一种薄壁内齿轮加工的高精度定位装夹工装的制作方法
1.本实用新型属于齿轮加工工具领域,特别是涉及一种薄壁内齿轮加工的高精度定位装夹工装。
背景技术:
2.薄壁内齿轮是一种常见的齿轮类型,在采用齿轮机床对其进行加工过程中,通常采用外圆及端面定位。
3.目前,齿轮加工机床在加工薄壁内齿轮时均采用弹簧夹头对薄壁内齿轮外圆进行装夹,它最大的缺点是采用弹簧夹头对薄壁内齿轮外圆进行装夹时,弹簧夹头径向夹紧力很大,薄壁内齿轮特别容易变形成椭圆。
4.也有采用三爪卡盘对薄壁内齿轮外圆进行手动装夹,而采用三爪卡盘对薄壁内齿轮外圆进行手动装夹,除了径向夹紧力很大,薄壁内齿轮特别容易变形成椭圆外,此外,手动装夹还不能保证零件装夹精度,每次装夹要手动进行找正,操作十分麻烦。
技术实现要素:
5.为解决以上技术问题,本实用新型提供一种薄壁内齿轮加工的高精度定位装夹工装,通过采用本实用新型的装夹工装,只需将薄壁内齿轮装入定位环内,利用转动把手转动定位环,将钢球从定位座上的弧形槽转到定位圆柱面上,从而将薄壁内齿轮进行外圆中心定位,通过压板压紧薄壁内齿轮端面,带动薄壁内齿轮加工时的旋转,整个过程操作简单、使用方便,零件定位精度高,径向夹紧力小不易变形,本结构加工、装配简单,稳定可靠。
6.为了实现上述的技术特征,本实用新型的目的是这样实现的:一种薄壁内齿轮加工的高精度定位装夹工装,它包括夹具体,夹具体的顶部固定安装有定位座,定位座的内部通过外圆定位机构转动配合安装有定位环;所述定位环和定位座之间安装有转动限位结构;所述夹具体上,并位于定位座的外侧边设置有顶部压板机构。
7.所述夹具体的底座上加工有多个安装槽;安装时,所述安装槽所在位置固定安装底座螺栓,并将整个夹具体固定在齿轮机床上。
8.所述外圆定位机构包括滚珠孔,所述滚珠孔内部安装有钢球,所述滚珠孔均布加工在定位环的定位套上;所述滚珠孔贯穿定位套,并使得钢球的内侧与待装夹的薄壁内齿轮外圆面相接触;所述钢球的外侧与定位座内侧壁上的齿形结构相配合,并驱动其沿着滚珠孔滑动。
9.所述齿形结构包括均布加工在定位座内侧壁上的弧形槽,相邻弧形槽之间形成定位圆柱面;所述钢球与弧形槽和定位圆柱面相配合。
10.在靠近定位套中心一侧的滚珠孔末端采用锥形孔,保证钢球不脱落。
11.所述弧形槽的深度为0.5mm-1mm。
12.所述转动限位结构包括加工在定位环的支撑环上的圆弧槽,所述圆弧槽与限位螺栓相配合,所述限位螺栓固定在定位座的顶端,所述支撑环的外侧壁上固定有转动把手。
13.所述顶部压板机构包括通过第一螺栓固定在夹具体上的支撑柱,所述支撑柱的顶部通过压板安装座安装有压板;在对薄壁内齿轮顶端压紧时,所述压板和支撑柱顶端之间固定有锁紧螺栓。
14.所述定位座的底端加工有法兰底座,所述法兰底座上均布加工有法兰螺栓孔,所述法兰螺栓孔通过第二螺栓固定在夹具体的顶部。
15.本实用新型有如下有益效果:
16.1、本实用新型所阐述的结构克服了传统的齿轮加工机床在加工薄壁内齿轮时均采用弹簧夹头对零件进行装夹,弹簧夹头径向夹紧力很大,薄壁内齿轮特别容易变形成椭圆,采用三爪卡盘对零件进行手动装夹,除了径向夹紧力很大,薄壁内齿轮特别容易变形成椭圆外,手动装夹还不能保证零件装夹精度,每次装夹要手动进行找正,操作十分麻烦的缺点;采用薄壁内齿轮加工的工装定位方法后,定位精度高、径向夹紧力小不易变形、加工、装配更简单。
17.2、本实用新型主要适用于齿轮加工机床在加工薄壁内齿轮时对薄壁内齿轮的定位装夹,由于零件壁薄易变形,要求定位装夹后安全可靠,保证其加工精度,消除零件壁薄对定位装夹的影响,同时零件安装方便快捷。
18.3、本实用新型外圆定位机构能够用于对薄壁内齿轮进行圆周定位,并对其进行径向定位和锁紧。
19.4、通过上述的转动限位结构能够对定位环的转动幅度进行控制。
20.5、通过上述的顶部压板机构能够用于对定位完成之后的薄壁内齿轮进行顶部压紧固定。
附图说明
21.下面结合附图和实施例对本实用新型作进一步说明。
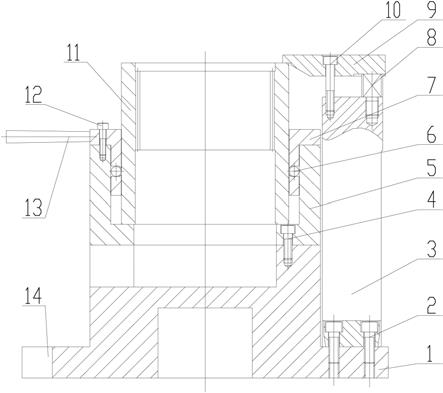
22.图1为本实用新型主剖视图。
23.图2为本实用新型定位座三维图。
24.图3为本实用新型定位环三维图。
25.图4为本实用新型薄壁内齿轮三维图。
26.图中:夹具体1、第一螺栓2、支撑柱3、第二螺栓4、定位座5、钢球6、定位环7、压板安装座8、压板9、锁紧螺栓10、薄壁内齿轮11、限位螺栓12、转动把手13、安装槽14、定位套15、滚珠孔16、支撑环17、圆弧槽18、法兰螺栓孔19、法兰底座20、定位圆柱面21、弧形槽22。
具体实施方式
27.下面结合附图对本实用新型的实施方式做进一步的说明。
28.实施例1:
29.参见图1-4,一种薄壁内齿轮加工的高精度定位装夹工装,它包括夹具体1,夹具体1的顶部固定安装有定位座5,定位座5的内部通过外圆定位机构转动配合安装有定位环7;所述定位环7和定位座5之间安装有转动限位结构;所述夹具体1上,并位于定位座5的外侧边设置有顶部压板机构。通过采用本实用新型的定位装夹工装能够用于对薄壁内齿轮11进行外圆定位并夹紧,并能够对薄壁内齿轮11的端面进行定位和夹紧,进而保证了对其进行
加工,保证其加工精度。
30.进一步的,所述夹具体1的底座上加工有多个安装槽14;安装时,所述安装槽14所在位置固定安装底座螺栓,并将整个夹具体1固定在齿轮机床上。通过上述的安装槽14能够用于对夹具体1进行可靠的固定。
31.进一步的,所述外圆定位机构包括滚珠孔16,所述滚珠孔16内部安装有钢球6,所述滚珠孔16均布加工在定位环7的定位套15上;所述滚珠孔16贯穿定位套15,并使得钢球6的内侧与待装夹的薄壁内齿轮11外圆面相接触;所述钢球6的外侧与定位座5内侧壁上的齿形结构相配合,并驱动其沿着滚珠孔16滑动。通过上述的外圆定位机构能够用于对薄壁内齿轮11进行圆周定位,并对其进行径向定位和锁紧。通过上述结构,在转动定位环7的过程中,将同步的带动其圆周上的钢球6,通过钢球6在滚珠孔16内部的滑动伸出,实现对薄壁内齿轮11的锁紧。
32.进一步的,所述齿形结构包括均布加工在定位座5内侧壁上的弧形槽22,相邻弧形槽22之间形成定位圆柱面21;所述钢球6与弧形槽22和定位圆柱面21相配合。通过采用上述的齿形结构保证了钢球6在转动过程中,能够在弧形槽22和定位圆柱面21之间切换,进而实现对薄壁内齿轮11的外圆进行夹紧和松开。
33.进一步的,在靠近定位套15中心一侧的滚珠孔16末端采用锥形孔,保证钢球6不脱落。
34.进一步的,所述弧形槽22的深度为0.5mm-1mm。采用上述的深度控制,在保证对薄壁内齿轮11的夹紧的同时,防止其被夹变形。
35.进一步的,所述转动限位结构包括加工在定位环7的支撑环17上的圆弧槽18,所述圆弧槽18与限位螺栓12相配合,所述限位螺栓12固定在定位座5的顶端,所述支撑环17的外侧壁上固定有转动把手13。通过上述的转动限位结构能够对定位环7的转动幅度进行控制。
36.进一步的,所述顶部压板机构包括通过第一螺栓2固定在夹具体1上的支撑柱3,所述支撑柱3的顶部通过压板安装座8安装有压板9;在对薄壁内齿轮11顶端压紧时,所述压板9和支撑柱3顶端之间固定有锁紧螺栓10。通过上述的顶部压板机构能够用于对定位完成之后的薄壁内齿轮11进行顶部压紧固定。
37.进一步的,所述定位座5的底端加工有法兰底座20,所述法兰底座20上均布加工有法兰螺栓孔19,所述法兰螺栓孔19通过第二螺栓4固定在夹具体1的顶部。通过上述的法兰底座20保证了对定位座5的定位和固定。
38.采用薄壁内齿轮加工的高精度定位装夹工装进行薄壁内齿轮定位装夹的方法,包括以下步骤:
39.步骤一,工装的装配:将压板9、定位环7、钢球6、定位座5、支撑柱3、夹具体1、和转动把手13进行组装,将钢球6安装在定位环7的滚珠孔16内部,再将定位环7整体放置于定位座5的内部,再通过限位螺栓12对定位环7进行转动限位;
40.定位座上定位圆柱面通过钢球对薄壁内齿轮进行定位,深1mm圆弧面可以使钢球后退松开薄壁内齿轮,定位环端面上有腰形槽,可以通过转动把手进行一定角度转动,径向外圆上有圆孔,可以周向固定钢球并带动钢球旋转;
41.步骤二,薄壁内齿轮11的安装:将薄壁内齿轮11装入定位环7内,此时钢球6位于定位座5的弧形槽22,进而使得薄壁内齿轮11处于松开状态,并顺利进入定位环7后支撑在定
位座5的法兰底座20上,实现薄壁内齿轮11的底端面定位;
42.步骤三,薄壁内齿轮11的外圆对中定位:利用转动把手13转动定位环7,将钢球6从定位座5上的弧形槽22转到定位圆柱面21上,此时钢球6将在定位环7的带动下沿着滚珠孔16滑动伸出,并与薄壁内齿轮11的外圆周相接触,从动对薄壁内齿轮11进行径向定位,并实现径向锁紧;
43.步骤四,薄壁内齿轮11的端面压紧固定:薄壁内齿轮11通过钢球6定位后圆周精度非常高,再直接通过压板9对薄壁内齿轮11的顶端进行端面压紧;
44.步骤五,薄壁内齿轮11的卸载:薄壁内齿轮11加工完成后,利用转动把手13反向转动定位环7,将钢球6从定位座5上的定位圆柱面21转到弧形槽22内,从而将薄壁内齿轮11进行松开,并取出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1