用于金属波纹管与波纹管盖板环缝焊接的装卡定位装置的制作方法
1.本实用新型属于装卡定位装置领域,具体的涉及一种用于金属波纹管与波纹管盖板环缝焊接的装卡定位装置。
背景技术:
2.金属波纹管是一种外型规则的波浪形管材,作为敏感元件、减震元件、补偿元件、密封元件和阀门元件,在管路连接中广泛应用于自动控制和测量仪表、真空技术、电力工业及原子能工业领域,考虑金属波纹管的用途,波纹管的管坯均采用薄壁不锈钢管,薄壁不锈钢管具有可挠性及良好的耐温、耐压性能,对介质的输送及管路的往复运动起着重要作用,在使用过程中波纹管还需增加其余结构,以满足使用要求,因此对于波纹管的焊接工艺的研究成为重中之重。现有金属波纹管与波纹管盖板环缝焊接工艺,采用人为装卡焊接,容易导致波纹管与波纹管盖板焊接位置发生移动,不能满足波纹管与波纹管盖板的同轴度要求,影响焊接质量,进而影响产品质量,而且工人劳动力大。
技术实现要素:
3.针对上述问题,本实用新型提供一种用于金属波纹管与波纹管盖板环缝焊接的装卡定位装置。
4.本实用新型采用的技术方案是:用于金属波纹管与波纹管盖板环缝焊接的装卡定位装置,包括固定装置、两个半圆柱卡瓣、扣帽和尾顶。
5.所述两个半圆柱卡瓣用于装卡波纹管,两个半圆柱卡瓣通过螺栓连接在一起后,轴向形成贯通孔,两个半圆柱卡瓣装卡波纹管的一端内壁上制有若干凸起,半圆柱卡瓣装卡波纹管一端的端面制有若干连接部ⅰ,连接部ⅰ上设有安装孔ⅰ,若干连接部ⅰ之间形成焊接凹陷部ⅰ,两个半圆柱卡瓣远离装卡波纹管的一端的外壁上制有固定部,固定装置与固定部活动连接。
6.扣帽用于装卡波纹管盖板,扣帽的中心设有尾顶孔,扣帽的端面上设有若干连接部ⅱ,连接部ⅱ上设有安装孔ⅱ,若干连接部ⅱ之间形成焊接凹陷部ⅱ,若干连接部ⅱ沿径向朝向中心的末端形成用于装卡波纹管盖板的盖板凹槽。
7.通过螺栓、安装孔ⅰ和安装孔ⅱ将两个半圆柱卡瓣和扣帽连接在一起后,焊接凹陷部ⅰ和焊接凹陷部ⅱ形成焊接孔。
8.尾顶通过尾顶孔与扣帽活动连接。
9.进一步的,上述的装卡定位装置,设有顶片装置,所述顶片装置安装在扣帽上,一端与波纹管盖板活动连接,另一端安装在尾顶孔内与尾顶活动连接。
10.进一步的,上述的装卡定位装置,所述顶片装置是,圆柱形主体上与波纹管盖板连接一端设有凹槽,与尾顶连接一端设有锥形孔,凹槽与锥形孔之间通过通孔连通。
11.进一步的,上述的装卡定位装置,所述固定装置为气动卡盘,两个半圆柱卡瓣的固定部制成阶梯状,用于限位气动卡盘。
12.进一步的,上述的装卡定位装置,两个半圆柱卡瓣内壁上制有的若干凸起与波纹管波纹间的空隙相配合。
13.进一步的,上述的装卡定位装置,波纹管与波纹管盖板紧密接触后,缝隙处位置与焊接孔相对应。
14.本实用新型的有益效果是:
15.1、本实用新型,波纹管的定位通过两个半圆柱卡瓣实现,半圆柱卡瓣结构中设置了与波纹管波纹之间的空隙相配合的凸起,将波纹管波纹间的空隙装卡在一端半圆柱卡瓣的凸起上,再将另一端半圆柱卡瓣压紧。半圆柱卡瓣采用螺栓连接的方式压紧,因此针对不同厚度的波纹管均可焊接,适用范围广。
16.2、本实用新型,波纹管盖板安装在扣帽的盖板凹槽中,扣帽与半圆柱卡瓣通过螺栓连接后,波纹管与波纹管盖板位置固定,无需调整即可满足波纹管与波纹管盖板的同轴度。
17.3、本实用新型,通过尾顶作用在顶片装置上,将力传递到波纹管盖板上,实现波纹管盖板和波纹管紧密连接,无缝隙后通过焊接孔进行焊接,顶片装置的作用是避免尾顶直接与波纹管盖板接触,避免因作用力大导致盖板发生形变。
18.4、本实用新型,操作简单,可满足波纹管与波纹管盖板的同轴度要求,避免人为装卡焊接导致波纹管与波纹管盖板焊接位置发生移动,减少了工人劳动力,提高生产效率和生产稳定性。
附图说明
19.图1是本实用新型的整体结构示意图。
20.图2是本实用新型的立体图。
21.图3是本实用新型的分解图。
22.图4是本实用新型的主视图。
23.图5是图4的a-a剖视图。
24.图6是本实用新型两个半圆柱卡瓣连接示意图。
25.图7是本实用新型扣帽结构示意图。
26.图8是图7的右侧视图。
27.图9是本实用新型顶片装置结构示意图。
具体实施方式
28.实施例
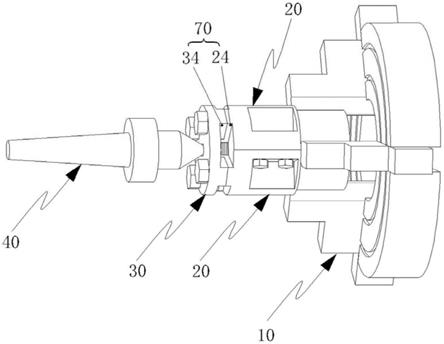
29.如图1-图9所示,用于金属波纹管与波纹管盖板环缝焊接的装卡定位装置,包括固定装置10、两个半圆柱卡瓣20、扣帽30、尾顶40、螺栓50和顶片装置60。
30.两个半圆柱卡瓣20用于装卡波纹管80。两个半圆柱卡瓣20上设有安装孔,两个半圆柱卡瓣20通过螺栓50连接在一起后组装成圆柱形,中间轴向形成贯通孔。两个半圆柱卡瓣20装卡波纹管80的一端内壁上制有若干凸起21。半圆柱卡瓣20装卡波纹管80一端的端面上制有若干连接部ⅰ22,连接部ⅰ22上设有安装孔ⅰ23,若干连接部ⅰ22之间形成焊接凹陷部ⅰ24。两个半圆柱卡瓣20远离装卡波纹管80的一端的外壁上制有固定部25。作为优选,在一个
实施例中,两个半圆柱卡瓣20内壁上制有的若干凸起21与波纹管80波纹间的空隙相配合。
31.固定装置10与半圆柱卡瓣20的固定部25活动连接。作为优选,在一个实施例中,所述固定装置10为气动卡盘,两个半圆柱卡瓣20的固定部25制成阶梯状,用于限位气动卡盘。
32.扣帽30用于装卡波纹管盖板90。扣帽30为圆柱形,扣帽30的中心设有用于尾顶通过的尾顶孔31。扣帽30相对于半圆柱卡瓣20一侧的端面上设有若干连接部ⅱ32,连接部ⅱ32上设有安装孔ⅱ33,若干连接部ⅱ32之间形成焊接凹陷部ⅱ34,若干连接部ⅱ32沿径向朝向中心的末端形成用于装卡波纹管盖板90的盖板凹槽35。
33.通过螺栓50、安装孔ⅰ23和安装孔ⅱ33将两个半圆柱卡瓣20和扣帽30连接在一起后,焊接凹陷部ⅰ24和焊接凹陷部ⅱ34形成焊接孔70。波纹管80与波纹管盖板90紧密接触后,缝隙处位置与焊接孔70相对应。
34.顶片装置60安装在扣帽30上,一端与波纹管盖板90活动连接,另一端安装在尾顶孔31内与尾顶40活动连接。作为优选,在一个实施例中,顶片装置60是,圆柱形主体上与波纹管盖板90连接一端设有凹槽61,与尾顶40连接一端安装在尾顶孔31内,且设有锥形孔62,凹槽61与锥形孔62之间通过通孔63连通。
35.尾顶40与安装在扣帽30尾顶孔31内的顶片装置60上的锥形孔62活动连接。
36.本实用新型的工作过程是:
37.1、将波纹管80需要焊接的一端通过波纹管80波纹间的间隙装卡在一个半圆柱卡瓣20内壁的凸起21上,装卡完成后将另一个半圆柱卡瓣20扣紧,通过螺栓50将两个半圆柱卡瓣20固定并压紧。
38.2、将扣帽30压在波纹管盖板90上,使波纹管盖板90卡入扣帽的盖板凹槽35内,将所要焊接的波纹管盖板90与波纹管80配合,安装孔ⅰ23和安装孔ⅱ33对准,通过螺栓50将两个半圆柱卡瓣20和扣帽30紧密连接在一起,此时焊接凹陷部ⅰ24和焊接凹陷部ⅱ34形成焊接孔70。此时波纹管80与波纹管盖板90的焊接缝隙处位于焊接孔处。
39.3、半圆柱卡瓣20与扣帽30装配好后,半圆柱卡瓣20装卡在气动卡盘10上固定,扣帽30端通过尾顶40和顶片装置60顶紧波纹管盖板,使波纹管80和波纹管盖板90在尾顶40和顶片装置60的作用下压紧,不产生缝隙。
40.4、通过气动卡盘10旋转带动装配好的半圆柱卡瓣20转换方向,利用半圆柱卡瓣20和扣帽30之间形成的焊接孔70实现焊接,将波纹管盖板90固定在波纹管80上,避免发生移动影响焊接位置。
41.5、最后将扣帽30取下,继续焊接环向焊缝,最终将波纹管盖板90焊接在波纹管80上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1