全自动打孔机的制作方法
1.本实用新型涉及一种打孔机,尤其是涉及一种用于对角码进行打孔的装置,属于铝型材加工技术领域。
背景技术:
2.目前,在对铝型材(尤其是角码)的打孔操作过程中,需要利用人工进行上料和下料操作,然后手工定位后,启动钻头并驱动钻头下压进行钻孔作业(尤其是角码两侧需要两次定位和钻孔),该方式工作效率较低,且需要消耗大量的人力资源,增加了生产成本。为此,有企业开始利用加工中心进行打孔操作,但是如此一来加工成本高昂,不利于小型企业的生存。因此,亟需一种结构简单、且成本低廉的机械化方式的全自动打孔机。
技术实现要素:
3.本实用新型的目的在于提供全自动打孔机,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种全自动打孔机,包括工作台体,所述工作台体的上方对称设有两个打孔驱动模组,两个所述打孔驱动模组的一侧均安装有液压缸,所述液压缸的活塞杆安装有钻头,所述工作台体的前表面一侧焊接有固定板,所述固定板的上表面安装有上料电动推杆,所述工作台体的上方设有下料电动推杆。
5.进一步的,所述固定板的上表面一侧固定连接有置物板,所述下料电动推杆的底部安装于置物板的上表面,所述下料电动推杆的活塞杆固定连接有推块;通过置物板为下料电动推杆的底部提供了支撑力,通过下料电动推杆的活塞杆带动推块运动。
6.进一步的,所述上料电动推杆的活塞杆固定连接有推板,所述推板的一侧粘接有橡胶垫;通过上料电动推杆的活塞杆带动推板运动,运动的推板带动橡胶垫运动。
7.进一步的,所述工作台体的上表面中部焊接有两个导向板;通过两个导向板对运动中的材料进行导向工作。
8.进一步的,所述工作台体的上表面一侧固定连接有定位块;通过定位块为需要打孔的材料进行定位工作。
9.进一步的,所述工作台体的前表面一侧安装有上料电机,所述上料电机的输出轴包覆有上料输送带,所述上料输送带的外侧壁滑动连接于工作台体的内侧壁;通过上料电机的输出轴带动上料输送带转动,转动的上料输送带带动材料进行上料工作。
10.进一步的,所述工作台体的后表面安装有下料电机,所述下料电机的输出轴包覆有下料输送带,所述下料输送带的外侧壁滑动连接于工作台体的内侧壁;通过下料电机的输出轴带动下料输送带转动,转动的下料输送带带动材料进行下料工作。
11.进一步的,所述工作台体的上表面一侧焊接有支撑板,两个所述打孔驱动模组的一侧均安装于支撑板的前表面;通过工作台体为支撑板的底部提供了支撑力。
12.与现有技术相比,本实用新型的有益效果是:
13.本实用新型实现了机械化打孔作业,整个全自动打孔机通过简单的输送带、气缸
和钻头实现,结构简单成本低廉,且操作难度低且效率高,降低了作业成本,另外通过两个打孔驱动模组可同时对角码型材进行打孔操作,进一步提高了打孔效率。
14.整个打孔过程为:通过上料输送带进行输料工作,然后通过上料电动推杆将材料挤压固定在定位块的一侧,然后通过液压缸带动钻头对材料进行打孔工作,然后通过下料电动推杆的带动推块将打孔完成后的材料推至下料输送带上,然后通过下料输送带进行下料工作,从而无需工作人员手动进行上料和下料的操作,提高了工作效率,减少了消耗的人力资源,降低了生产成本。
附图说明
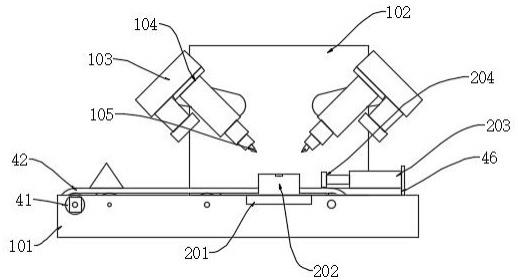
15.图1为本实用新型的结构示意图;
16.图2为本实用新型的俯视结构示意图;
17.图3为本实用新型的后视结构示意图;
18.图4为本实用新型固定板和上料电动推杆的轴侧结构示意图。
19.图中:101、工作台体;102、支撑板;103、打孔驱动模组;104、液压缸;105、钻头;201、固定板;202、上料电动推杆;203、下料电动推杆;204、推块;205、推板;206、橡胶垫;207、定位块;41、上料电机;42、上料输送带;43、下料电机;44、下料输送带;45、导向板;46、置物板。
具体实施方式
20.参见图1-4,本实用新型提供一种技术方案:全自动打孔机,包括工作台体101,工作台体101的上方对称设有两个打孔驱动模组103,两个打孔驱动模组103的一侧均安装有液压缸104,液压缸104的活塞杆安装有钻头105,两个液压缸104的活塞杆的长度方向的夹角为90
°
,工作台体101的前表面一侧焊接有固定板201,固定板201的上表面安装有上料电动推杆202,上料电动推杆202的活塞杆的长度方向与上料输送带42的长度方向垂直,工作台体101的上方设有下料电动推杆203,下料电动推杆203的活塞杆的长度方向与下料输送带44的长度方向相平行,且下料电动推杆203位于下料输送带44的上方。
21.优选的,固定板201的上表面一侧固定连接有置物板46,下料电动推杆203的底部安装于置物板46的上表面,下料电动推杆203的活塞杆固定连接有推块204;通过置物板46为下料电动推杆203的底部提供了支撑力,通过下料电动推杆203的活塞杆带动推块204运动,运动的推块204将打孔完成的材料推至下料输送带44上。
22.优选的,上料电动推杆202的活塞杆固定连接有推板205,推板205的一侧粘接有橡胶垫206;通过上料电动推杆202的活塞杆带动推板205运动,运动的推板205带动橡胶垫206运动,运动的橡胶垫206带动材料运动,设置的橡胶垫206为推板205和材料之间提供了缓冲。
23.优选的,工作台体101的上表面中部焊接有两个导向板45;通过两个导向板45对运动中的材料进行导向工作,避免了材料在运动中发生偏移。
24.优选的,工作台体101的上表面一侧固定连接有定位块207;通过定位块207为需要打孔的材料进行定位工作。或者为了实现更为智能化控制以便符合角码加工,此时,定位块207固定连接于一竖向向上设置的气缸的活塞杆的顶部,且定位块207穿过工作台体101的
上表面,该定位块207为倒三角结构。
25.优选的,工作台体101的前表面一侧安装有上料电机41,上料电机41的输出轴包覆有上料输送带42,上料输送带42的外侧壁滑动连接于工作台体101的内侧壁;通过上料电机41的输出轴带动上料输送带42转动,转动的上料输送带42带动材料进行上料工作,通过工作台体101的内侧壁为上料输送带42进行导向工作。
26.优选的,工作台体101的后表面安装有下料电机43,下料电机43的输出轴包覆有下料输送带44,下料输送带44的外侧壁滑动连接于工作台体101的内侧壁;通过下料电机43的输出轴带动下料输送带44转动,转动的下料输送带44带动材料进行下料工作,通过工作台体101的内侧壁为下料输送带44进行导向工作。
27.优选的,工作台体101的上表面一侧焊接有支撑板102,两个打孔驱动模组103的一侧均安装于支撑板102的前表面;通过工作台体101为支撑板102的底部提供了支撑力,支撑板102为两个打孔驱动模组103的一侧提供了支撑力。
28.优选的,上料电机41和下料电机43的型号为5ik40rgn-c;上料电动推杆202和下料电动推杆203的型号为mob-63*300。
29.本实用新型工作原理为,将需要打孔的材料(如角码)放置在上料输送带42上,然后通过上料电机41的输出轴带动上料输送带42转动,转动的上料输送带42带动角码进行上料工作;然后通过设置的导向板45对上料输送带42上的材料进行限位,然后通过上料电动推杆202的活塞杆带动推板205运动,运动的推板205带动橡胶垫206运动,运动的橡胶垫206带动角码运动,然后通过设置的导向板45对材料进行导向工作,避免了材料在运动中发生偏移,接着通过运动的橡胶垫206将材料挤压固定在定位块207的一侧,通过设置的橡胶垫206为推板205和材料之间提供了缓冲,然后通过液压缸104的活塞杆带动高速转动的钻头105斜向下运动,转动的钻头105对角码材料的两边同时进行打孔工作,然后通过下料电动推杆203的活塞杆带动推块204运动,运动的推块204将打孔完成的角码材料推至下料输送带44上,然后通过下料电机43的输出轴带动下料输送带44转动,转动的下料输送带44带动材料进行下料工作,本装置不仅无需工作人员手动进行上料和下料的操作,提高了工作效率,而且减少了消耗的人力资源,降低了生产成本。
30.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1