一种标签纸激光打码追溯设备的制作方法
1.本实用新型涉及激光加工领域,具体涉及一种标签纸激光打码追溯设备。
背景技术:
2.随着时代发展、进步,对标签纸产品上的内容标识的品质要求越来越高;目前标签纸在产品包装、电器、电池、医药以及物流等行业的应用极为广泛;传统的标签识别码都是通过喷涂或油墨印刷,标牌内容容易被篡改;在环境比较恶劣的情况下很容易破坏识别码,从而影响对产品及鉴定造成诸多不便;同时需要人工操作辅助设备进行加工,需人工手动放置柔性标签在打标区域,且手动校正位置,逐个进行加工,效率非常低,无法实现自动化生产,造成成本上升,大大影响了生产效率,加工品质也不好,而且对操作人员的安全也存在一定的安全隐患;其次传统的标签识别码往往在满足多种类型的识别样式之间的转换往往操作比较繁琐,效率低下,费时费力。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种标签纸激光打码追溯设备,采用激光打码加工标签纸的方式,能对标签来料进行自动收放料、自动定位精准打码,产品加工良品率高,产品加工成本低,产品加工效率高。
4.本实用新型的技术方案如下:
5.一种标签纸激光打码追溯设备,包括下架组件及安装在下架组件上的工作台组件、收放料组件、光路组件和升降台组件,所述收放料组件包括固定支撑板、放料卷机构、导向机构、第一导向辊、拉料机构和收料卷机构,所述固定支撑板垂直设置在下架组件上,所述放料卷机构、导向机构、拉料机构、收料卷机构安装在固定支撑板上,所述第一导向辊设置在下架组件上,所述放料卷机构、导向机构、第一导向辊、拉料机构、收料卷机构沿着送料方向依次分布,所述工作台组件设置在第一导向辊与拉料机构之间,所述升降台组件设置在第一导向辊的一侧,所述光路组件活动设置在升降台组件上,所述光路组件位于工作台组件的上方。
6.进一步的,所述放料卷机构包括放料盘、第一气胀轴、磁粉式制动器、第一联轴器、第一轴承座,所述磁粉式制动器通过第一轴承座固定,所述磁粉式制动器通过第一联轴器与第一气胀轴连接,所述第一气胀轴上转动设置有放料盘。
7.进一步的,所述导向机构包括第二导向辊、第三导向辊、支撑套和第一马仔,所述第二导向辊、第三导向辊上下平行设置,所述第三导向辊通过第一马仔固定,所述第三导向辊与第一马仔之间设置有支撑套,所述第一马仔与支撑套之间通过螺钉连接,所述支撑套与第三导向辊之间通过螺钉连接。
8.进一步的,所述第二导向辊的一侧设置有第一物料传感器。
9.进一步的,所述拉料机构包括拉料电机、第一电机安装板、拉料辊和第一同步带结构,所述拉料电机通过第一电机安装板固定,所述拉料辊与第一导向辊前后设置在下架组
件上,所述拉料电机的电机轴与拉料辊之间通过第一同步带结构传动连接。
10.进一步的,所述拉料辊的一侧设置有顶紧机构。
11.进一步的,所述顶紧机构与收料卷机构之间设置有高度传感器。
12.进一步的,所述收料卷机构包括收料盘、第二气胀轴、磁粉式离合器、第二联轴器、第二轴承座、离合器安装板、筋板、收料电机、第二电机安装板、第二同步带结构和第二马仔,所述磁粉式离合器通过第二轴承座固定,所述磁粉式离合器通过第二联轴器与第二气胀轴连接,所述第二气胀轴上转动设置有收料盘,所述磁粉式离合器与收料电机之间连接有离合器安装板,所述收料电机通过第二电机安装板固定,所述收料电机的电机轴与磁粉式离合器之间通过第二同步带结构传动连接,所述离合器安装板上设置有第二马仔,所述第二电机安装板与第二马仔之间通过螺钉连接,所述离合器安装板与固定支撑板之间连接有筋板。
13.进一步的,所述工作台组件包括打标台、第二物料传感器、读码器和抽尘装置,所述第二物料传感器、抽尘装置分别设置在打标台的一侧,所述读码器设置在打标台的上方。
14.进一步的,所述升降台组件包括手摇z轴、显示器支架和显示器,所述光路组件包括安装底板、激光器、振镜、场镜、ccd安装架、ccd相机和环形光源,所述显示器通过显示器支架固定设置在手摇z轴的一侧,所述激光器通过安装底板活动设置在手摇z轴上,所述激光器的一端设置有振镜,所述振镜连接有场镜,所述ccd安装架内装有反射镜片,所述反射镜片与场镜相对设置,所述ccd安装架上设置有ccd相机,所述ccd安装架的底部设置有环形光源,所述环形光源与工作台组件对应。
15.相对于现有技术,本实用新型的有益效果在于:
16.1、卷对卷自动收放料,减少人工操作,效率更高;
17.2、自动检测来料、自动定位打码,自动读码追溯;
18.3、定位精准,只需要一次激光加工就能加工出满足尺寸、精度要求的产品,降低加工成本;
19.4、加工完成后,自动往前送料,无需人工操作;
20.5、多根辊轴既可用于支撑产品,防止产品跑偏,同时也具有导向的作用;
21.6、采用激光加工,实现绿色环保;
22.7、激光打码加工,产品经久耐用,品质一致性高。
附图说明
23.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
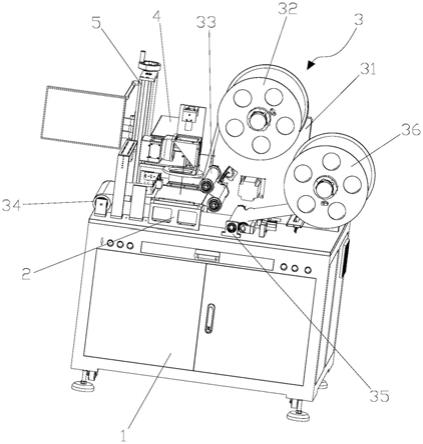
24.图1为本实用新型提供的一种标签纸激光打码追溯设备的结构示意图;
25.图2为本实用新型所述下架组件的结构示意图;
26.图3为本实用新型所述收放料组件的结构示意图之一;
27.图4为本实用新型所述收放料组件的结构示意图之二;
28.图5为本实用新型所述工作台组件的结构示意图;
29.图6为本实用新型所述升降台组件的结构示意图;
30.图7为本实用新型所述光路组件的结构示意图。
具体实施方式
31.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
32.为了说明本实用新型所述的技术方案,下面通过具体实施例来进行说明。
33.实施例
34.请参阅图1,本实用新型实施例提供一种标签纸激光打码追溯设备,包括下架组件1及安装在下架组件1上的工作台组件2、收放料组件3、光路组件4和升降台组件5,收放料组件3包括固定支撑板31、放料卷机构32、导向机构33、第一导向辊34、拉料机构35和收料卷机构36,固定支撑板31垂直设置在下架组件1上,放料卷机构32、导向机构33、拉料机构35、收料卷机构36安装在固定支撑板31上,第一导向辊34设置在下架组件1上,放料卷机构32、导向机构33、第一导向辊34、拉料机构35、收料卷机构36沿着送料方向依次分布,工作台组件2设置在第一导向辊34与拉料机构35之间,升降台组件5设置在第一导向辊34的一侧,光路组件4活动设置在升降台组件5上,光路组件4位于工作台组件2的上方。
35.其中,如图2所示,所述下架组件1对整个机台起支撑承载作用,下架由方通、冷轧钢板焊接而成,前后左右都有钣金门,下装脚轮、脚杯,起支撑、封闭作用,内装有键盘抽屉、控制按钮、电气安装板、工控机、排风扇等。
36.其中,如图3、图4所示,所述放料卷机构32包括放料盘321、第一气胀轴322、磁粉式制动器323、第一联轴器324、第一轴承座325,磁粉式制动器323通过第一轴承座325固定,磁粉式制动器323通过第一联轴器324与第一气胀轴322连接,第一气胀轴322上转动设置有放料盘321。磁粉式制动器323在料卷没受到外界拉力时不产生转动,以控制放料卷机构32的运动。
37.其中,所述导向机构33包括第二导向辊331、第三导向辊332、支撑套333和第一马仔334,第二导向辊331、第三导向辊332上下平行设置,第三导向辊332通过第一马仔334固定,第三导向辊332与第一马仔334之间设置有支撑套333,第一马仔334与支撑套333之间通过螺钉连接,支撑套333与第三导向辊332之间通过螺钉连接。支撑套333与第一马仔334之间形成高度调节结构,第三导向辊332可调整与工作台组件2的相对高度位置。
38.所述第二导向辊331的一侧设置有第一物料传感器6,用于检测是否有物料。
39.其中,所述拉料机构35包括拉料电机351、第一电机安装板352、拉料辊353和第一同步带结构354,拉料电机351通过第一电机安装板352固定,拉料辊353与第一导向辊34前后设置在下架组件1上,拉料电机351的电机轴与拉料辊353之间通过第一同步带结构354传动连接。
40.所述拉料辊353的一侧设置有顶紧机构7,该顶紧机构7通过气缸伸缩来控制拉料辊353的前后位置,当气缸的活塞杆伸出,顶紧机构7的辊轴往前移动与拉料辊353接触,两锟轴通过之间的挤压力在拉料电机351的驱动下完成拉料工作。
41.所述顶紧机构7与收料卷机构36之间设置有高度传感器8,用于检测物料的高度位
置,给收料卷机构36发送信号,完成收料运动。
42.其中,所述收料卷机构36包括收料盘361、第二气胀轴362、磁粉式离合器363、第二联轴器364、第二轴承座365、离合器安装板366、筋板367、收料电机368、第二电机安装板369、第二同步带结构370和第二马仔371,磁粉式离合器363通过第二轴承座362固定,磁粉式离合器363通过第二联轴器364与第二气胀轴362连接,磁粉式离合器363在转矩传递过程中起到离合作用和转矩制动作用,第二气胀轴362上转动设置有收料盘361,磁粉式离合器363与收料电机368之间连接有离合器安装板366,收料电机368通过第二电机安装板369固定,收料电机368的电机轴与磁粉式离合器363之间通过第二同步带结构370传动连接,离合器安装板366上设置有第二马仔371,第二电机安装板369与第二马仔371之间通过螺钉连接,从而形成高度调节结构,以进行对第二同步带结构370进行张紧,离合器安装板366与固定支撑板31之间连接有筋板367。
43.其中,如图5所示,所述工作台组件2包括打标台21、第二物料传感器22、读码器23和抽尘装置24,第二物料传感器22、抽尘装置24分别设置在打标台21的一侧,读码器23设置在打标台21的上方。第二物料传感器22用于感应下一个标签物料进入打标位,抽尘装置24用于对物料激光加工时产生烟尘进行吸取,读码器23用于读取激光加工的标识码。
44.其中,如图6所示,所述升降台组件5包括手摇z轴51、显示器支架52和显示器53,显示器53通过显示器支架52固定设置在手摇z轴51的一侧,如图7所示,所述光路组件4包括安装底板41、激光器42、振镜43、场镜44、ccd安装架45、ccd相机46和环形光源47,激光器42通过安装底板41活动设置在手摇z轴51上,手摇z轴51可通过旋转手柄带动模组里的滚珠丝杠进行对光路组件4高度调节,激光器42的一端设置有振镜43,振镜43连接有场镜44,振镜43控制卡控制振镜43内的镜片运动,改变激光束传输方向,经过场镜44聚焦,完成激光加工,ccd安装架45内装有反射镜片,反射镜片与场镜相对设置,从场镜衍射出来的光束通过反射镜片折射到工作平面上,进而完成对物料的激光打码工作,ccd安装架45上设置有ccd相机46,ccd安装架45的底部设置有环形光源47,环形光源47与打标台21对应,增加亮度,便于ccd相机捕捉成像。
45.工作流程:人工完成对收放料卷的安装
→
开机
→
拉料机构往前拉料
→
第一物料传感器自动检测来料
→
ccd智能定位
→
自动精准激光打码
→
拉料机构往前拉料
→
收料卷自动收料
→
完成卷料全部产品加工
→
关机。
46.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1