一种用于面加工的去皮铣刀的制作方法
1.本实用新型涉及铣刀技术领域,具体涉及一种用于面加工的去皮铣刀。
背景技术:
2.铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具,工作时各刀齿依次间歇地切去工件的余量,铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
3.现有在3c行业中有许多塑胶类小件需要对零件表面进行铣削加工,要求加工表面光整,零件边缘不能翻毛刺,传统的加工方法都是用立铣刀进行降面加工,但是在零件边缘会产生下翻毛刺,即使立铣刀制作的非常锋利也不能解决毛刺下翻的问题。
4.因此需要一种用于面加工的去皮铣刀,能够减少切削时出现翻毛刺,提高切削的有效性和灵活性。
技术实现要素:
5.针对背景技术中提到的问题,本实用新型的目的是提供一种用于面加工的去皮铣刀,以解决背景技术中提到的问题。
6.本实用新型的上述技术目的是通过以下技术方案得以实现的:
7.一种用于面加工的去皮铣刀,包括刀柄组件和刀头组件,刀头组件包括刀套块和刀头,刀套块的底端组装有刀头,刀套块的顶端竖直固定有加强块,加强块的顶部竖直安装有刀柄组件,刀柄组件包括组装螺筒,组装螺筒竖直组装在加强块的顶部。
8.较佳的,刀套块底部贯穿一侧竖直端面开设有限位刀槽,限位刀槽中水平开设有螺孔。
9.通过采用上述技术方案,通过在刀套块的底部贯穿侧端面开设限位刀槽,限位刀槽的形状为正六边形,从而便于后期组装时限位刀头,限位刀槽的内部水平贯穿螺纹开设有用于固定的安装刀头和刀套块。
10.较佳的,刀头的顶部固定有限位块,限位块与限位刀槽卡接配合,限位块与刀套块通过安装螺钉组装连接。
11.通过采用上述技术方案,刀头的顶部固定有正六边型的限位块,限位块与限位刀槽卡接配合,从而定位刀头在限位刀槽中,避免加工时刀头出现滑动,限位块与刀套块通过安装螺钉贯穿限位块和限位刀槽中的螺孔组装连接,便于后期拆解更换,并且刀头的刀尖角只有度,刀尖锐利,刀具可以深入到表面以下切削,不用对表面去除材料切割,大大减小了切削力,从而明显改善了零件边缘的毛刺下翻问题。
12.较佳的,组装螺筒的底部水平固定有定位板,定位板上竖直螺纹安装有定位螺钉。
13.通过采用上述技术方案,组装螺筒的底端水平贯穿安装有定位板,定位板上竖直螺纹贯穿有用于固定的定位螺钉,便于后期支撑组装刀柄组件和刀头组件。
14.较佳的,加强块顶端竖直固定有组装螺杆,组装螺杆与组装螺筒螺纹配合连接。
15.通过采用上述技术方案,加强块顶端竖直固定有组装螺杆,组装螺杆与组装螺筒螺纹配合连接,从而组装刀柄组件和刀头组件。
16.较佳的,加强块的侧端面上竖直螺纹开设有与定位螺钉配合的定位螺孔。
17.通过采用上述技术方案,加强块的侧端面上竖直螺纹开设有与定位螺钉配合的定位螺孔,用于支撑连接刀柄组件和刀头组件。
18.综上所述,本实用新型主要具有以下有益效果:
19.在使用该用于面加工的去皮铣刀时,使用通过将刀头组装在刀头组件的刀套块中,并且利用安装螺钉贯穿刀头上的限位块和刀套块上的限位刀槽上的螺孔组装连接,然后组装刀柄组件和刀头组件上的组装螺杆和组装螺筒,并且通过定位螺钉定位固定,从而完成整体铣刀的加工使用,进而能够减少切削时出现翻毛刺,提高切削的有效性和灵活性。
附图说明
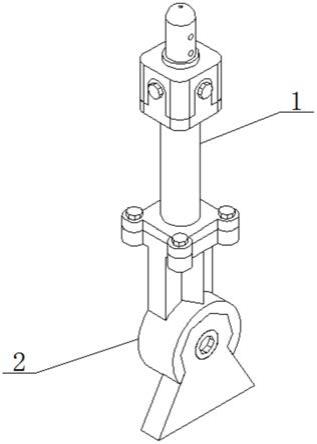
20.图1是用于面加工的去皮铣刀的整体结构示意图;
21.图2是用于面加工的去皮铣刀的分解结构示意图;
22.图3是用于面加工的去皮铣刀的实施例中刀柄组件的分解结构示意图;
23.图4是用于面加工的去皮铣刀的实施例中刀头组件的分解结构示意图。
24.附图标记:1、刀柄组件;11、组装螺筒;12、定位板;121、定位螺钉;13、插块;14、插槽块;141、夹持杆;2、刀头组件;21、刀套块;211、限位刀槽;22、加强块;23、组装螺杆;24、刀头;25、限位块;26、安装螺钉。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.参考图1、图2、图3和图4,一种用于面加工的去皮铣刀,包括刀柄组件1和刀头组件2,刀头组件2包括刀套块21和刀头24,刀套块21的底端组装有刀头24,刀套块21的顶端竖直固定有加强块22,加强块22的顶部竖直安装有刀柄组件1,刀柄组件1包括组装螺筒11,组装螺筒11竖直组装在加强块22的顶部。
27.通过采用上述技术方案,在使用该用于面加工的去皮铣刀时,使用通过将刀头24组装在刀头组件2的刀套块21中,并且利用安装螺钉26贯穿刀头24上的限位块和刀套块21上的限位刀槽211上的螺孔组装连接,然后组装刀柄组件1和刀头组件2上的组装螺杆23和组装螺筒11,并且通过定位螺钉121定位固定,从而完成整体铣刀的加工使用,进而能够减少切削时出现翻毛刺,提高切削的有效性和灵活性。
28.参考图3,刀套块21的底部贯穿侧端面开设限位刀槽211,限位刀槽211的形状为正六边形,从而便于后期组装时限位刀头24,限位刀槽211的内部水平贯穿螺纹开设有用于固定的安装刀头24和刀套块21。
29.参考图3,刀头24的顶部固定有正六边型的限位块25,限位块25与限位刀槽211卡接配合,从而定位刀头24在限位刀槽211中,避免加工时刀头出现滑动,限位块25与刀套块
21通过安装螺钉26贯穿限位块25和限位刀槽211中的螺孔组装连接,便于后期拆解更换,并且刀头24的刀尖角只有45度,刀尖锐利,刀具可以深入到表面以下切削,不用对表面去除材料切割,大大减小了切削力,从而明显改善了零件边缘的毛刺下翻问题。
30.参考图4,组装螺筒11的底端水平贯穿安装有定位板12,定位板121上竖直螺纹贯穿有用于固定的定位螺钉121,便于后期支撑组装刀柄组件1和刀头组件2。
31.参考图2、图3和图4,加强块22顶端竖直固定有组装螺杆23,组装螺杆23与组装螺筒11螺纹配合连接,从而组装刀柄组件1和刀头组件2。加强块22的侧端面上竖直螺纹开设有与定位螺钉121配合的定位螺孔,用于支撑连接刀柄组件1和刀头组件2。
32.参考图4,组装螺筒11的顶端正上方设置有插槽块14,插槽块14与铣刀的刀盘固定连接,组装螺筒11的顶端竖直固定有插块13,插块13与插槽块14插接配合,组装螺筒11的顶端竖直固定有夹持杆141,夹持杆141上开设有配合刀盘的定位孔,插块13与插槽块14通过螺钉组装连接。
33.工作原理:请参考图1、图2、图3和图4所示,在使用该用于面加工的去皮铣刀时,使用通过将刀头24组装在刀头组件2的刀套块21中,并且利用安装螺钉26贯穿刀头24上的限位块和刀套块21上的限位刀槽211上的螺孔组装连接,然后组装刀柄组件1和刀头组件2上的组装螺杆23和组装螺筒11,并且通过定位螺钉121定位固定。
34.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1