所述拉料片201上设有用于对螺丝进行单个分割的拉料口,所述拉料口能对准所述长料槽104尾部出口处。在进行螺丝进给分切过程中,在螺丝由所述长料槽104尾部被振出后落入所述拉料片201上开设的拉料口中,所述拉料气缸202驱动拉料片201对所述螺丝进行分割(或“分切”),同时所述对射感应器203对相应位置进行检测,如未检测到有螺丝信号,则所述拉料气缸202驱动拉料片201归位,继续将所述拉料口对准所述长料槽104的尾部螺丝出口,如检测到有螺丝信号,则拉料步骤(分割)完成。
6.该技术方案中对进给螺丝进行分切的装置存在如下缺点,第一,螺丝是否正确分切需要通过传感器进行检测确认,在未检测到螺丝信号时,还需要继续进行分切操作直至螺丝分切到位,即螺丝分切到位不稳定;第二,在所分切的螺丝未完全被置入设计位置(如拉料片201上开设的拉料口)时,螺丝会有部分凸出于拉料口外侧,在传感器检测到有螺丝信号而进行螺丝切分时,向外凸出的螺丝部分就会受到拉料片与相对运动部件(长料槽104的尾部)的剪切作用,这不但会破坏被切分的螺丝,而且会损坏拉切装置,同时也会造成整台设备运行的卡顿,破坏螺丝机生产运行的流畅性;第三,拉切动作一个行程需要等待一段
时间(如400毫秒),降低了作业效率。
7.因此,对于目前市面上吹吸一体功能的螺丝机来说,上述不足一直都是行业中亟待解决的痛点问题。
技术实现要素:
8.为了解决螺丝机现有技术中进给螺丝过程中螺丝拉料切分(拉分)装置存在的如上缺点,本实用新型提供一种螺丝机拉分装置。
9.为实现本实用新型目的,本实用新型所采用的技术方案为:一种螺丝机拉分装置,包括固定座、与所述固定座连接的拉料气缸、由所述拉料气缸驱动的拉料块和固定在所述拉料块上的拉料片,所述拉料片上开设有拉料缺口,还包括固定于所述固定座上的吸气固定板,所述吸气固定板中设有吸气通道,所述拉料缺口内的侧壁上开设有吸气口,所述吸气口与所述吸气通道相联通,在所述吸气固定板外侧位于所述吸气通道的端口处设有吸气口接头,该吸气口接头用于连接吸气管。
10.进一步的,所述拉料片上开设有两个拉料缺口。
11.再进一步的,所述螺丝机拉分装置还包括对应于所述拉料缺口的螺丝感应器。
12.更进一步的,所述螺丝机拉分装置还包括吹气模块,所述吹气模块中设有吹气通道。
13.比较优选的,所述吹气通道与所述拉料缺口的下端联通。所述吹气模块上位于所述吹气通道外端口处设有吹气接头,用于连接吹气管。
14.更为优选的,所述吹气模块中设有两条所述吹气通道,相应的,也设有两个所述吹气接头。
15.再为优选的,所述吸气口为两个,在所述拉料缺口内的侧壁上沿轴向排列。
16.本实用新型提供的技术方案与现有技术相比,能使螺丝机在进给螺丝过程中做到精确、稳定地拉料切分单个螺丝,避免了不慎被剪切或卡住的螺丝对设备的损坏,使螺丝的拉料切分过程更加流畅,同时也节省了拉料切分时间,提高了设备的工作效率。
附图说明
17.图1为现有技术中螺丝机供料器的立体结构示意图;
18.图2为现有技术中螺丝机供料器改进方案的立体结构示意图;
19.图3为采用本实用新型技术方案的一种螺丝振动供料装置主要结构部分立体示意图;
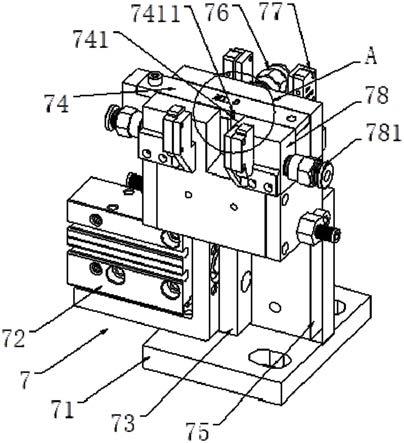
20.图4为本实用新型实施例的立体结构示意图;
21.图5为图4中a处的局部放大图。
具体实施方式
22.为了能更清楚地阐述本实用新型的技术方案,下面将结合附图对本实用新型的实施例做简要地说明,很显然,对实施例及附图的描述仅是为了说明本实用新型的技术方案,在本领域普通技术人员能理解的背景下,本实用新型的保护范围不限于实施例及附图。
23.如图3所示,为一种螺丝振动供料装置主要结构部分示意图,包括底板100、设置于
所述底板100之上的上料部分10、拉分装置7和通道部分30,所述通道部分30由第一通道部分40、第二通道部分50和吹送部分60(汇流器)构成,其中,所述第一通道部分40和第二通道部分50均分别与所述吹送部分60连通,所述吹送部分60用于为螺丝机锁付吸头提供确定位置的用于锁付操作的螺丝。所述上料部分10上设有长料槽104,为保证螺丝按照设定轨迹运行(或防止螺丝跳出或溢出),所述长料槽104上设有螺丝压盖106。
24.上述螺丝振动供料装置的工作原理为:上料部分10通过振动将螺丝进行筛选和规则排列,拉分装置7对已经排列调整好的螺丝进行分割(即拉料切分,一般切分的螺丝为单个),通道部分30将分割出来的单个螺丝运送至吹送部分60,然后由吹送部分60将待锁付螺丝汇流到位,最后由螺丝机的锁付吸头将该处的螺丝吸取后进行指定位置的螺丝锁付操作。本方案中所述通道部分30包括了第一通道部分40和第二通道部分50,该两套通道系统交替动作,将分割出来的螺丝交替连续地依次运送到吹送部分60,这就比传统的螺丝机的吹送螺丝的效率大大提高。
25.如图4、5所示,上述拉分装置7包括固定座71、与所述固定座71连接的拉料气缸72、由所述拉料气缸72驱动的拉料块73和固定在所述拉料块73上的拉料片74,所述拉料片74上开设有拉料缺口741,还包括固定于所述固定座71上的吸气固定板75,所述吸气固定板75中设有吸气通道(未示出),所述拉料缺口741内的侧壁上开设有吸气口7411,所述吸气口7411与所述吸气通道相联通,在所述吸气固定板75外侧位于所述吸气通道的端口处设有吸气口接头76,经由连接该吸气口接头76的吸气管可使所述拉料缺口741内形成负压(真空),使由所述长料槽104输送过来的单个螺丝被快速、稳定地吸附其中,即可快速确保螺丝位于拉料缺口741中的准确位置,为所述拉料片74的后续拉切操作做好准备。
26.所述拉料片74上开设有两个拉料缺口741,对应所述通道部分30中的第一通道部分40和第二通道部分50。
27.为实现自动控制,所述拉分装置7还包括螺丝感应器77,以能将所检测位置是否存在螺丝的信号反馈给中央控制模块。
28.此外,所述拉分装置7还包括吹气模块78,所述吹气模块78中设有吹气通道(未示出)。所述吹气通道与所述拉料缺口741的下端联通。
29.所述吹气模块78上位于所述吹气通道外端口处设有吹气接头781。
30.所述吹气模块78中设有两条所述吹气通道,相应的,也设有两个所述吹气接头781。
31.为保证螺丝不发生偏斜地被吸附到位,所述吸气口7411为两个,在所述拉料缺口741内的侧壁上沿轴向排列。当然,所述吸气口7411的数量可根据被吸附螺丝的具体尺寸做相应调整,可为均匀间隔排列的三个、四个或五个等。
32.实际工作中将待锁付规格的螺丝放入上料部分10中,通过振动将所述螺丝输送至所述长料槽104。在所述螺丝由所述长料槽104尾部被振出后落入所述拉料片74上开设的拉料缺口741中,此时,由于所述拉料缺口741中处于负压状态,所述螺丝被迅速吸附到位。接着所述拉料气缸72驱动拉料片74对所述螺丝进行拉分,同时所述螺丝感应器77对相应位置进行检测,并将信号传送到控制模块,完成一次拉分操作。
33.本实施例的技术方案因对螺丝机振动供料装置的拉分装置进行了改进,利用负压真空吸附的原理不但使该装置适用不同规格的螺丝,而且还特别适用于微小的精细螺丝,
同时也解决了设备因磨损而导致卡滞等问题,大大提高了工作效率。
34.上述实施例仅用以说明本实用新型的技术方案,不应认为是对本实用新型保护范围的限制,本实用新型除用于电子产品制造领域外,也可应用于其他任何相近领域。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1